| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
WRF 130 CNC |
231250 | Fermat | 2008 | Řídící systém Heidenhain: TNC 530 Pracovní průměr vřetena: 130 mm Pojezd osy X: 8000 mm Pojezd osy Y: 3000 mm Otáčky vřetene: 10 - 3000 /min. Výsuv vřetene (W): 730 mm |
|
 |
W 100 A |
251737 | TOS Varnsdorf | 1995 | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1600 mm Pojezd osy Y: 1120 mm Otáčky vřetene: 0 - 1120 /min. Chlazení středem: ne Výsuv vřetene (W): 900 mm |
|
 |
W 100 A |
191457 | TOS Varnsdorf | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1600 mm Pojezd osy Y: 1120 mm Otáčky vřetene: 7 - 1120 /min. Chlazení středem: ne Výsuv vřetene (W): 900 mm |
||
 |
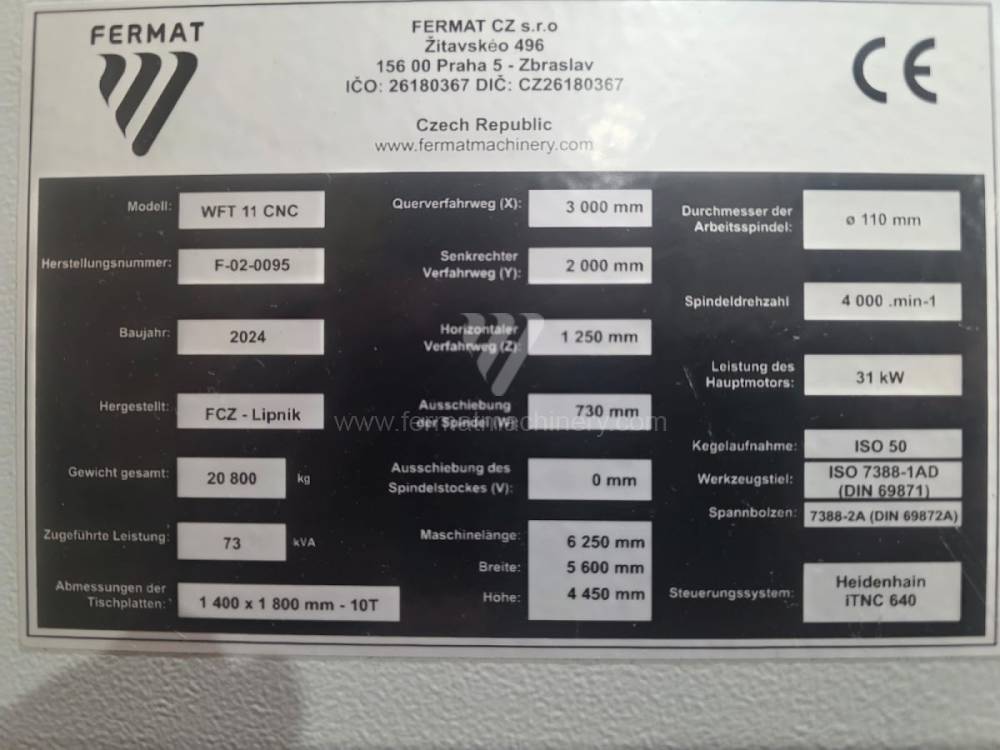
WFT 11 CNC |
261224 | Fermat | 2024 | Řídící systém Heidenhain: TNC 640 Pracovní průměr vřetena: 110 mm Pojezd osy X: 3000 mm Pojezd osy Y: 2000 mm Otáčky vřetene: 10 - 4000 /min. Chlazení středem: ano |
|
 |
40T |
182013 | Lucas | 2018 | Řídící systém Fanuc: 0i-MF Pracovní průměr vřetena: 130 mm Pojezd osy X: 3657 mm Pojezd osy Y: 3048 mm Otáčky vřetene: 10 - 3000 /min. Chlazení středem: ano |
|
 |
W 100 A |
241676 | TOS Varnsdorf | 1991 | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1600 mm Pojezd osy Y: 1120 mm Otáčky vřetene: 0 - 1200 /min. Chlazení středem: ne Výsuv vřetene (W): 900 mm |
|
 |
WH 10 CNC |
251363 | TOS Varnsdorf | Řídící systém Heidenhain: TNC 620 Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 1030 mm Otáčky vřetene: 16 - 2500 /min. Chlazení středem: ne |
||
 |
W 100 |
261172 | TOS Varnsdorf | 1976 | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1000 mm Pojezd osy Y: 700 mm Otáčky vřetene: 0 - 1200 /min. Chlazení středem: ne Výsuv vřetene (W): 900 mm |
|
 |
WHN 9 B CNC |
192075 | TOS Varnsdorf | 1982 | Řídící systém Mefi: CNC 859 Pracovní průměr vřetena: 90 mm Pojezd osy X: 1250 mm Pojezd osy Y: 900 mm Otáčky vřetene: 10 - 1100 /min. Chlazení středem: ne |
|
 |
WH 10 CNC |
171452 | TOS Varnsdorf | Řídící systém Heidenhain: TNC 530 Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 1100 mm Otáčky vřetene: 10 - 1200 /min. Chlazení středem: ne |
||
 |
WHN 13 P CNC |
191459 | TOS Varnsdorf | 2024 | Řídící systém Heidenhain: TNC 640 Pracovní průměr vřetena: 130 mm Pojezd osy X: 3500 mm Pojezd osy Y: 2000 mm Otáčky vřetene: 10 - 3000 /min. Chlazení středem: ano |
|
 |
W 75 |
261173 | TOS Varnsdorf | 1996 | Pracovní průměr vřetena: 75 mm Pojezd osy X: 1250 mm Pojezd osy Y: 900 mm Otáčky vřetene: 18 - 1800 /min. Chlazení středem: ne Výsuv vřetene (W): 560 mm |
|
 |
H 63 A |
261210 | TOS Varnsdorf | 1963 | Pracovní průměr vřetena: 63 mm Pojezd osy X: 1050 mm Pojezd osy Y: 610 mm Otáčky vřetene: 8 - 1400 /min. Chlazení středem: ne Výsuv vřetene (W): 560 mm |
|
 |
WH 10 NC |
251656 | TOS Varnsdorf | 1991 | Řídící systém Tesla: NS 670 Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 900 mm Otáčky vřetene: 16 - 1250 /min. Chlazení středem: ne |
|
 |
WFT 13 |
261140 | Fermat | 2015 | Řídící systém Heidenhain: TNC 530 Pracovní průměr vřetena: 130 mm Pojezd osy X: 3000 mm Pojezd osy Y: 2000 mm Otáčky vřetene: 10 - 3000 /min. Chlazení středem: ano |
|
 |
WHQ 13 CNC |
261063 | TOS Varnsdorf | 2012 | Řídící systém Heidenhain: TNC 530 Pracovní průměr vřetena: 130 mm Pojezd osy X: 5000 mm Pojezd osy Y: 3000 mm Otáčky vřetene: 0 - 3000 /min. Chlazení středem: ano |
|
 |
BFT 90/3 |
261166 | UNION | 1990 | Pracovní průměr vřetena: 102 mm Pojezd osy X: 1600 mm Pojezd osy Y: 1250 mm Otáčky vřetene: 8 - 1600 /min. Chlazení středem: ne Výsuv vřetene (W): 710 mm |
|
 |
WH 10 CNC |
261523 | TOS Varnsdorf | 2004 | Řídící systém Heidenhain: TNC 426 Pracovní průměr vřetena: 100 mm Pojezd osy X: 1250 mm Pojezd osy Y: 1120 mm Otáčky vřetene: 10 - 1800 /min. Chlazení středem: ne |
|
 |
W 100 A |
261067 | TOS Varnsdorf | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1600 mm Pojezd osy Y: 1120 mm Otáčky vřetene: 7 - 1120 /min. Chlazení středem: ne Výsuv vřetene (W): 900 mm |
||
 |
441B-72 |
251248 | Lucas | 1967 | Pracovní průměr vřetena: 100 mm Pojezd osy X: 1500 mm Pojezd osy Y: 1200 mm Otáčky vřetene: 15 - 1550 /min. Chlazení středem: ne Výsuv vřetene (W): 600 mm |
|
 |
WHQ 105 CNC |
251830 | TOS Varnsdorf | 2015 | Řídící systém Siemens: Sinumerik 840 D Pracovní průměr vřetena: 105 mm Pojezd osy X: 1800 mm Pojezd osy Y: 1600 mm Otáčky vřetene: 0 - 3300 /min. Chlazení středem: ano |
|
 |
WH 105 CNC |
261422 | TOS Varnsdorf | 1999 | Řídící systém Heidenhain: TNC 426 Pracovní průměr vřetena: 105 mm Pojezd osy X: 1800 mm Pojezd osy Y: 1250 mm Otáčky vřetene: 0 - 3300 /min. Chlazení středem: ne |
|
 |
W 9 |
241843 | TOS Varnsdorf | 1975 | Pracovní průměr vřetena: 90 mm Pojezd osy X: 1000 mm Pojezd osy Y: 900 mm Otáčky vřetene: 0 - 1400 /min. Chlazení středem: ne Výsuv vřetene (W): 710 mm |
|
 |
DB 130 CX |
261481 | Doosan | 2007 | Řídící systém Fanuc: 18i - MB Pracovní průměr vřetena: 130 mm Pojezd osy X: 3000 mm Pojezd osy Y: 2000 mm Otáčky vřetene: 0 - 2500 /min. Chlazení středem: ano |
|
 |
AFP 180 |
221138 | Titan | 2009 | Řídící systém Fanuc: Fanuc 32i Pracovní průměr vřetena: 180 mm Pojezd osy X: 9130 mm Pojezd osy Y: 3980 mm Pracovní posuv osy Z: 1900 mm/min Osa W: 1200 mm |
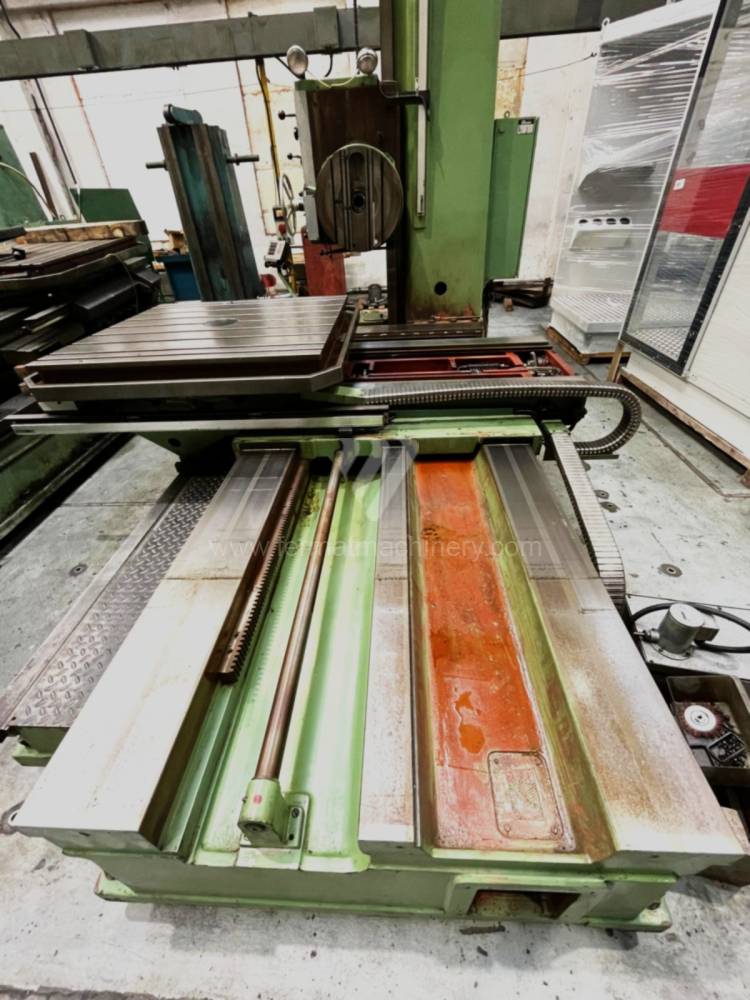
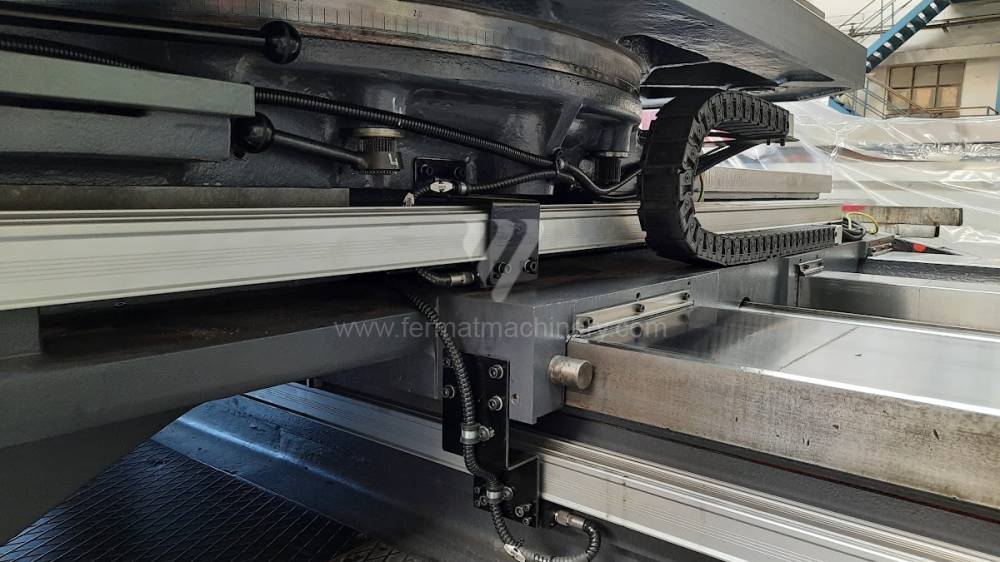
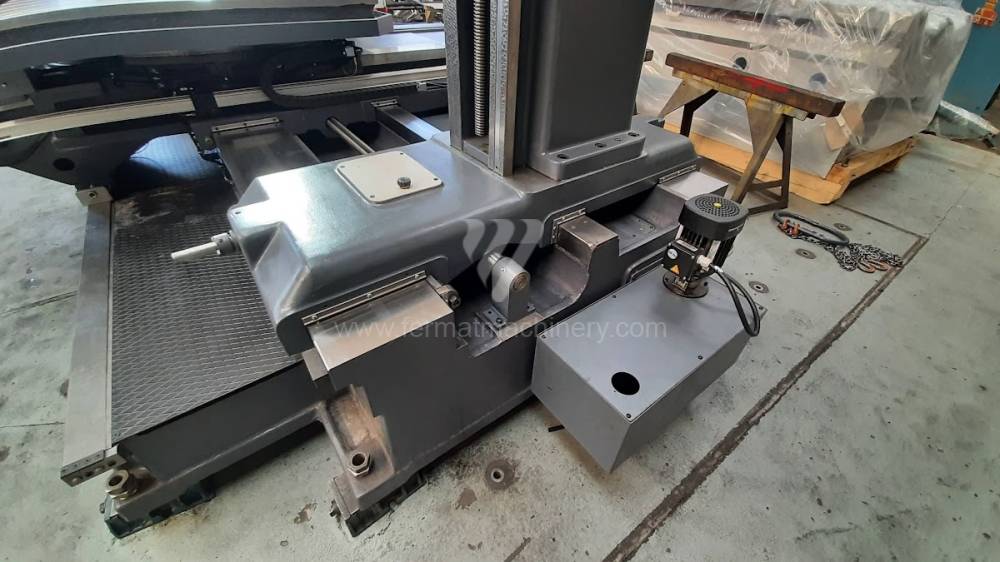
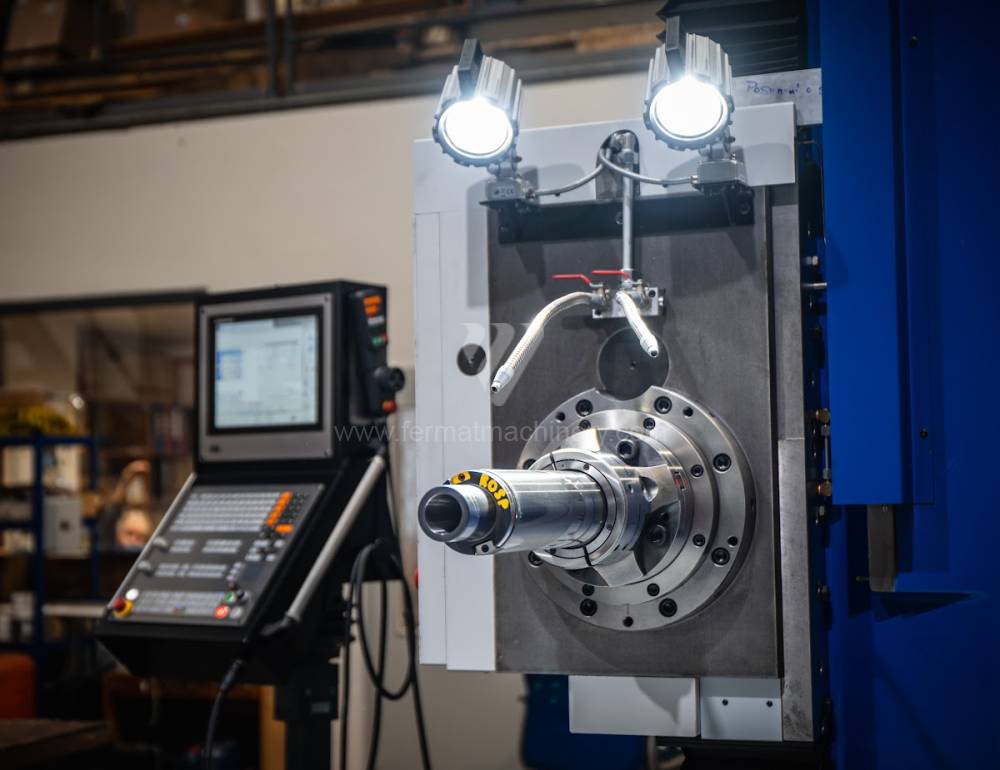
Při výběru použité vodorovné vyvrtávačky (typu WFT nebo WFC) je klíčovým faktorem statická a dynamická tuhost nosných prstů a stojanu. Konstrukční řešení odlitků z šedé litiny přímo ovlivňuje schopnost stroje tlumit vibrace vznikající při silovém frézování. U použitých strojů FERMAT je kladen důraz na stav vodicích ploch – kombinace lineárního vedení pro vysokou dynamiku pohybu nebo kluzného vedení pro maximální útlum při přerušovaném řezu.
Výkon vřetena a jeho krouticí moment jsou determinovány stavem převodovky a uložením vřetenové jednotky. Moderní řídicí systémy, jako jsou Heidenhain iTNC 640 nebo Fanuc 31i, umožňují u použitých strojů využívat pokročilé funkce adaptivního řízení posuvu. To vede k optimalizaci řezných sil v reálném čase, čímž se předchází tepelným deformacím vřetena a prodlužuje se životnost ložiskových sad. Tepelná stabilizace stroje, zajištěná chlazením vřetena, je u horizontálních vyvrtávaček nezbytná pro udržení stability rozměrů při dlouhých cyklech vyvrtávání.
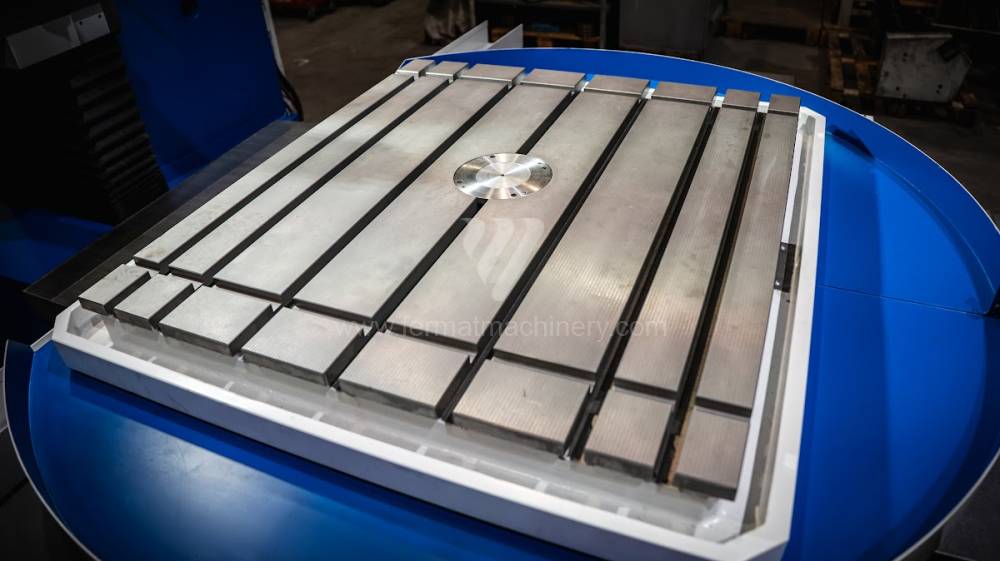
Pořízení použité vyvrtávačky představuje strategickou investici s výrazně rychlejším náběhem na ROI (návratnost investic) ve srovnání s novým strojem, a to díky nižším odpisům a okamžité dostupnosti. Klíčem k ziskovosti je minimalizace neproduktivních časů. Stroje vybavené automatickou výměnou nástrojů (ATC) a otočnými stoly s vysokou nosností (např. 15–20 tun) umožňují komplexní opracování obrobku na jedno upnutí, což dramaticky snižuje chyby při přepínání a zvyšuje průchodnost výroby.
Modernizace pohonů a implementace digitálních odměřovacích systémů u starších rámů strojů umožňuje dosáhnout přesnosti polohování, která splňuje standardy pro náročné energetické a lodní strojírenství. Z hlediska dlouhodobé strategie je zásadní dostupnost náhradních dílů pro kinematický řetězec a schopnost integrace stroje do podnikového systému ERP pro sledování OEE (celková efektivita zařízení).
Jaký je rozdíl mezi lineárním a kluzným vedením u použité vyvrtávačky? Lineární vedení nabízí vyšší rychloposuvy a akceleraci, což je ideální pro lehčí a středně těžké obrábění s důrazem na čas cyklu. Kluzné vedení vyniká vysokým útlumem vibrací a větší tuhostí při těžkém silovém frézování, což chrání vřeteno i nástroj před rázovým namáháním.
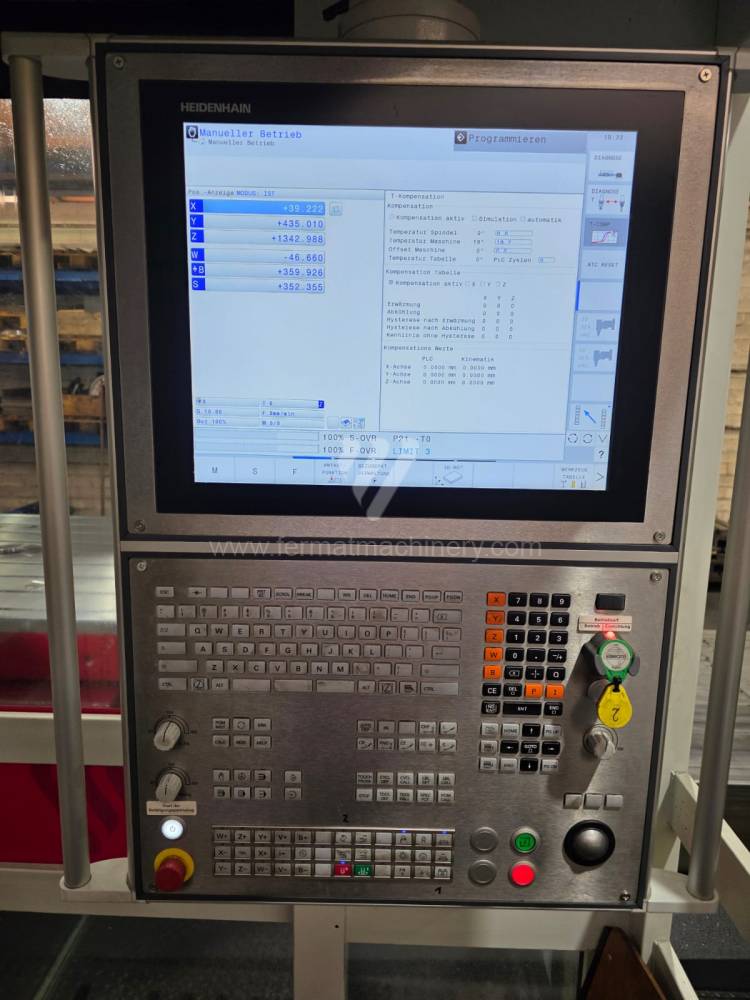
Vyplatí se retrofit řídicího systému u starší horizontky? Ano, pokud je mechanická část stroje (lože, stojan) v dobrém stavu. Nový systém (např. Heidenhain) přinese rychlejší zpracování bloku dat, lepší vizualizaci a možnost propojení s Industry 4.0, což zvýší technologickou hodnotu stroje při zachování zlomku ceny stroje nového.
Jak nosnost otočného stolu ovlivňuje přesnost obrábění? Nosnost stolu není jen o hmotnosti obrobku, ale o tuhosti uložení. Přebalení ložisek otočného stolu u použitých strojů zajišťuje, že ani při excentrickém zatížení nedochází k průhybu, který by ovlivnil souosost vyvrtávaných otvorů na velkou vzdálenost.
Jaké jsou hlavní faktory ovlivňující provozní náklady (OPEX) vyvrtávačky? Mezi hlavní faktory patří energetická náročnost pohonů, frekvence údržby mazacích soustav a životnost řezných nástrojů, která je přímo závislá na stabilitě vřetena a tuhosti celé soustavy stroj-nástroj-obrobek.

 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}