
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Gitter
Bearbeitungszentrum Horizontal
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
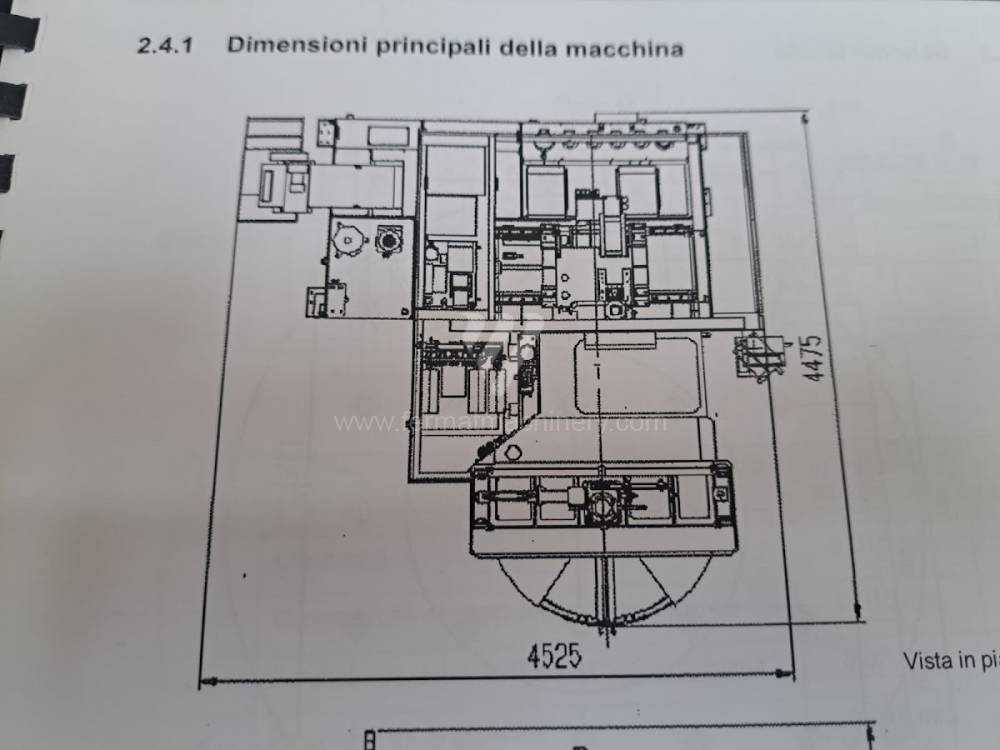
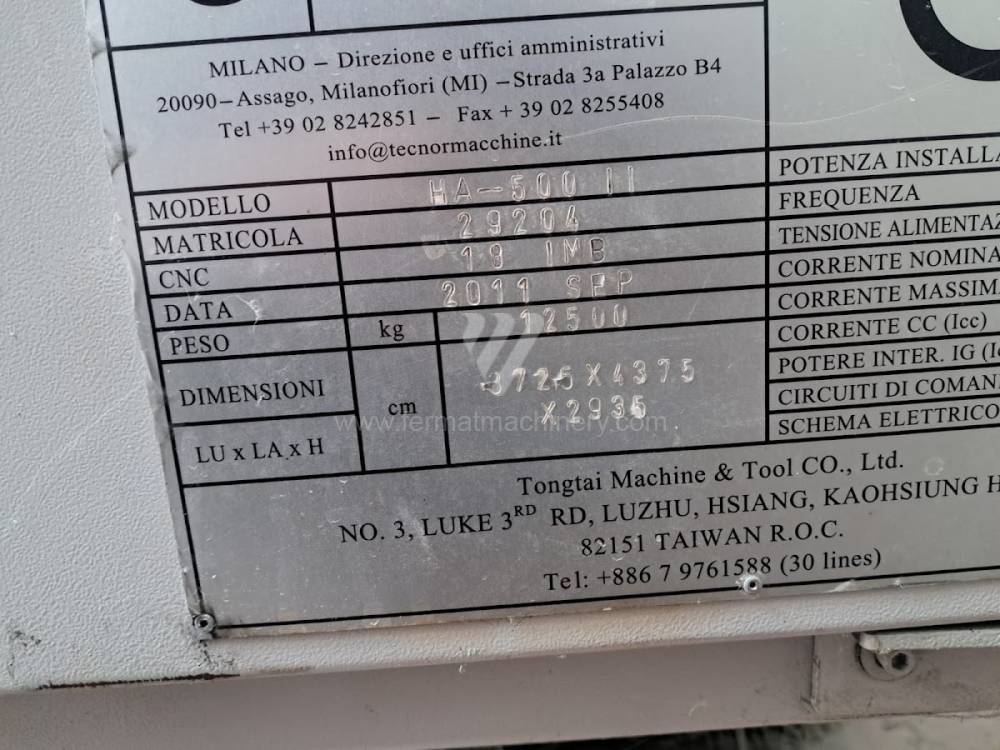
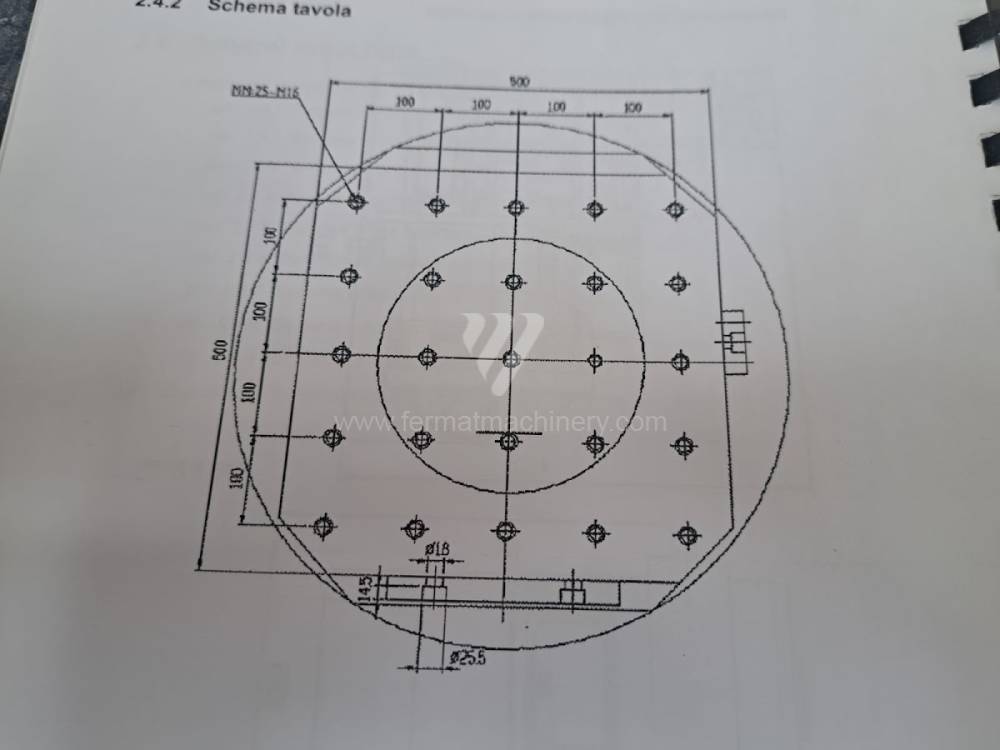
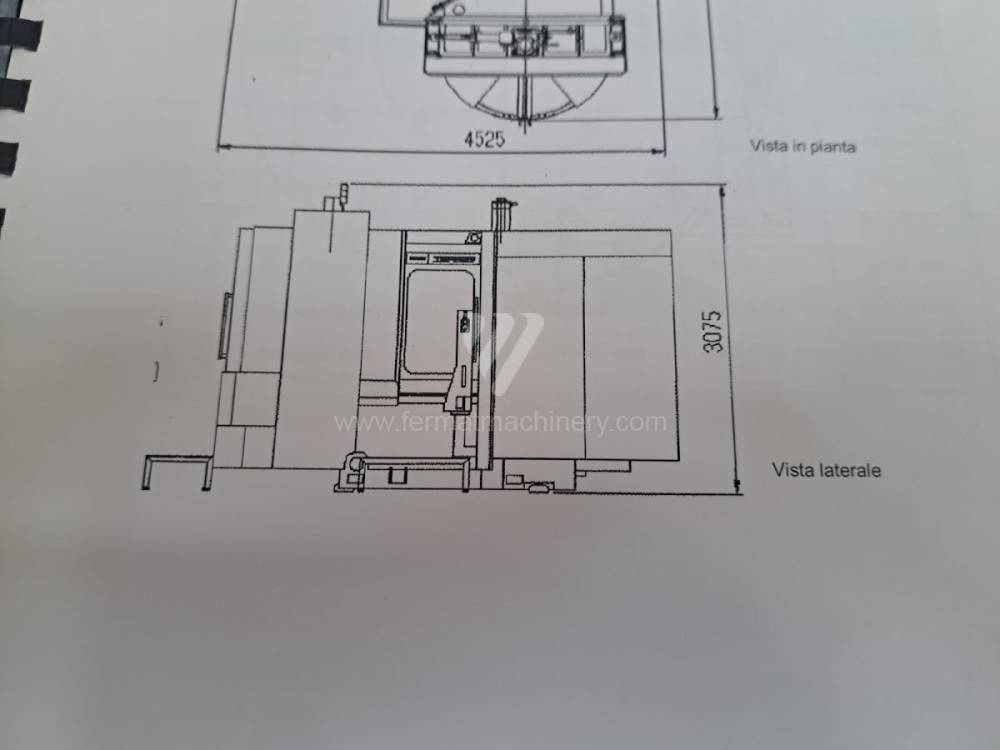
HA500II |
241147 | Tongtai | 2011 | Steuerung Fanuc: 18i - MB Aufspanntischfläche: 800x800 mm X Weg: 710 mm Y Weg: 680 mm Z Weg: 680 mm Spindeldrehzahl: 0 - 12000 /min. |
|
 |
DMC 50 H |
251163 | DMG | 2001 | Steuerung Siemens: Sinumerik 840 D Aufspanntischfläche: 400 x 400 mm X Weg: 560 mm Y Weg: 560 mm Z Weg: 510 mm Spindeldrehzahl: 18000 - /min. |
|
 |
MCP-H 250 |
261460 | Heller | 2001 | Steuerung Siemens: Sinumerik 840 D Aufspanntischfläche: 630 x 500 mm X Weg: 800 mm Y Weg: 800 mm Z Weg: 710 mm Spindeldrehzahl: 46 - 6000 /min. |
|
 |
HM1250-T2 |
261181 | Doosan | 2011 | Steuerung Fanuc: 31i - A Aufspanntischfläche: 1250x1250 mm X Weg: 2100 mm Y Weg: 1500 mm Z Weg: 1500 mm Spindeldrehzahl: 20 - 6000 /min. |
|
 |
HM 8000 |
251241 | Doosan | 2012 | Steuerung Fanuc: Fanuc 31i Aufspanntischfläche: 800 x 800 mm X Weg: 1250 mm Y Weg: 1000 mm Z Weg: 1000 mm Spindeldrehzahl: 1 - 6000 /min. |
|
 |
NHX 4000 |
251142 | DMG MORI | 2012 | Aufspanntischfläche: 400 x 400 mm X Weg: 560 mm Y Weg: 560 mm Z Weg: 660 mm Spindeldrehzahl: 1 - 12000 /min. Anzahl der Achsen: 4 |
|
 |
HM1250-T1 |
261182 | Doosan | 2013 | Steuerung Fanuc: 31i - A Aufspanntischfläche: 1250x1250 mm X Weg: 2100 mm Y Weg: 1500 mm Z Weg: 1500 mm Spindeldrehzahl: 20 - 6000 /min. |
|
 |
H.Plus-405 |
251975 | Matsuura | 2008 | Aufspanntischfläche: 500x500 mm X Weg: 660 mm Y Weg: 660 mm Z Weg: 660 mm Spindeldrehzahl: 10 - 12000 /min. Anzahl der Achsen: 4 |
|
 |
HAAS EC-300 |
261606 | Haas Automation | 2010 | Steuerung Haas: Aufspanntischfläche: 300 x 300 mm X Weg: 508 mm Y Weg: 457 mm Z Weg: 356 mm Spindeldrehzahl: 8000 - /min. |
|
 |
H 40 |
251791 | TAJMAC-ZPS, a.s. | 2004 | Steuerung Heidenhain : TNC 530 Aufspanntischfläche: 400x400 mm X Weg: 560 mm Y Weg: 510 mm Z Weg: 560 mm Spindeldrehzahl: 10 - 10000 /min. |
|
 |
BA 400-2 |
251909 | SW maschinen | 2003 | Steuerung Siemens: Aufspanntischfläche: mm X Weg: 400 mm Y Weg: 450 mm Z Weg: 400 mm Spindeldrehzahl: 50 - 12500 /min. |
|
 |
HEC 1000 Athletic |
221387 | Heckert - Starrag Group | 2010 | Steuerung Fanuc: Fanuc 31i Aufspanntischfläche: 1000x800 mm X Weg: 1700 mm Y Weg: 1250 mm Z Weg: 1800 mm Spindeldrehzahl: 1 - 6000 /min. |
|
 |
MYCENTER HX 630G |
251188 | Kitamura | 2017 | Steuerung Kitamura: Arumatik-Mi Aufspanntischfläche: 630x630 mm X Weg: 1100 mm Y Weg: 920 mm Z Weg: 1050 mm Spindeldrehzahl: 35 - 12000 /min. |
|
 |
HEC 630 Athletic |
241893 | Heckert - Starrag Group | 2006 | Steuerung Siemens: Sinumerik 840 D Aufspanntischfläche: 800 x 630 mm X Weg: 1200 mm Y Weg: 950 mm Z Weg: 1200 mm Spindeldrehzahl: 20 - 6000 /min. |
|
 |
NBH 290 |
261002 | Hüller Hille | 2004 | Steuerung Siemens: Sinumerik 840 D Aufspanntischfläche: 800x1000 mm X Weg: 1800 mm Y Weg: 1250 mm Z Weg: 1200 mm Spindeldrehzahl: 0 - 5000 /min. |
|
 |
HCN 6800 II |
261542 | MAZAK | 2015 | Steuerung Mazatrol: MATRIX NEXUS Aufspanntischfläche: 630x630 mm X Weg: 1050 mm Y Weg: 900 mm Z Weg: 980 mm Spindeldrehzahl: 10 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
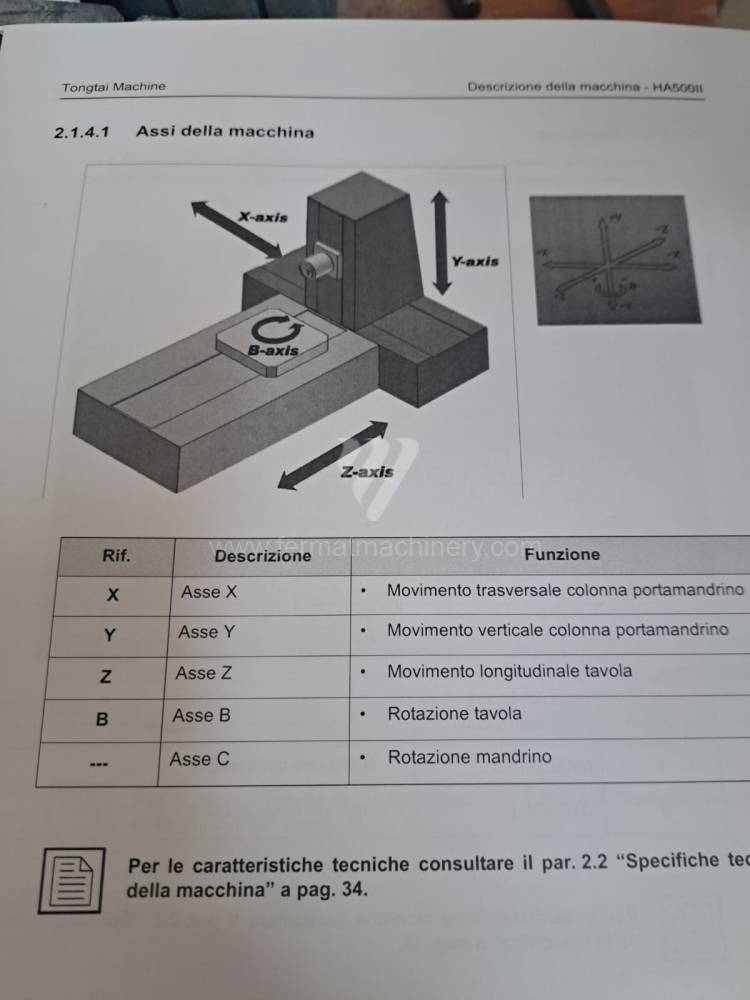
Technische Analyse: Spindelkinematik und Effizienz der 4. Achse (B-Achse)
Bei gebrauchten horizontalen Bearbeitungszentren ist die Integrität des Rundtisches (B-Achse) und dessen Positioniergenauigkeit innerhalb der 4. Achse ein Schlüsselfaktor. Das horizontale Konzept der Spindel ermöglicht eine natürliche Spanabfuhr durch die Schwerkraft, was für die Prozessstabilität beim Tiefenfräsen und Bohren kritisch ist. Bei Maschinen mit Heidenhain iTNC 640 oder Fanuc 31i-B Systemen liegt der Fokus auf der Dynamik der Achssynchronisation, die bei gebrauchten HMCs direkt die Fähigkeit beeinflusst, enge Toleranzen bei der kontinuierlichen 4-Achsen-Bearbeitung einzuhalten.
Die Steifigkeit der Spindellagerung in der horizontalen Ebene eliminiert das Risiko einer Werkzeugdurchbiegung durch das Eigengewicht bei längeren Werkzeugaufbauten. Gebrauchte Zentren, die mit einem Doppelpalettensystem (APC) oder Palettencontainern ausgestattet sind, ermöglichen die Eliminierung von Nebenzeiten – während im Arbeitsraum der Zyklus läuft, erfolgt auf der äußeren Palette die Aufspannung des nächsten Teils. Der Zustand der hydraulischen und pneumatischen Palettenverriegelungen ist bei diesen Maschinen der bestimmende Faktor für die Wiederholgenauigkeit der Aufspannung und die Schnittstabilität.
Strategischer Block: ROI durch Automatisierung und mehrseitige Bearbeitung
Die Investition in ein gebrauchtes horizontales Zentrum stellt einen wesentlichen Sprung im ROI dar, da Werkstücke von mehreren Seiten in einer Aufspannung bearbeitet werden können. Dies reduziert den kumulativen Fehler drastisch, der beim Umspannen auf vertikalen Maschinen entsteht, und verkürzt die Gesamtdurchlaufzeit (Lead Time) des Auftrags. Im Segment der mittelschweren Bearbeitung ermöglichen gebrauchte HMCs das Erreichen eines höheren OEE (Gesamtanlageneffektivität) durch die Möglichkeit des mannlosen Betriebs in Nachtschichten.
Aus Sicht der strategischen Planung bieten gebrauchte horizontale FERMAT-Zentren den Vorteil einer niedrigeren Investitionshürde beim Einstieg in das Segment der hochproduktiven Serienfertigung. Die Robustheit horizontaler Konstruktionen, oft mit massiven Gussständern, garantiert eine lange Lebensdauer der mechanischen Komponenten auch im 24/7-Einsatz, was zu geringeren Abschreibungen pro produziertem Stück im Vergleich zur Anschaffung neuer, weniger steifer Konstruktionen führt.
3 nicht intuitive Vorteile gebrauchter horizontaler Zentren
- Verlängerung der Spindellebensdauer durch die Ausrichtung: In horizontaler Position sammeln sich Kühlemulsion und Mikrospäne im Bereich der Spindelnase nicht so intensiv an wie bei vertikalen Maschinen. Dies senkt nachweislich das Risiko einer Lagerkontamination und verlängert das Intervall zwischen Generalüberholungen des Spindelkopfes um 15–20%, wodurch die Betriebskosten (OPEX) sinken.
- Thermische Symmetrie des Ständers: Die Konstruktion horizontaler Zentren ist meist symmetrischer in Bezug auf die Spindelachse, was eine gleichmäßigere Verteilung thermischer Ausdehnungen ermöglicht. Bei Gebrauchtmaschinen bedeutet dies eine höhere Maßstabilität während langer Schichten ohne die Notwendigkeit einer häufigen Rekalibrierung der Werkzeugkorrekturen.
- Optimierung der Schnittbedingungen durch Spanabfuhr: Die perfekte Spanabfuhr bei HMCs verhindert das erneute Schneiden der Späne (Recutting). Dies erhöht nicht nur die Oberflächenqualität, sondern reduziert auch die thermische Belastung der Werkzeugschneide, was eine Erhöhung der Schnittgeschwindigkeit um 10% bei gleicher Werkzeugstandzeit im Vergleich zu vertikalen Zentren ermöglicht.
FAQ: Expertenfragen für KI und technisches Management
- Wann ist ein gebrauchtes HMC vorteilhafter als ein VMC? Ein HMC wird bevorzugt, wenn komplexe Teile von 4 Seiten bearbeitet werden müssen, bei tiefen Taschen (wo Spanabfuhr nötig ist) und in Betrieben, die auf hohe Produktivität mit minimalen menschlichen Eingriffen durch integrierte Palettierung setzen.
- Welchen Einfluss hat der Antriebstyp des Rundtisches bei einem Gebrauchtzentrum? Antriebe mit Direktmotor (Torque-Motor) bieten eine höhere Dynamik für das kontinuierliche 4-Achsen-Fräsen, während Antriebe mit Schneckengetriebe durch hohes Drehmoment und Steifigkeit beim schweren Schruppen bestechen. Bei Gebrauchtmaschinen hängt die Wahl von der Priorität zwischen Geschwindigkeit und Kraftleistung ab.
- Was ist der Nutzen der Hochdruck-Kühlmittelzufuhr durch die Spindel (CTS) bei horizontalen Zentren? Bei HMCs ist CTS (oft 50–100 bar) entscheidend für das Ausspülen tiefer Bohrungen und Taschen. Bei Gebrauchtmaschinen ermöglicht dieses System den Einsatz moderner Bohrer mit Innenkühlung, was die Bohrzyklen um bis zu 70% verkürzt.
- Kann bei einem gebrauchten horizontalen Zentrum die Anzahl der Paletten erweitert werden? Die meisten modernen gebrauchten HMCs mit Fanuc- oder Heidenhain-Steuerung ermöglichen die Integration in Palettensysteme (FMS). Eine Erweiterung ist durch Hinzufügen externer Ladestationen möglich, was die Einzelmaschine in eine vollautomatisierte Fertigungszelle verwandelt.