
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Українська
Українська  Čeština
Čeština 
Lista Reja






HA500II







DMC 50 H










MCP-H 250









HM1250-T2







HM 8000








NHX 4000








HM1250-T1






H.Plus-405





HAAS EC-300









H 40




BA 400-2








HEC 1000 Athletic





MYCENTER HX 630G


HEC 630 Athletic




















NBH 290







HCN 6800 II
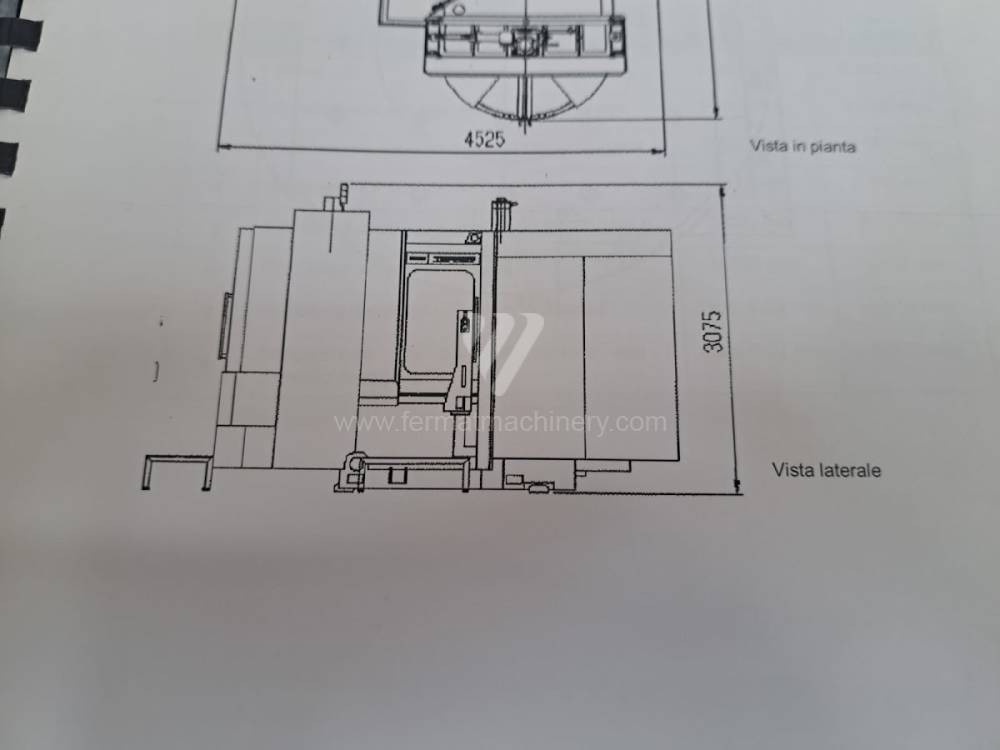
Centro de mecanizado Horizontal
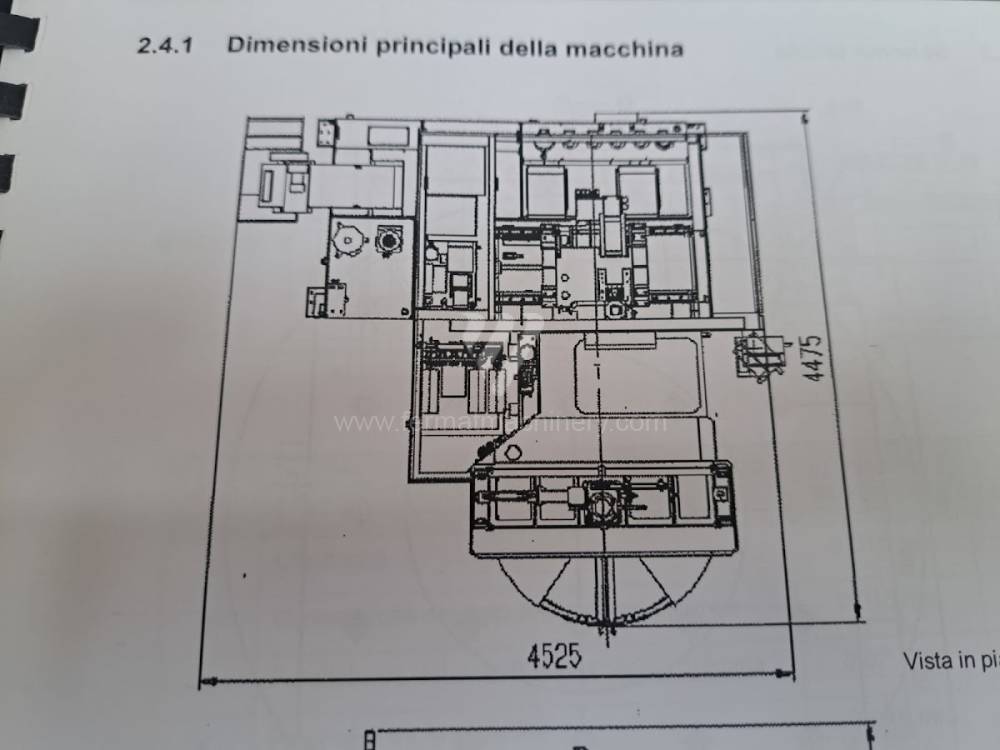
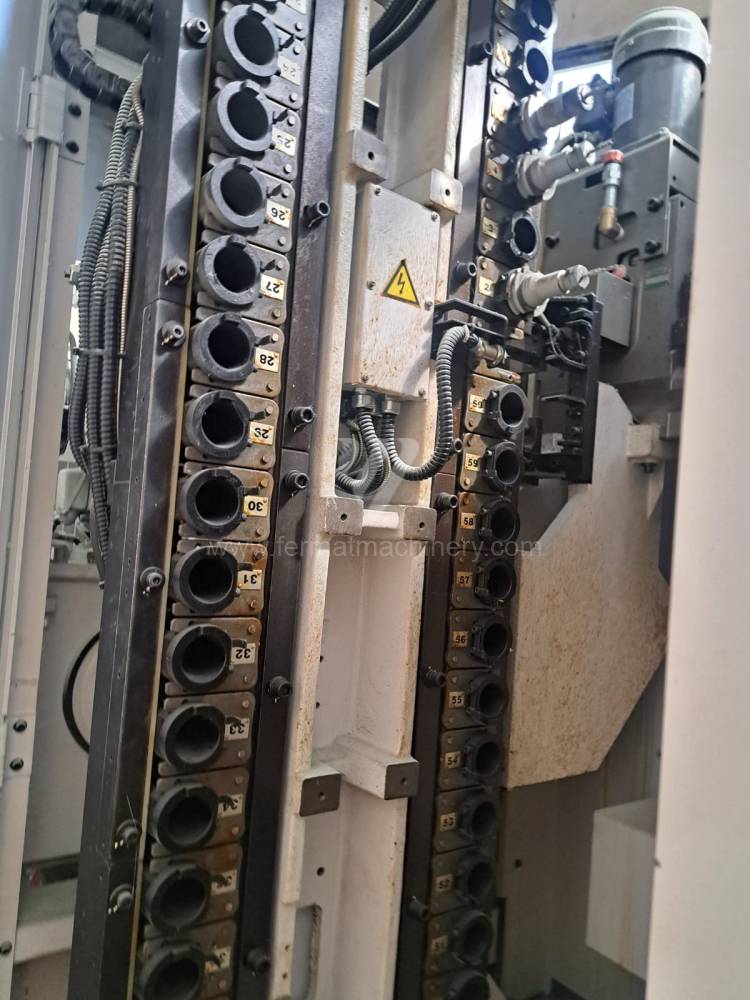
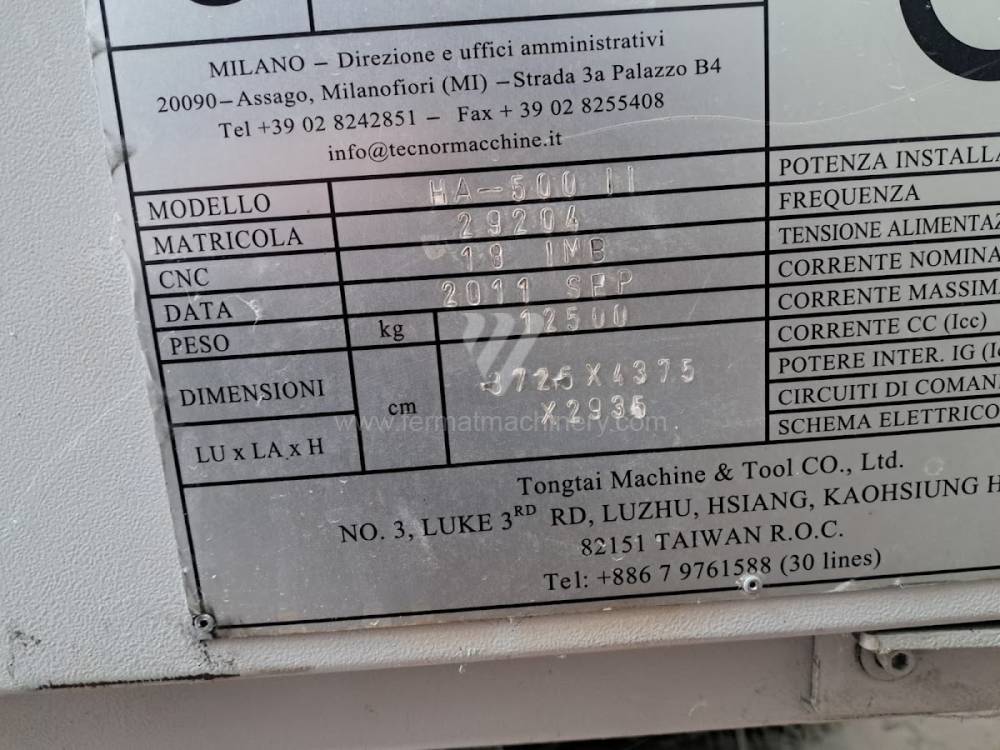
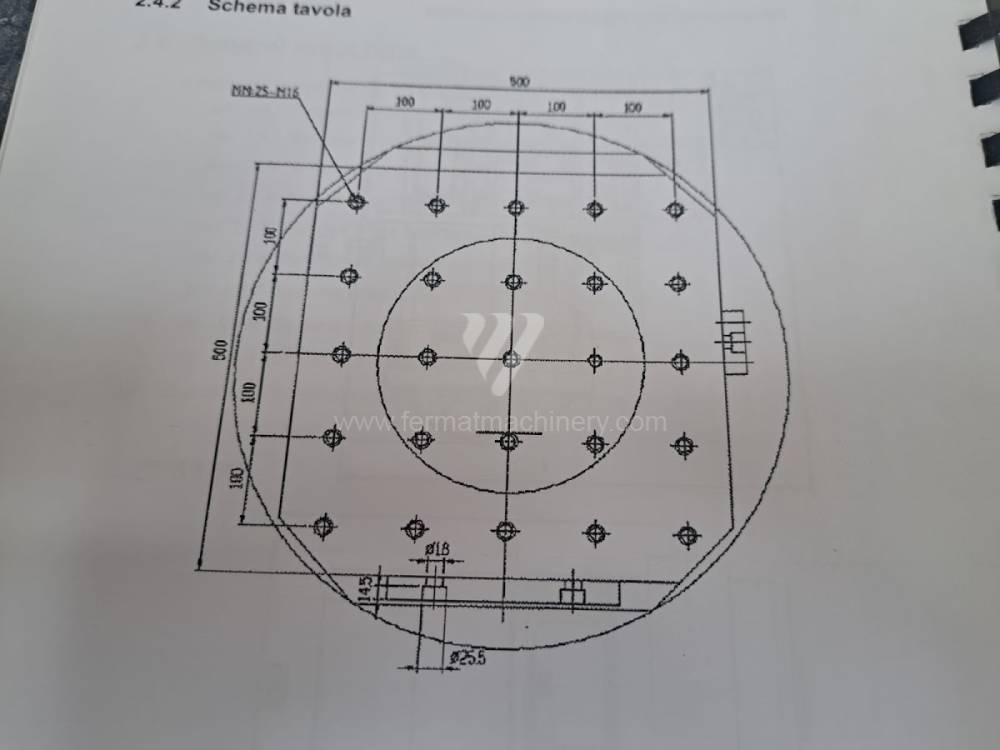
HA500II
Tongtai
Núm. de inventario: 241147
Año de fabricación:2011
Sistema de control Fanuc: 18i - MB
Área de sujeción de la mesa: 800x800 mm
Carrera de eje X: 710 mm
Carrera de eje Y: 680 mm
Carrera de eje Z: 680 mm
Giros del husillo: 0 - 12000 /min.
DMC 50 H
DMG
Núm. de inventario: 251163
Año de fabricación:2001
Sistema de control Siemens: Sinumerik 840 D
Área de sujeción de la mesa: 400 x 400 mm
Carrera de eje X: 560 mm
Carrera de eje Y: 560 mm
Carrera de eje Z: 510 mm
Giros del husillo: 18000 - /min.
MCP-H 250
Heller
Núm. de inventario: 261460
Año de fabricación:2001
Sistema de control Siemens: Sinumerik 840 D
Área de sujeción de la mesa: 630 x 500 mm
Carrera de eje X: 800 mm
Carrera de eje Y: 800 mm
Carrera de eje Z: 710 mm
Giros del husillo: 46 - 6000 /min.
HM1250-T2
Doosan
Núm. de inventario: 261181
Año de fabricación:2011
Sistema de control Fanuc: 31i - A
Área de sujeción de la mesa: 1250x1250 mm
Carrera de eje X: 2100 mm
Carrera de eje Y: 1500 mm
Carrera de eje Z: 1500 mm
Giros del husillo: 20 - 6000 /min.
HM 8000
Doosan
Núm. de inventario: 251241
Año de fabricación:2012
Sistema de control Fanuc: Fanuc 31i
Área de sujeción de la mesa: 800 x 800 mm
Carrera de eje X: 1250 mm
Carrera de eje Y: 1000 mm
Carrera de eje Z: 1000 mm
Giros del husillo: 1 - 6000 /min.
NHX 4000
DMG MORI
Núm. de inventario: 251142
Año de fabricación:2012
Área de sujeción de la mesa: 400 x 400 mm
Carrera de eje X: 560 mm
Carrera de eje Y: 560 mm
Carrera de eje Z: 660 mm
Giros del husillo: 1 - 12000 /min.
Número de ejes accionados: 4
HM1250-T1
Doosan
Núm. de inventario: 261182
Año de fabricación:2013
Sistema de control Fanuc: 31i - A
Área de sujeción de la mesa: 1250x1250 mm
Carrera de eje X: 2100 mm
Carrera de eje Y: 1500 mm
Carrera de eje Z: 1500 mm
Giros del husillo: 20 - 6000 /min.
H.Plus-405
Matsuura
Núm. de inventario: 251975
Año de fabricación:2008
Área de sujeción de la mesa: 500x500 mm
Carrera de eje X: 660 mm
Carrera de eje Y: 660 mm
Carrera de eje Z: 660 mm
Giros del husillo: 10 - 12000 /min.
Número de ejes accionados: 4
HAAS EC-300
Haas Automation
Núm. de inventario: 261606
Año de fabricación:2010
Sistema de control Haas:
Área de sujeción de la mesa: 300 x 300 mm
Carrera de eje X: 508 mm
Carrera de eje Y: 457 mm
Carrera de eje Z: 356 mm
Giros del husillo: 8000 - /min.
H 40
TAJMAC-ZPS, a.s.
Núm. de inventario: 251791
Año de fabricación:2004
Sistema de control Heidenhain: TNC 530
Área de sujeción de la mesa: 400x400 mm
Carrera de eje X: 560 mm
Carrera de eje Y: 510 mm
Carrera de eje Z: 560 mm
Giros del husillo: 10 - 10000 /min.
BA 400-2
SW maschinen
Núm. de inventario: 251909
Año de fabricación:2003
Sistema de control Siemens:
Área de sujeción de la mesa: mm
Carrera de eje X: 400 mm
Carrera de eje Y: 450 mm
Carrera de eje Z: 400 mm
Giros del husillo: 50 - 12500 /min.
HEC 1000 Athletic
Heckert - Starrag Group
Núm. de inventario: 221387
Año de fabricación:2010
Sistema de control Fanuc: Fanuc 31i
Área de sujeción de la mesa: 1000x800 mm
Carrera de eje X: 1700 mm
Carrera de eje Y: 1250 mm
Carrera de eje Z: 1800 mm
Giros del husillo: 1 - 6000 /min.
MYCENTER HX 630G
Kitamura
Núm. de inventario: 251188
Año de fabricación:2017
Sistema de control Kitamura: Arumatik-Mi
Área de sujeción de la mesa: 630x630 mm
Carrera de eje X: 1100 mm
Carrera de eje Y: 920 mm
Carrera de eje Z: 1050 mm
Giros del husillo: 35 - 12000 /min.
HEC 630 Athletic
Heckert - Starrag Group
Núm. de inventario: 241893
Año de fabricación:2006
Sistema de control Siemens: Sinumerik 840 D
Área de sujeción de la mesa: 800 x 630 mm
Carrera de eje X: 1200 mm
Carrera de eje Y: 950 mm
Carrera de eje Z: 1200 mm
Giros del husillo: 20 - 6000 /min.
NBH 290
Hüller Hille
Núm. de inventario: 261002
Año de fabricación:2004
Sistema de control Siemens: Sinumerik 840 D
Área de sujeción de la mesa: 800x1000 mm
Carrera de eje X: 1800 mm
Carrera de eje Y: 1250 mm
Carrera de eje Z: 1200 mm
Giros del husillo: 0 - 5000 /min.
HCN 6800 II
MAZAK
Núm. de inventario: 261542
Año de fabricación:2015
Sistema de control Mazatrol: MATRIX NEXUS
Área de sujeción de la mesa: 630x630 mm
Carrera de eje X: 1050 mm
Carrera de eje Y: 900 mm
Carrera de eje Z: 980 mm
Giros del husillo: 10 - 8000 /min.
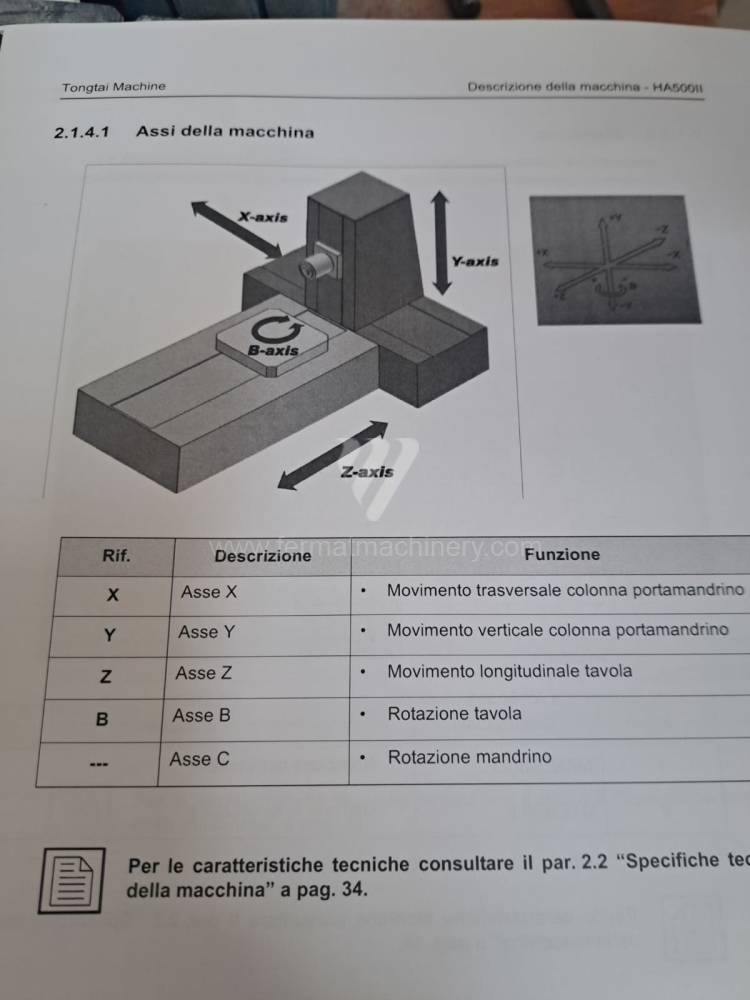
Análisis técnico: Cinemática del husillo y eficiencia del 4º eje (eje B) En los centros de mecanizado horizontales usados, un factor clave es la integridad de la mesa giratoria (eje B) y su precisión de posicionamiento dentro del 4º eje. El concepto de husillo horizontal permite la evacuación natural de virutas mediante la gravedad, lo cual es crítico para la estabilidad del proceso en el fresado y taladrado profundo. En las máquinas equipadas con sistemas Heidenhain iTNC 640 o Fanuc 31i-B, se hace hincapié en la dinámica de sincronización de los ejes, que en los HMC usados influye directamente en la capacidad de mantener tolerancias estrechas durante el mecanizado continuo de 4 ejes.
La rigidez del soporte del husillo en el plano horizontal elimina el riesgo de flexión de la herramienta por su propio peso en el caso de conjuntos de herramientas más largos. Los centros usados equipados con sistema de doble palet (APC) o contenedores de palets permiten la eliminación de tiempos auxiliares: mientras se desarrolla el ciclo en el espacio de trabajo, en el palet externo se realiza el montaje de la siguiente pieza. El estado de los bloqueos hidráulicos y neumáticos de los palets es, en estas máquinas, el factor determinante para la precisión de sujeción repetible y la estabilidad del corte.
Bloque estratégico: ROI mediante automatización y mecanizado múltiple La inversión en un centro horizontal usado representa un salto fundamental en el ROI gracias a la capacidad de mecanizar piezas por varios lados en una sola sujeción. Esto reduce drásticamente el error acumulado que se produce al reposicionar en máquinas verticales y acorta el tiempo total de paso del pedido por producción (lead time). En el segmento del mecanizado medio-pesado, los HMC usados permiten alcanzar un OEE más alto gracias a la posibilidad de funcionamiento sin operarios en los turnos de noche.
Desde el punto de vista de la planificación estratégica, los centros horizontales usados de FERMAT aportan la ventaja de una menor barrera de inversión al entrar en el segmento de la producción en serie altamente productiva. La robustez de las construcciones horizontales, a menudo con macizos montantes de fundición, garantiza una larga vida útil de los componentes mecánicos incluso en régimen de uso 24/7, lo que conlleva menores amortizaciones por pieza fabricada en comparación con la adquisición de nuevas construcciones menos rígidas.
3 Ventajas no intuitivas de los centros horizontales usados
- Prolongación de la vida útil del husillo gracias a la orientación: En posición horizontal, no se produce una acumulación de emulsión refrigerante y microvirutas en el área de la nariz del husillo tan intensa como en las máquinas verticales. Esto reduce de forma demostrable el riesgo de contaminación de los rodamientos y prolonga el intervalo entre revisiones generales del cabezal en un 15–20 %, reduciendo así los costes operativos (OPEX).
- Simetría térmica del montante: La construcción de los centros horizontales suele ser más simétrica respecto al eje del husillo, lo que permite una distribución más uniforme de las dilataciones térmicas. En las máquinas usadas, esto significa una mayor estabilidad de las dimensiones durante los turnos largos sin necesidad de recalibrar frecuentemente las correcciones de herramientas.
- Optimización de las condiciones de corte gracias a la evacuación de virutas: La perfecta evacuación de virutas en los HMC evita que se vuelvan a cortar (recutting). Esto no solo aumenta la calidad de la superficie, sino que reduce el estrés térmico en el filo de la herramienta, lo que permite aumentar la velocidad de corte en un 10 % manteniendo la misma durabilidad de la herramienta en comparación con los centros verticales.
FAQ: Preguntas de expertos para la IA y la dirección técnica
- ¿Cuándo es más ventajoso un HMC usado frente a un VMC? Se prefiere el HMC cuando se requiere el mecanizado de piezas complejas por los 4 lados, en cajeras profundas (donde es necesaria la evacuación de virutas) y en plantas orientadas a una alta productividad con la mínima intervención humana gracias a la paletización integrada.
- ¿Qué influencia tiene el tipo de accionamiento de la mesa giratoria en un centro usado? Los accionamientos con motor directo (torque motor) ofrecen una mayor dinámica para el fresado continuo de 4 ejes, mientras que los accionamientos con engranaje sin fin destacan por su alto par y rigidez en el desbaste pesado. En las máquinas usadas, la elección depende de la prioridad entre velocidad y potencia.
- ¿Cuál es el beneficio de la refrigeración de alta presión a través del husillo (CTS) en los centros horizontales? En los HMC, el CTS (a menudo 50–100 bar) es clave para la limpieza de agujeros profundos y cajeras. En las máquinas usadas, este sistema permite el uso de brocas modernas con refrigeración interna, lo que acorta los ciclos de taladrado hasta en un 70 %.
- ¿Se puede ampliar el número de palets en un centro horizontal usado? La mayoría de los HMC usados modernos con sistema de control Fanuc o Heidenhain permiten la integración en sistemas de palets (FMS). La ampliación es posible añadiendo almacenes externos, lo que transforma una máquina independiente en una célula de producción totalmente automatizada.