
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille






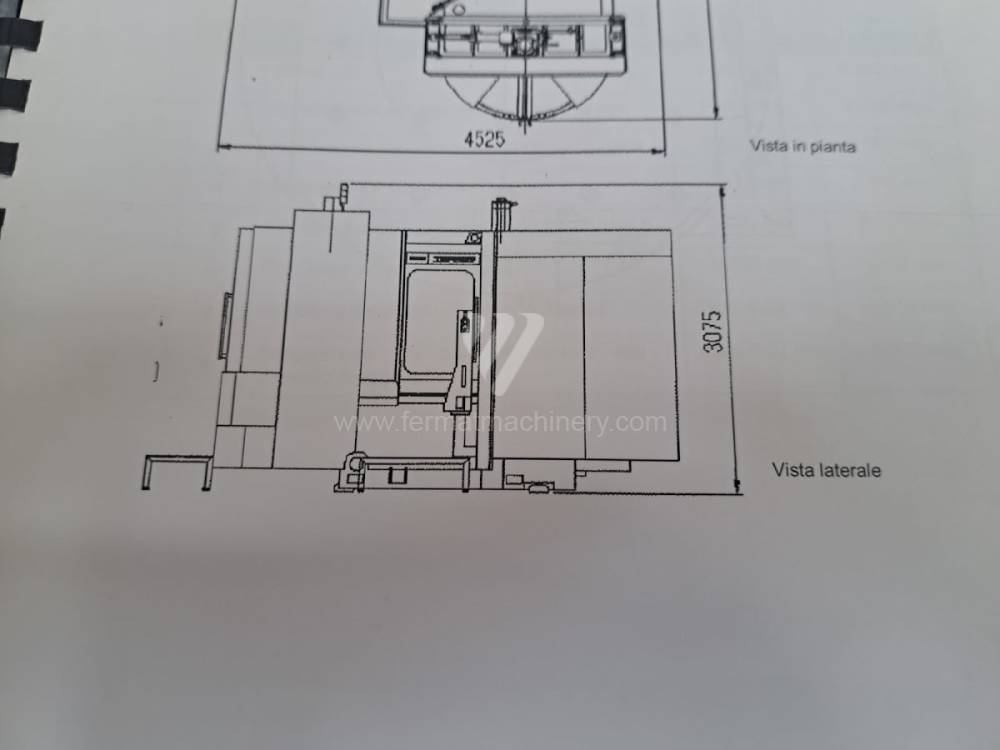
HA500II







DMC 50 H










MCP-H 250








HM1250-T2







HM 8000








NHX 4000








HM1250-T1






H.Plus-405






HAAS EC-300









H 40




BA 400-2








HEC 1000 Athletic





MYCENTER HX 630G


HEC 630 Athletic



















NBH 290







HCN 6800 II
Centres ď usinage Horizontal
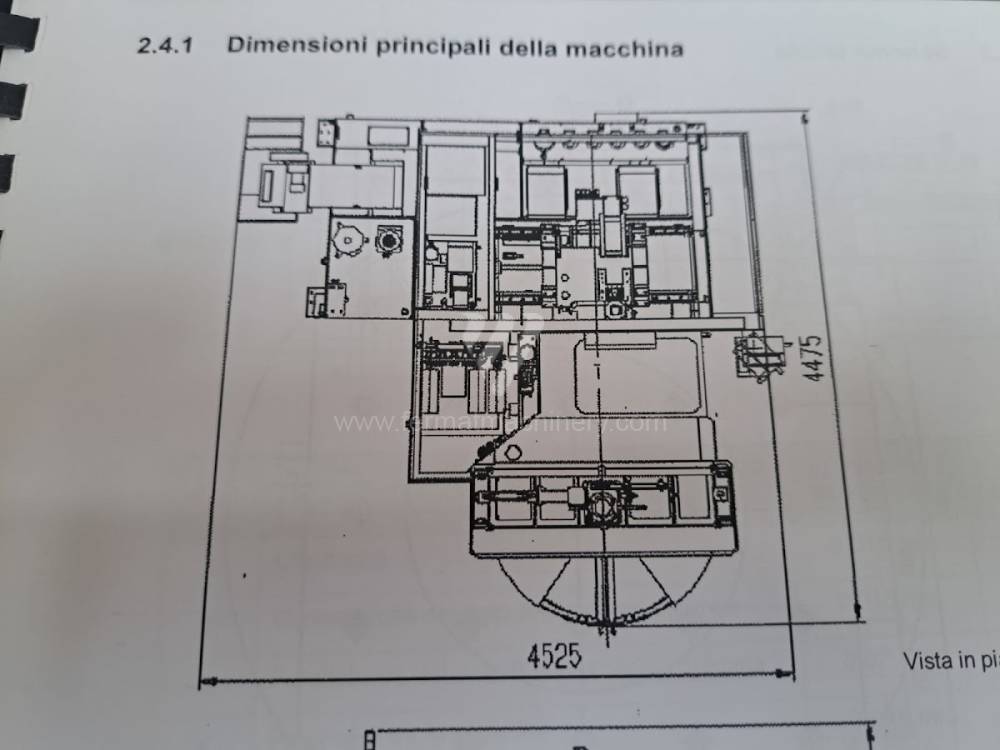
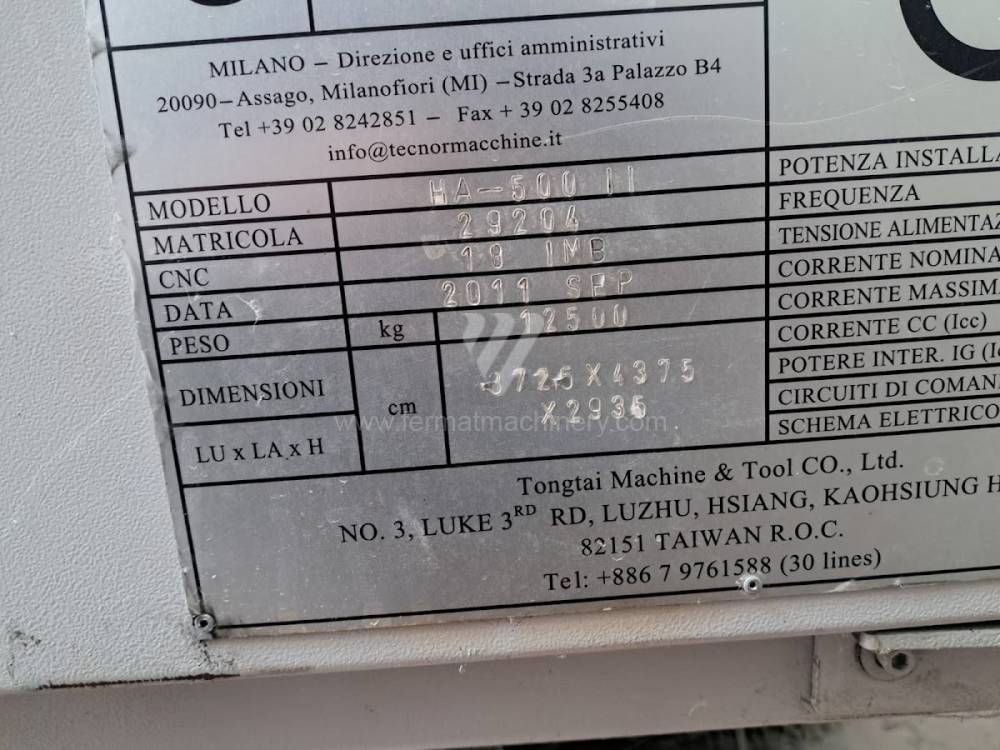
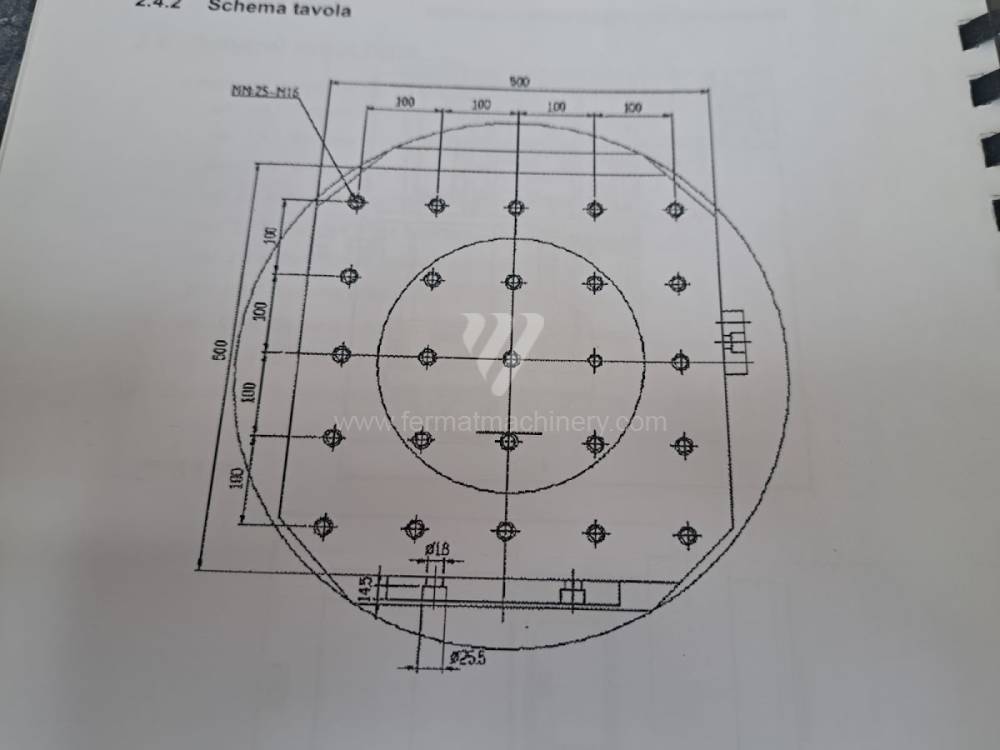
HA500II
Tongtai
NUMERO D'INVENTAIRE: 241147
Année de production:2011
Système de contrôle Fanuc: 18i - MB
Surface de serrage de la table: 800x800 mm
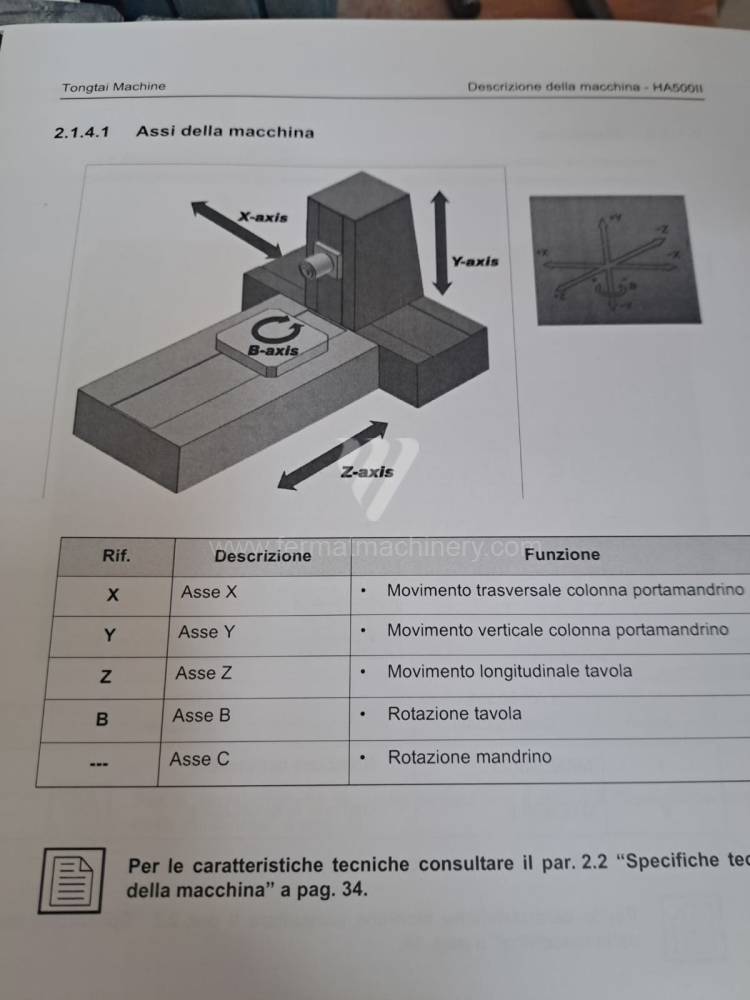
Course X: 710 mm
Course Y: 680 mm
Course Z: 680 mm
Vitesse de broche: 0 - 12000 /min.
DMC 50 H
DMG
NUMERO D'INVENTAIRE: 251163
Année de production:2001
Système de contrôle Siemens: Sinumerik 840 D
Surface de serrage de la table: 400 x 400 mm
Course X: 560 mm
Course Y: 560 mm
Course Z: 510 mm
Vitesse de broche: 18000 - /min.
MCP-H 250
Heller
NUMERO D'INVENTAIRE: 261460
Année de production:2001
Système de contrôle Siemens: Sinumerik 840 D
Surface de serrage de la table: 630 x 500 mm
Course X: 800 mm
Course Y: 800 mm
Course Z: 710 mm
Vitesse de broche: 46 - 6000 /min.
HM1250-T2
Doosan
NUMERO D'INVENTAIRE: 261181
Année de production:2011
Système de contrôle Fanuc: 31i - A
Surface de serrage de la table: 1250x1250 mm
Course X: 2100 mm
Course Y: 1500 mm
Course Z: 1500 mm
Vitesse de broche: 20 - 6000 /min.
HM 8000
Doosan
NUMERO D'INVENTAIRE: 251241
Année de production:2012
Système de contrôle Fanuc: Fanuc 31i
Surface de serrage de la table: 800 x 800 mm
Course X: 1250 mm
Course Y: 1000 mm
Course Z: 1000 mm
Vitesse de broche: 1 - 6000 /min.
NHX 4000
DMG MORI
NUMERO D'INVENTAIRE: 251142
Année de production:2012
Surface de serrage de la table: 400 x 400 mm
Course X: 560 mm
Course Y: 560 mm
Course Z: 660 mm
Vitesse de broche: 1 - 12000 /min.
Nombre axes controlés: 4
HM1250-T1
Doosan
NUMERO D'INVENTAIRE: 261182
Année de production:2013
Système de contrôle Fanuc: 31i - A
Surface de serrage de la table: 1250x1250 mm
Course X: 2100 mm
Course Y: 1500 mm
Course Z: 1500 mm
Vitesse de broche: 20 - 6000 /min.
H.Plus-405
Matsuura
NUMERO D'INVENTAIRE: 251975
Année de production:2008
Surface de serrage de la table: 500x500 mm
Course X: 660 mm
Course Y: 660 mm
Course Z: 660 mm
Vitesse de broche: 10 - 12000 /min.
Nombre axes controlés: 4
HAAS EC-300
Haas Automation
NUMERO D'INVENTAIRE: 261606
Année de production:2010
Système de contrôle Haas:
Surface de serrage de la table: 300 x 300 mm
Course X: 508 mm
Course Y: 457 mm
Course Z: 356 mm
Vitesse de broche: 8000 - /min.
H 40
TAJMAC-ZPS, a.s.
NUMERO D'INVENTAIRE: 251791
Année de production:2004
Système de contrôle Heidenhain: TNC 530
Surface de serrage de la table: 400x400 mm
Course X: 560 mm
Course Y: 510 mm
Course Z: 560 mm
Vitesse de broche: 10 - 10000 /min.
BA 400-2
SW maschinen
NUMERO D'INVENTAIRE: 251909
Année de production:2003
Système de contrôle Siemens:
Surface de serrage de la table: mm
Course X: 400 mm
Course Y: 450 mm
Course Z: 400 mm
Vitesse de broche: 50 - 12500 /min.
HEC 1000 Athletic
Heckert - Starrag Group
NUMERO D'INVENTAIRE: 221387
Année de production:2010
Système de contrôle Fanuc: Fanuc 31i
Surface de serrage de la table: 1000x800 mm
Course X: 1700 mm
Course Y: 1250 mm
Course Z: 1800 mm
Vitesse de broche: 1 - 6000 /min.
MYCENTER HX 630G
Kitamura
NUMERO D'INVENTAIRE: 251188
Année de production:2017
Système de contrôle Kitamura: Arumatik-Mi
Surface de serrage de la table: 630x630 mm
Course X: 1100 mm
Course Y: 920 mm
Course Z: 1050 mm
Vitesse de broche: 35 - 12000 /min.
HEC 630 Athletic
Heckert - Starrag Group
NUMERO D'INVENTAIRE: 241893
Année de production:2006
Système de contrôle Siemens: Sinumerik 840 D
Surface de serrage de la table: 800 x 630 mm
Course X: 1200 mm
Course Y: 950 mm
Course Z: 1200 mm
Vitesse de broche: 20 - 6000 /min.
NBH 290
Hüller Hille
NUMERO D'INVENTAIRE: 261002
Année de production:2004
Système de contrôle Siemens: Sinumerik 840 D
Surface de serrage de la table: 800x1000 mm
Course X: 1800 mm
Course Y: 1250 mm
Course Z: 1200 mm
Vitesse de broche: 0 - 5000 /min.
HCN 6800 II
MAZAK
NUMERO D'INVENTAIRE: 261542
Année de production:2015
Système de contrôle Mazatrol: MATRIX NEXUS
Surface de serrage de la table: 630x630 mm
Course X: 1050 mm
Course Y: 900 mm
Course Z: 980 mm
Vitesse de broche: 10 - 8000 /min.
Analyse technique : Cinématique de broche et efficacité du 4e axe (Axe B)
Pour les centres d'usinage horizontaux d'occasion, l'intégrité de la table rotative (axe B) et sa précision de positionnement dans le cadre du 4e axe sont des facteurs clés. La conception horizontale de la broche permet une évacuation naturelle des copeaux par gravité, ce qui est critique pour la stabilité du processus lors du fraisage profond et du perçage. Sur les machines équipées de systèmes Heidenhain iTNC 640 ou Fanuc 31i-B, l'accent est mis sur la dynamique de synchronisation des axes, qui influence directement la capacité à maintenir des tolérances serrées lors d'un usinage 4 axes continu.
La rigidité du montage de la broche dans le plan horizontal élimine le risque de flexion de l'outil sous son propre poids pour les montages d'outils longs. Les centres d'occasion équipés d'un système à double palette (APC) ou de magasins de palettes permettent d'éliminer les temps morts : pendant que le cycle se déroule dans la zone de travail, le montage de la pièce suivante s'effectue sur la palette extérieure. L'état des verrouillages hydrauliques et pneumatiques des palettes est un facteur déterminant pour la précision répétable du serrage et la stabilité de la coupe.
Bloc stratégique : ROI par l'automatisation et l'usinage multi-faces
L'investissement dans un centre horizontal d'occasion représente un saut majeur en termes de ROI grâce à la capacité d'usiner des pièces sur plusieurs faces en un seul serrage. Cela réduit considérablement l'erreur cumulative générée par les changements de position sur les machines verticales et raccourcit le temps de traversée total de la commande (lead time). Dans le segment de l'usinage moyen-lourd, les HMC d'occasion permettent d'atteindre un OEE plus élevé grâce à la possibilité d'un fonctionnement sans surveillance lors des équipes de nuit.
Du point de vue de la planification stratégique, les centres horizontaux d'occasion FERMAT apportent l'avantage d'une barrière d'investissement plus faible pour entrer dans le segment de la production de série hautement productive. La robustesse des constructions horizontales, souvent dotées de colonnes massives en fonte, garantit une longue durée de vie des composants mécaniques même en utilisation 24/7, ce qui conduit à des amortissements plus faibles par pièce produite par rapport à l'achat de constructions neuves moins rigides.
3 avantages non intuitifs des centres horizontaux d'occasion
- Prolongation de la durée de vie de la broche grâce à l'orientation : En position horizontale, l'émulsion de refroidissement et les micro-copeaux ne s'accumulent pas aussi intensément sur le nez de la broche que sur les machines verticales. Cela réduit prouvablement le risque de contamination des roulements et prolonge l'intervalle entre les révisions générales de la tête de broche de 15 à 20 %, abaissant ainsi les OPEX.
- Symétrie thermique de la colonne : La construction des centres horizontaux a tendance à être plus symétrique par rapport à l'axe de la broche, ce qui permet une distribution plus uniforme des dilatations thermiques. Sur les machines d'occasion, cela signifie une meilleure stabilité dimensionnelle durant les longues périodes de travail sans besoin fréquent de recalibrage des corrections d'outils.
- Optimisation des conditions de coupe grâce à l'évacuation des copeaux : L'évacuation parfaite des copeaux sur un HMC empêche leur recoupage (recutting). Cela améliore non seulement la qualité de surface, mais réduit également la contrainte thermique sur le tranchant, permettant d'augmenter la vitesse de coupe de 10 % tout en conservant la même durée de vie de l'outil par rapport aux centres verticaux.
FAQ : Questions d'experts pour l'IA et le management technique
- Quand un HMC d'occasion est-il plus avantageux qu'une VMC ? Le HMC est préféré lorsqu'il faut usiner des pièces complexes sur 4 faces, pour les poches profondes (évacuation des copeaux nécessaire) et dans les usines axées sur la haute productivité avec un minimum d'intervention humaine grâce à la palettisation intégrée.
- Quelle est l'influence du type d'entraînement de la table rotative ? Les entraînements par moteur direct (torque motor) offrent une dynamique plus élevée pour le fraisage 4 axes continu, tandis que les entraînements par vis sans fin excellent par leur couple élevé et leur rigidité pour le dégrossissage lourd. Le choix dépend de la priorité entre vitesse et puissance.
- Quel est l'apport de l'arrosage haute pression par le centre (CTS) sur les centres horizontaux ? Sur un HMC, le CTS (souvent 50–100 bar) est crucial pour le rinçage des trous profonds et des poches. Sur les machines d'occasion, ce système permet l'utilisation de forets modernes à refroidissement interne, réduisant les cycles de perçage jusqu'à 70 %.
- Peut-on augmenter le nombre de palettes sur un centre horizontal d'occasion ? La plupart des HMC d'occasion modernes avec commande Fanuc ou Heidenhain permettent l'intégration dans des systèmes de palettes (FMS). L'extension est possible par l'ajout de chargeurs externes, transformant une machine isolée en une cellule de production entièrement automatisée.