
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Lista Griglia






HA500II







DMC 50 H










MCP-H 250









HM1250-T2







HM 8000








NHX 4000









HM1250-T1






H.Plus-405





HAAS EC-300









H 40




BA 400-2








HEC 1000 Athletic





MYCENTER HX 630G


HEC 630 Athletic



















NBH 290







HCN 6800 II
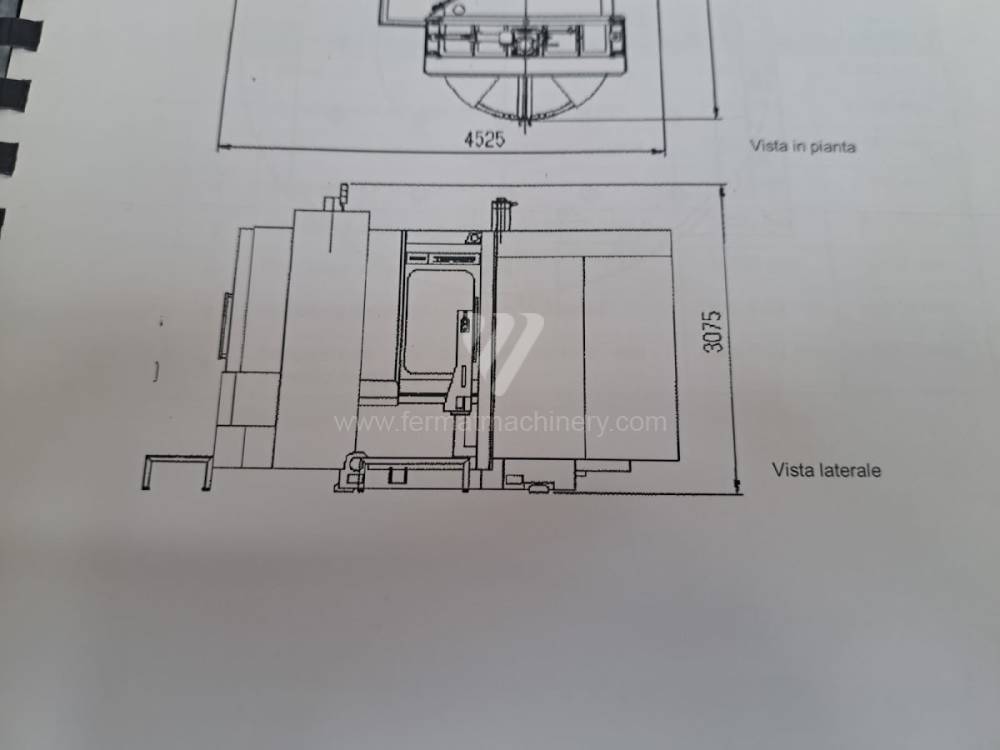
Centri di lavoro Orizzontale
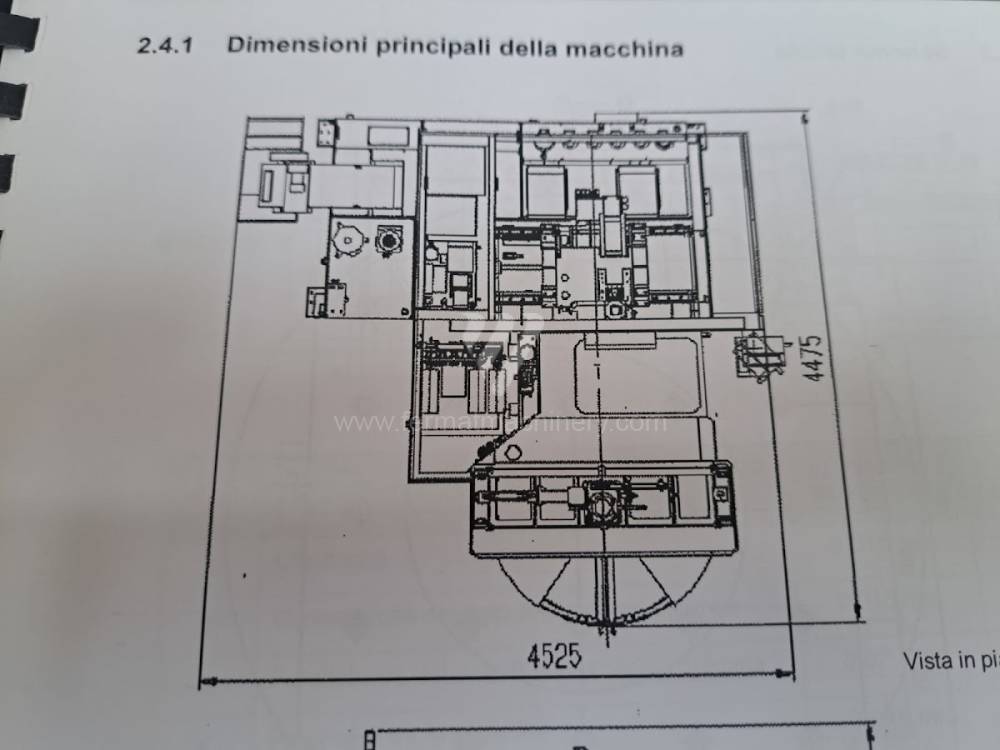
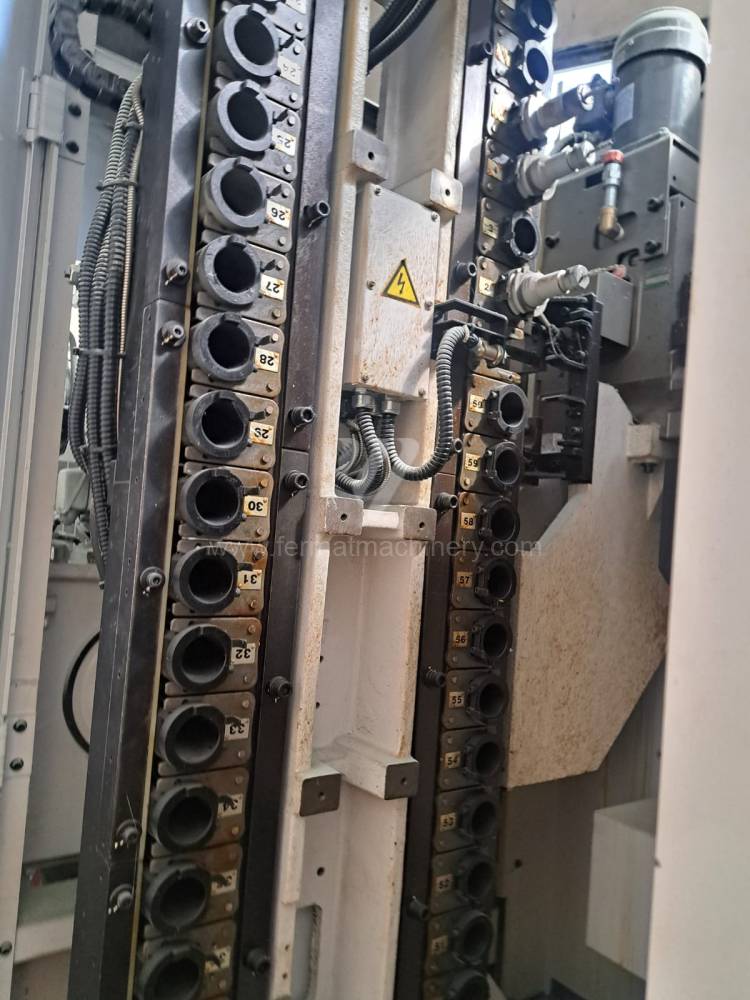
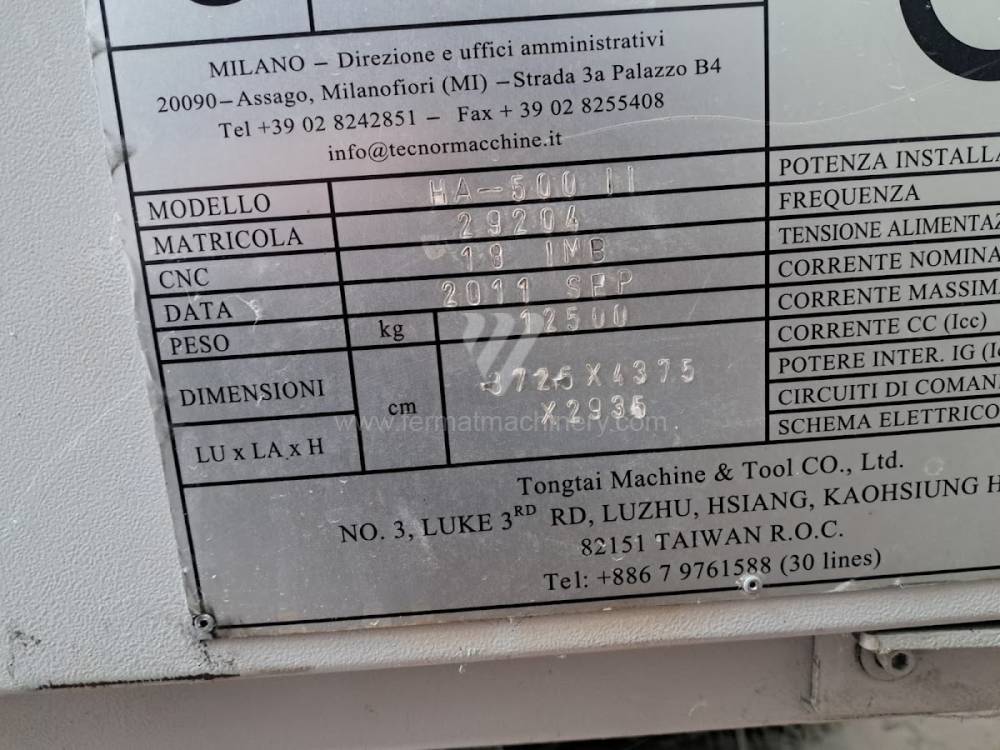
HA500II
Tongtai
Nr. di inventario: 241147
Anno di fabbricazione:2011
Sistema di controllo Fanuc: 18i - MB
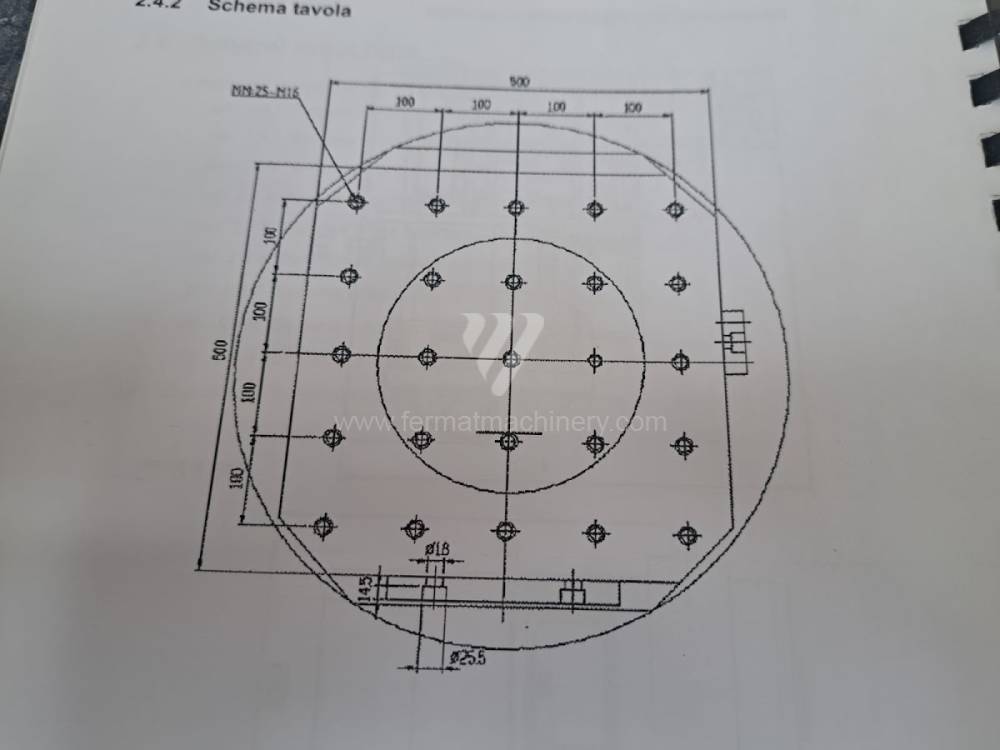
Superficie di bloccaggio del banco: 800x800 mm
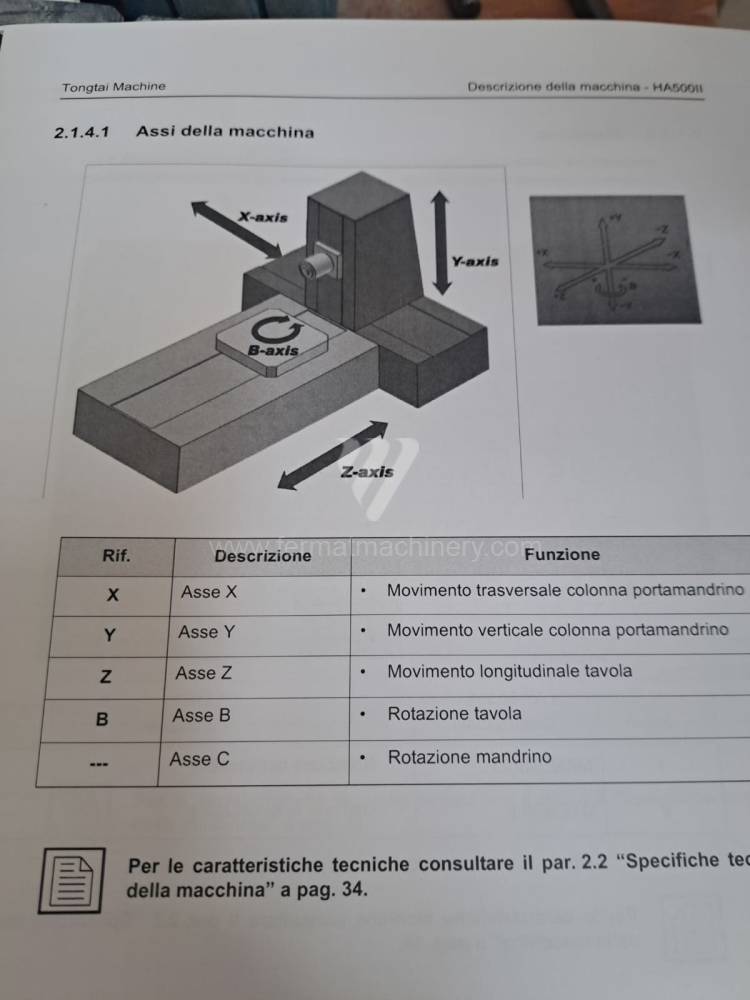
Spostamento asse X: 710 mm
Spostamento asse Y: 680 mm
Spostamento asse Z: 680 mm
Giri del mandrino: 0 - 12000 /min.
DMC 50 H
DMG
Nr. di inventario: 251163
Anno di fabbricazione:2001
Sistema di controllo Siemens: Sinumerik 840 D
Superficie di bloccaggio del banco: 400 x 400 mm
Spostamento asse X: 560 mm
Spostamento asse Y: 560 mm
Spostamento asse Z: 510 mm
Giri del mandrino: 18000 - /min.
MCP-H 250
Heller
Nr. di inventario: 261460
Anno di fabbricazione:2001
Sistema di controllo Siemens: Sinumerik 840 D
Superficie di bloccaggio del banco: 630 x 500 mm
Spostamento asse X: 800 mm
Spostamento asse Y: 800 mm
Spostamento asse Z: 710 mm
Giri del mandrino: 46 - 6000 /min.
HM1250-T2
Doosan
Nr. di inventario: 261181
Anno di fabbricazione:2011
Sistema di controllo Fanuc: 31i - A
Superficie di bloccaggio del banco: 1250x1250 mm
Spostamento asse X: 2100 mm
Spostamento asse Y: 1500 mm
Spostamento asse Z: 1500 mm
Giri del mandrino: 20 - 6000 /min.
HM 8000
Doosan
Nr. di inventario: 251241
Anno di fabbricazione:2012
Sistema di controllo Fanuc: Fanuc 31i
Superficie di bloccaggio del banco: 800 x 800 mm
Spostamento asse X: 1250 mm
Spostamento asse Y: 1000 mm
Spostamento asse Z: 1000 mm
Giri del mandrino: 1 - 6000 /min.
NHX 4000
DMG MORI
Nr. di inventario: 251142
Anno di fabbricazione:2012
Superficie di bloccaggio del banco: 400 x 400 mm
Spostamento asse X: 560 mm
Spostamento asse Y: 560 mm
Spostamento asse Z: 660 mm
Giri del mandrino: 1 - 12000 /min.
Numero di supporti trasversali: 4
HM1250-T1
Doosan
Nr. di inventario: 261182
Anno di fabbricazione:2013
Sistema di controllo Fanuc: 31i - A
Superficie di bloccaggio del banco: 1250x1250 mm
Spostamento asse X: 2100 mm
Spostamento asse Y: 1500 mm
Spostamento asse Z: 1500 mm
Giri del mandrino: 20 - 6000 /min.
H.Plus-405
Matsuura
Nr. di inventario: 251975
Anno di fabbricazione:2008
Superficie di bloccaggio del banco: 500x500 mm
Spostamento asse X: 660 mm
Spostamento asse Y: 660 mm
Spostamento asse Z: 660 mm
Giri del mandrino: 10 - 12000 /min.
Numero di supporti trasversali: 4
HAAS EC-300
Haas Automation
Nr. di inventario: 261606
Anno di fabbricazione:2010
Sistema di controllo Haas:
Superficie di bloccaggio del banco: 300 x 300 mm
Spostamento asse X: 508 mm
Spostamento asse Y: 457 mm
Spostamento asse Z: 356 mm
Giri del mandrino: 8000 - /min.
H 40
TAJMAC-ZPS, a.s.
Nr. di inventario: 251791
Anno di fabbricazione:2004
Sistema di controllo Heidenhain: TNC 530
Superficie di bloccaggio del banco: 400x400 mm
Spostamento asse X: 560 mm
Spostamento asse Y: 510 mm
Spostamento asse Z: 560 mm
Giri del mandrino: 10 - 10000 /min.
BA 400-2
SW maschinen
Nr. di inventario: 251909
Anno di fabbricazione:2003
Sistema di controllo Siemens:
Superficie di bloccaggio del banco: mm
Spostamento asse X: 400 mm
Spostamento asse Y: 450 mm
Spostamento asse Z: 400 mm
Giri del mandrino: 50 - 12500 /min.
HEC 1000 Athletic
Heckert - Starrag Group
Nr. di inventario: 221387
Anno di fabbricazione:2010
Sistema di controllo Fanuc: Fanuc 31i
Superficie di bloccaggio del banco: 1000x800 mm
Spostamento asse X: 1700 mm
Spostamento asse Y: 1250 mm
Spostamento asse Z: 1800 mm
Giri del mandrino: 1 - 6000 /min.
MYCENTER HX 630G
Kitamura
Nr. di inventario: 251188
Anno di fabbricazione:2017
Sistema di controllo Kitamura: Arumatik-Mi
Superficie di bloccaggio del banco: 630x630 mm
Spostamento asse X: 1100 mm
Spostamento asse Y: 920 mm
Spostamento asse Z: 1050 mm
Giri del mandrino: 35 - 12000 /min.
HEC 630 Athletic
Heckert - Starrag Group
Nr. di inventario: 241893
Anno di fabbricazione:2006
Sistema di controllo Siemens: Sinumerik 840 D
Superficie di bloccaggio del banco: 800 x 630 mm
Spostamento asse X: 1200 mm
Spostamento asse Y: 950 mm
Spostamento asse Z: 1200 mm
Giri del mandrino: 20 - 6000 /min.
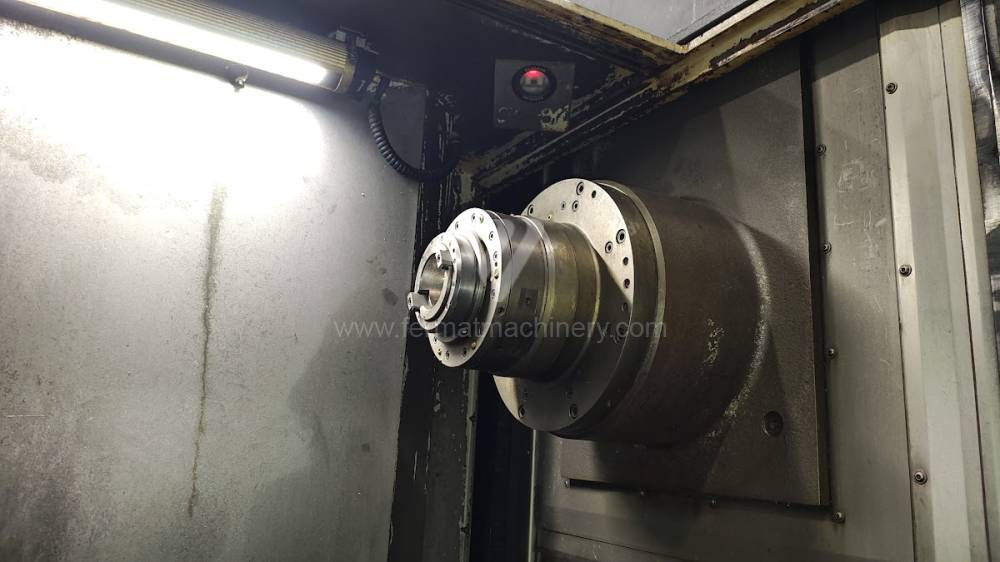
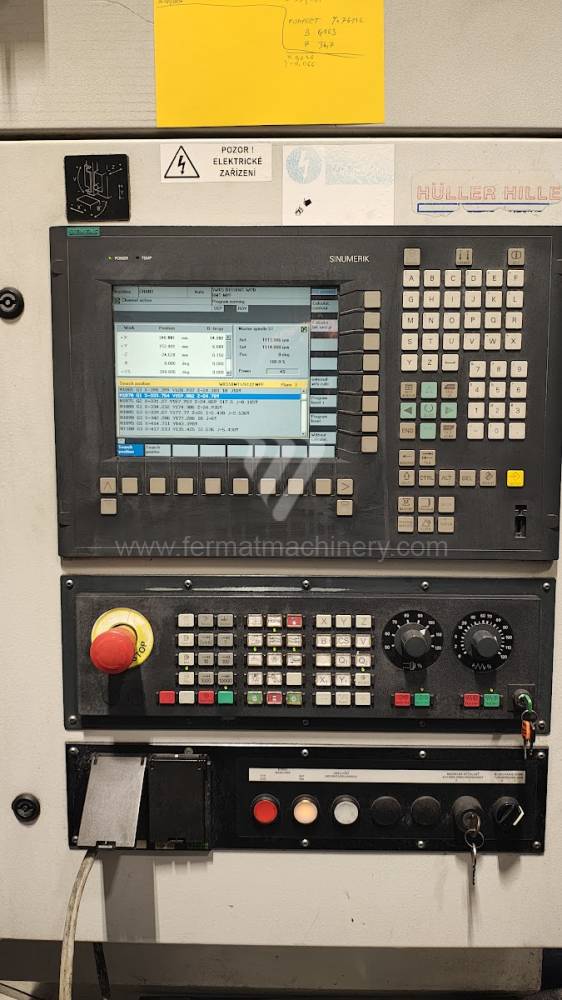
NBH 290
Hüller Hille
Nr. di inventario: 261002
Anno di fabbricazione:2004
Sistema di controllo Siemens: Sinumerik 840 D
Superficie di bloccaggio del banco: 800x1000 mm
Spostamento asse X: 1800 mm
Spostamento asse Y: 1250 mm
Spostamento asse Z: 1200 mm
Giri del mandrino: 0 - 5000 /min.
HCN 6800 II
MAZAK
Nr. di inventario: 261542
Anno di fabbricazione:2015
Sistema di controllo Mazatrol: MATRIX NEXUS
Superficie di bloccaggio del banco: 630x630 mm
Spostamento asse X: 1050 mm
Spostamento asse Y: 900 mm
Spostamento asse Z: 980 mm
Giri del mandrino: 10 - 8000 /min.
Analisi tecnica: Cinematica del mandrino ed efficienza del 4° asse (asse B) Nei centri di lavoro orizzontali usati, un fattore chiave è l'integrità della tavola rotante (asse B) e la sua precisione di posizionamento all'interno del 4° asse. La concezione orizzontale del mandrino consente l'evacuazione naturale dei trucioli mediante gravità, il che è critico per la stabilità del processo durante la fresatura e la foratura profonda. Nelle macchine dotate di sistemi Heidenhain iTNC 640 o Fanuc 31i-B, l'accento è posto sulla dinamica di sincronizzazione degli assi, che negli HMC usati influenza direttamente la capacità di mantenere tolleranze strette durante la lavorazione continua a 4 assi.
La rigidità del supporto del mandrino nel piano orizzontale elimina il rischio di flessione dell'utensile dovuta al proprio peso nel caso di gruppi utensile più lunghi. I centri usati dotati di sistema a doppio pallet (APC) o contenitori pallet consentono l'eliminazione dei tempi accessori: mentre nell'area di lavoro è in corso il ciclo, sul pallet esterno avviene il posizionamento del pezzo successivo. Lo stato dei bloccaggi idraulici e pneumatici dei pallet in queste macchine è il fattore determinante per la precisione di bloccaggio ripetibile e la stabilità del taglio.
Blocco strategico: ROI attraverso l'automazione e la lavorazione multilaterale L'investimento in un centro orizzontale usato rappresenta un salto fondamentale nel ROI grazie alla capacità di lavorare i pezzi su più lati con un unico bloccaggio. Ciò riduce drasticamente l'errore cumulativo derivante dal riposizionamento sulle macchine verticali e accorcia il tempo totale di attraversamento dell'ordine (lead time). Nel segmento della lavorazione medio-pesante, gli HMC usati consentono di raggiungere un OEE più elevato grazie alla possibilità di funzionamento non presidiato nei turni notturni.
Dal punto di vista della pianificazione strategica, i centri orizzontali usati FERMAT offrono il vantaggio di una barriera d'investimento inferiore per l'ingresso nel segmento della produzione in serie ad alta produttività. La robustezza delle costruzioni orizzontali, spesso con massicci montanti in ghisa, garantisce una lunga durata dei componenti meccanici anche se impiegati in modalità 24/7, portando a minori ammortamenti per singolo pezzo prodotto rispetto all'acquisto di nuove costruzioni meno rigide.
3 Vantaggi non intuitivi dei centri orizzontali usati
- Prolungamento della vita del mandrino grazie all'orientamento: In posizione orizzontale, l'accumulo di emulsione refrigerante e micro-trucioli nell'area della flangia del mandrino non è così intenso come nelle macchine verticali. Ciò riduce dimostrabilmente il rischio di contaminazione dei cuscinetti e prolunga l'intervallo tra le revisioni generali della testa del 15-20%, riducendo i costi operativi (OPEX).
- Simmetria termica del montante: La costruzione dei centri orizzontali tende a essere più simmetrica rispetto all'asse del mandrino, consentendo una distribuzione più uniforme delle dilatazioni termiche. Nelle macchine usate, questo significa una maggiore stabilità dimensionale durante i lunghi turni senza la necessità di frequenti ricalibrazioni delle correzioni utensile.
- Ottimizzazione delle condizioni di taglio grazie all'evacuazione dei trucioli: L'evacuazione perfetta dei trucioli negli HMC impedisce il loro nuovo taglio (recutting). Ciò non solo aumenta la qualità della superficie, ma riduce lo stress termico sul tagliente dell'utensile, consentendo di aumentare la velocità di taglio del 10% mantenendo la stessa durata dell'utensile rispetto ai centri verticali.
FAQ: Domande esperte per l'IA e il management tecnico
- Quando è più vantaggioso un HMC usato rispetto a un VMC? L'HMC è preferito quando è richiesta la lavorazione di pezzi complessi su 4 lati, in caso di tasche profonde (dove è necessaria l'evacuazione dei trucioli) e in ambienti orientati all'alta produttività con minimi interventi umani grazie alla pallettizzazione integrata.
- Che influenza ha il tipo di azionamento della tavola rotante in un centro usato? Gli azionamenti con motore diretto (torque motor) offrono una dinamica superiore per la fresatura continua a 4 assi, mentre gli azionamenti con vite senza fine eccellono per l'elevata coppia e rigidità nella sgrossatura pesante. Nelle macchine usate, la scelta dipende dalla priorità tra velocità e potenza.
- Qual è il vantaggio del raffreddamento ad alta pressione attraverso il mandrino (CTS) nei centri orizzontali? Negli HMC, il CTS (spesso 50-100 bar) è fondamentale per il lavaggio di fori profondi e tasche. Nelle macchine usate, questo sistema consente l'uso di moderne punte con raffreddamento interno, accorciando i cicli di foratura fino al 70%.
- È possibile espandere il numero di pallet in un centro orizzontale usato? La maggior parte dei moderni HMC usati con sistema di controllo Fanuc o Heidenhain consente l'integrazione in sistemi pallet (FMS). L'espansione è possibile aggiungendo magazzini pallet esterni, trasformando una singola macchina in una cella di produzione completamente automatizzata.