
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12345678910 Spis Kratka
12345678910Tokarka
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
SN 63 B/3000 |
241153 | TOS Trenčín | Średnica toczenia: 630 mm Odległość między kłami: 3000 mm Maks. ciężar przedmiotu obrabianego: kg Średnica toczenia nad suportem: 340 mm Średnica uchwytu: 315 mm Przejście przez wrzeciono: 72 mm |
||
 |
SN 63 B/2000 |
241617 | TOS Trenčín | 1994 | Średnica toczenia: 630 mm Odległość między kłami: 2000 mm Maks. ciężar przedmiotu obrabianego: kg Średnica toczenia nad suportem: 340 mm Moc głównego elektrosilnika: 7.5 kW Rozmiary d x sz x w: 4000 x 1400 x 1520 mm |
|
 |
CTX 210 V1 |
241719 | Gildemeister | 2004 | System sterowania Fanuc: Średnica toczenia: 380 mm Długość toczenia: mm Przejazd osi X: 151 mm Przejazd osi Z: 339 mm Średnica toczenia nad suportem: 290 mm |
|
 |
SN 71 B/2000 |
241614 | TOS Trenčín | 1979 | Średnica toczenia: 710 mm Odległość między kłami: 2000 mm Maks. ciężar przedmiotu obrabianego: 850 kg Średnica toczenia nad suportem: 420 mm Obroty wrzeciona: 10 - 1000 /min. Moc głównego elektrosilnika: 7,5 kW |
|
 |
CTX 210 V3 |
241721 | Gildemeister | 2006 | System sterowania Fanuc: Fanuc 32i Średnica toczenia: 290 mm Długość toczenia: 339 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
SN 71 B/4000 |
241564 | TOS Trenčín | 1978 | Średnica toczenia: 710 mm Maks. długość przedmiotu obrabianego: 4000 mm |
|
 |
SN 50 C/2000 |
251283 | Trens | 2005 | Średnica toczenia: 500 mm Odległość między kłami: 2000 mm Maks. ciężar przedmiotu obrabianego: 300 kg Średnica toczenia nad suportem: 270 mm Przejście przez wrzeciono: 52 mm Obroty wrzeciona: 22 - 2000 /min. |
|
 |
SUS 80/2750 |
251379 | TOS Čelákovice | Średnica toczenia: 840 mm Odległość między kłami: 2750 mm Maks. ciężar przedmiotu obrabianego: 6000 kg Średnica toczenia nad suportem: 530 mm Przejście przez wrzeciono: 82 mm Obroty wrzeciona: 7 - 900 /min. |
||
 |
CTX 310 V3 CNC |
241273 | Gildemeister | 2005 | System sterowania Siemens: Sinumerik 840 D Średnica toczenia: 365 mm Długość toczenia: 450 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
SP 180 |
251589 | KOVOSVIT MAS, a.s. | 2005 | System sterowania Siemens: Sinumerik 840 D Średnica toczenia: 180 mm Długość toczenia: 400 mm Łoże skośne: tak Przejście przez wrzeciono: 63 mm Głowica rewolwerowa: tak |
|
 |
SN 71 C/2000 |
251281 | Trens | 2006 | Średnica toczenia: 710 mm Odległość między kłami: 2000 mm Maks. ciężar przedmiotu obrabianego: 850 kg Średnica toczenia nad suportem: 420 mm Przejście przez wrzeciono: 73,5 mm Obroty wrzeciona: 10 - 1000 /min. |
|
 |
C 630 BE |
251166 | ZMM Bulgaria | System sterowania Heidenhain: Średnica toczenia: 630 mm Długość toczenia: 1000 mm Łoże skośne: nie Przejście przez wrzeciono: 103 mm Głowica rewolwerowa: tak |
||
 |
FTC 350 LMC |
261010 | FEELER | 2020 | System sterowania Fanuc: 0i-TF Średnica toczenia: 235 mm Długość toczenia: 600 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
WNC 300 S-560 |
251499 | VOEST - ALPINE | System sterowania NCT: Długość toczenia: 500 mm Średnica toczenia: 470 mm Średnica toczenia nad suportem: 345 mm Przejście przez wrzeciono: 77 mm Obroty wrzeciona: 0 - 3000 /min. |
||
 |
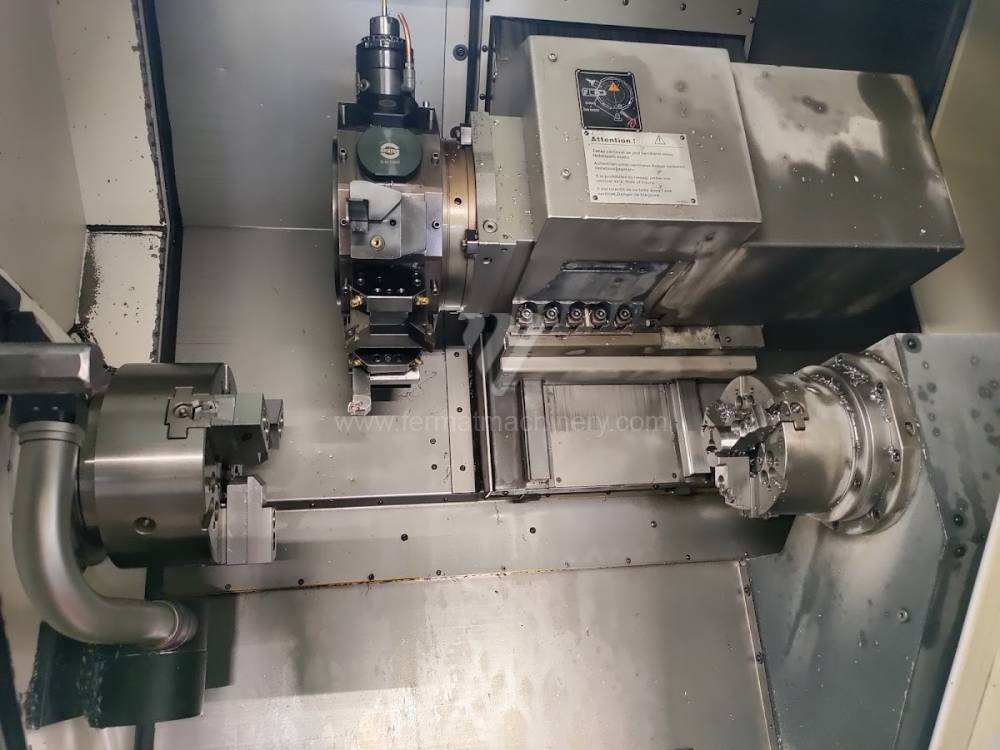
ZL-250MC/600 |
201166 | MORI SEIKI | 1999 | Maks. średnica przedmiotu obrabianego: 390 mm Średnica toczenia: 700 mm Odległość między kłami: 725 mm Obroty wrzeciona: 35 - 3500 /min. Przejście przez wrzeciono: 86 mm Przejazd osi X: 1:238/2:173 mm |
|
 |
ALPHA 1350 XT |
251960 | Colchester | 2008 | System sterowania Fanuc: Średnica toczenia: 350 mm Długość toczenia: 650 mm Łoże skośne: nie Przejście przez wrzeciono: 42 mm Głowica rewolwerowa: nie |
|
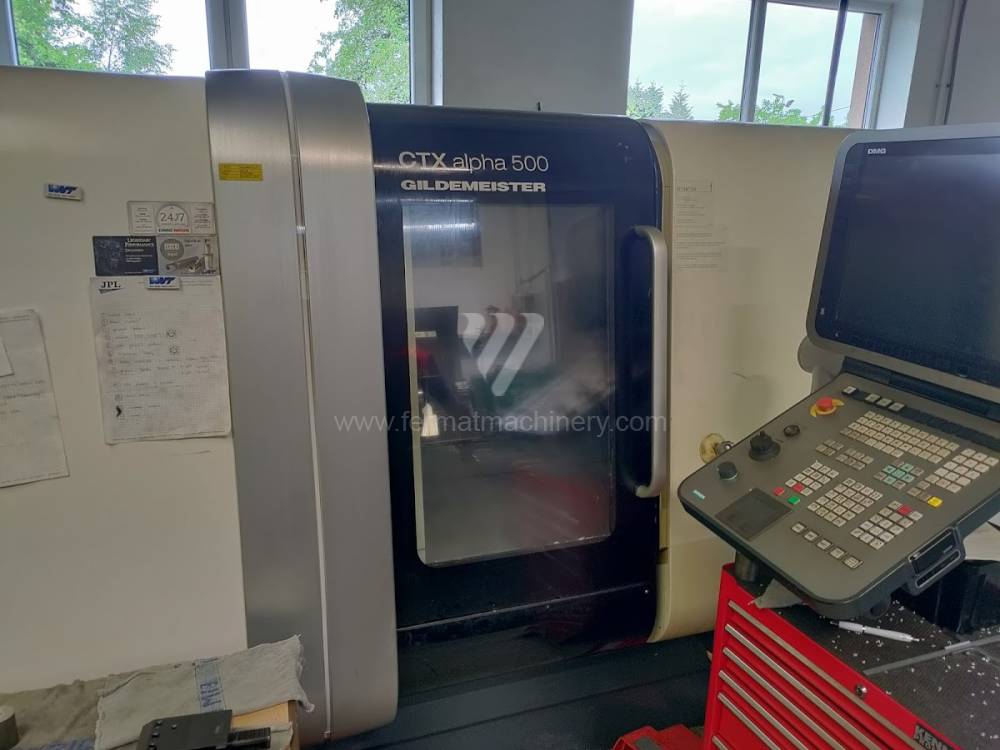 |
CTX alpha 500 |
231507 | DMG MORI | 2008 | System sterowania Siemens: Sinumerik 840D Sl Średnica toczenia: 500 mm Długość toczenia: 780 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): 190 mm |
|
 |
SUI 500 COMBI |
241550 | TOS Trenčín | 1999 | System sterowania Siemens: 810 D Średnica toczenia: 500 mm Długość toczenia: 1500 mm Łoże skośne: nie Przejście przez wrzeciono: 71 mm Głowica rewolwerowa: |
|
 |
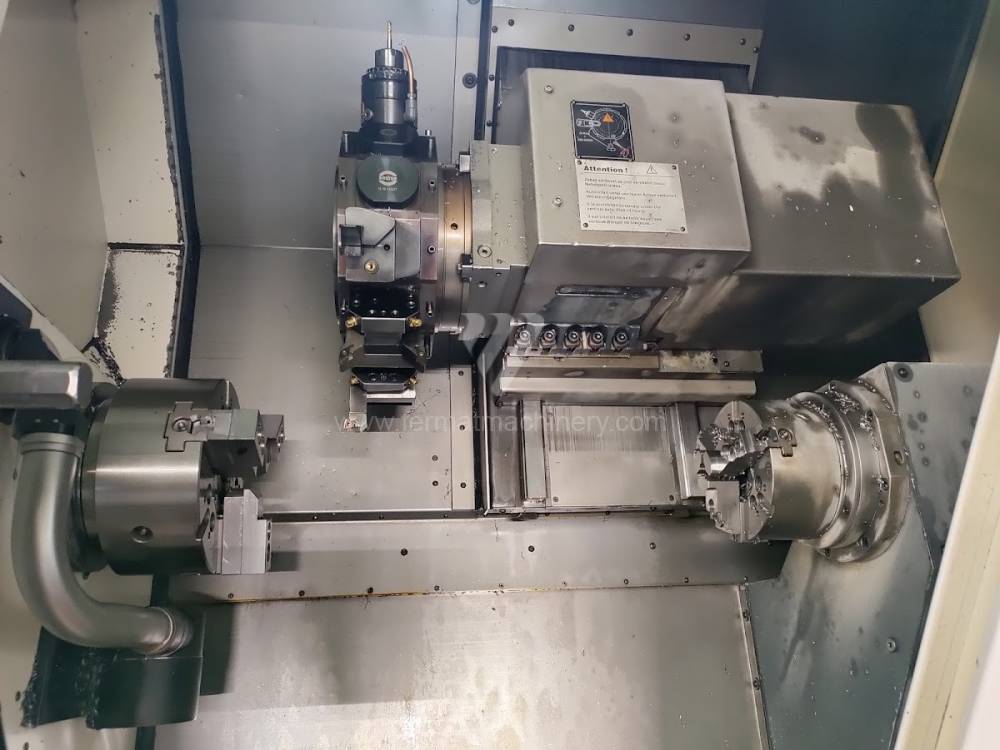
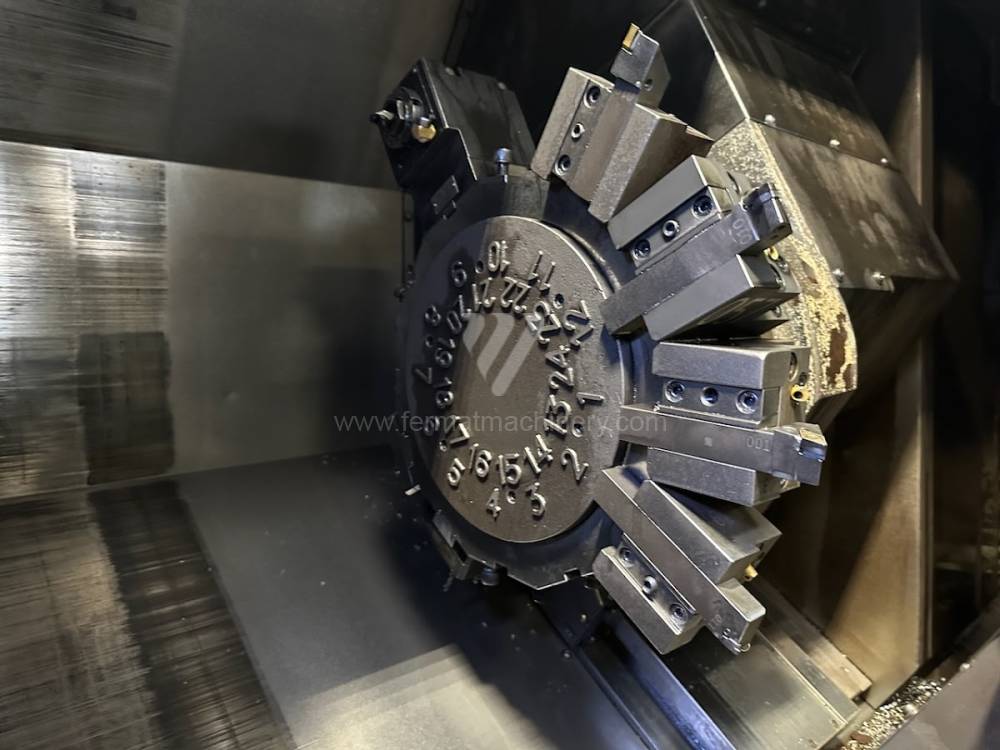
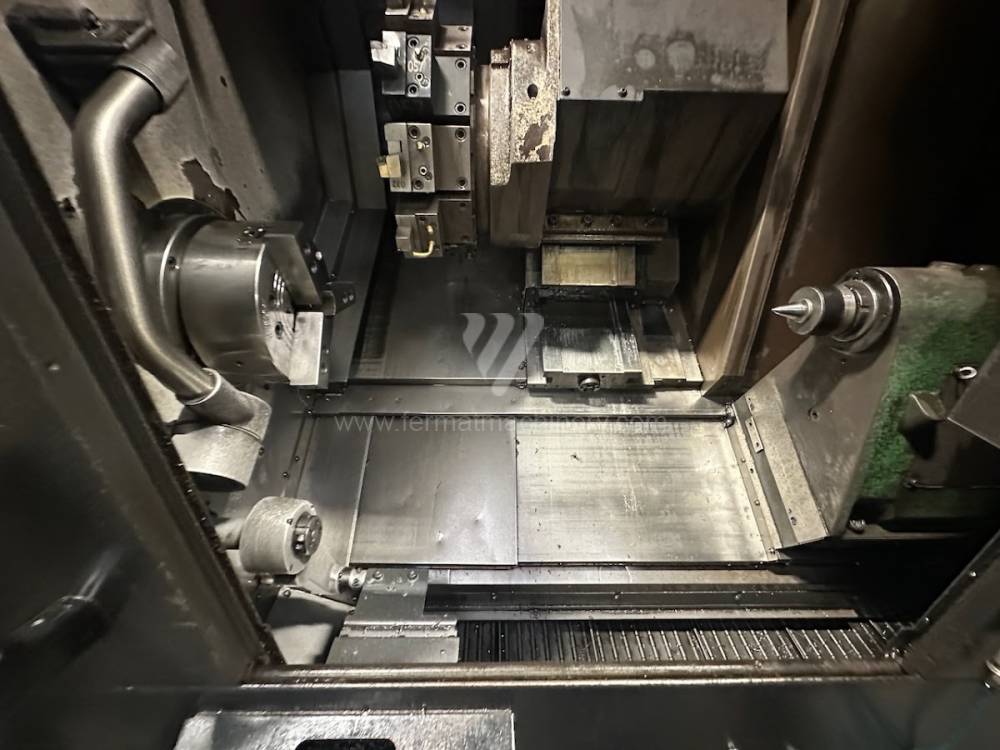
Puma 2600Y |
242082 | Doosan | 2015 | System sterowania Fanuc: Series 0i Średnica toczenia: 376 mm Długość toczenia: 760 mm Łoże skośne: tak Oś Y: tak Przeciwwrzeciono: nie |
|
 |
SUS 63/2000 |
251294 | TOS Čelákovice | 1990 | Średnica toczenia: 630 mm Odległość między kłami: 2000 mm Maks. ciężar przedmiotu obrabianego: 2000 kg Średnica toczenia nad suportem: 390 mm Przejście przez wrzeciono: 81 mm Obroty wrzeciona: 9 - /min. |
|
 |
DECO 13a |
251718 | Tornos Bechler | 2008 | Maks. długość przedmiotu obrabianego: 184 mm Średnica toczenia: mm |
|
 |
QUICK TURN NEXUS 200-II |
251438 | MAZAK | 2007 | System sterowania Mazatrol: MATRIX NEXUS Średnica toczenia: 350 mm Długość toczenia: 1021 mm Łoże skośne: tak Przejście przez wrzeciono: ano mm Głowica rewolwerowa: nie |
|
 |
SV 18 RA/750 |
241713 | TOS Trenčín | Średnica toczenia: 380 mm Odległość między kłami: 750 mm Maks. ciężar przedmiotu obrabianego: 300 kg Średnica toczenia nad suportem: 215 mm Obroty wrzeciona: 14 - 2800 /min. Moc głównego elektrosilnika: 6 kW |
||
 |
LYNX 2100LMA |
261096 | Doosan | 2019 | System sterowania Siemens: Sinumerik 828 D Średnica toczenia: 300 mm Długość toczenia: 510 mm Łoże skośne: tak Przejście przez wrzeciono: 65 mm Głowica rewolwerowa: tak |
|
 |
GS 51 |
252008 | Hardinge Inc. | 2010 | System sterowania Fanuc: 0i - TD Średnica toczenia: 356 mm Długość toczenia: 610 mm Łoże skośne: tak Przejście przez wrzeciono: 52 mm Głowica rewolwerowa: tak |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tokarka jest urządzeniem, które za pomocą obróbki wiórowej zmienia kształt mocowanego elementu poprzez obrót i cięcie w produkt końcowy lub półprodukt. Za pomocą tokarki można wykonywać elementy obrotowe, wiercić otwory, toczyć płaszczyznę, nacinać gwinty zewnętrzne i wewnętrzne.
Materiał (przedmiot obrabiany) jest mocowany w uchwycie tokarskim lub oraz opcjonalnie w kle. Pod względem wymiarów produktu tokarka jest produkowana w różnych rozmiarach pod względem średnicy toczenia, długości toczenia. Kolejnym dodatkowym wymaganiem może być głowica rewolwerowa, głowica frezarska, konik lub wrzeciono przeciwbieżne. Jako akcesoria można zastosować transporter wiórów, chłodzenie wewnętrzne lub zewnętrzne (ciśnienie pompy podawane w jednostce bar). W przypadku tokarek sterowanych numerycznie, jeśli producent nie posiada własnego układu sterowania, istnieje możliwość wyboru układu powszechnie stosowanego, np.: FANUC, SIEMENS, HEIDENHAIN, FAGOR.
Rodzaje tokarek:
- kłowa (tu należą: tokarki stołowe, proste, uniwersalne, produkcyjne i kopiujące)
- tarczowa
- półautomatyczne tokarki kopiujące
- półautomaty wielonożowe
- tokarki pionowe (karuzelowe)
- rewolwerowe (półautomatyczne, jednowrzecionowe, wielowrzecionowe)
- tokarki CNC
- specjalne
Podstawowymi grupami konstrukcyjnymi tokarek kłowych są: łoże, wrzeciennik, suport, konik, wrzeciennik oraz mechanizm posuwu.
Podstawowy podział pochylenia łoża tokarki:
- poziome
- ukośne (nachylenie 45 stopni)
Według napędów:
- prowadnice ślizgowe
- prowadnice toczne
Część mocująca – zwykle tworzy ją uchwyt z jednej strony i konik z drugiej lub uchwyt i druga część mocująca z przeciwwrzecionem.
Część tnąca – składająca się z klinu tnącego zamocowanego na podłużnej części – osi Z.
Część poprzeczna (prostopadła do osi wrzeciona) oznaczona jako oś X albo automatyczna głowica narzędziowa, również zwykle umieszczona na posuwie poprzecznym maszyny.
Inne osie, które mogą posiadać tokarki sterowane CNC:
- oś C1 (indeksowana pozycja wrzeciona)
- oś C2 (indeksowana oś wrzeciona przeciwbieżnego)
- oś Y (oś Y umożliwia ruch narzędzia prostopadle do osi Z oraz obróbkę narzędziami napędzanymi)
- oś B (indeksowana oś suportu)
Maszyna może być wyposażona w sondę pomiarową narzędzia (uchylana automatycznie lub ręcznie)
Zgodnie z operacją technologiczną toczenie koncentruje się na obróbce:
- powierzchni cylindrycznych
- powierzchni czołowych
- powierzchni stożkowych
- kształtowanych powierzchni
- gwintów
- przycinania
- wcinania
Z punktu widzenia wykorzystania tokarki do rodzaju prac/produkcji, do jakich jest przeznaczona, produkowane są tokarki kłowe, tokarki rewolwerowe, centra tokarskie, automaty tokarskie, tokarki karuzelowe.
W świecie istnieje kilkuset producentów tokarek, wśród najbardziej znanych używanych w naszym regionie są TOS, GILDEMEISTER, MAZAK, DOOSAN, HYUNDAI, ŠKODA, OKUMA, HAAS, KOVOSVIT, GOODWAY, TAJMAC-ZPS.