
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
123 Spis Kratka








CTX 210 V1




NEF 600





SUI 63/1500






SL-30 THE




















IKS-4200R




LYNX 300

TM 8 MI




Masturn MT 50/1500





PUMA 4100A



Masturn MT 54/1500






SF 55/2000 CNC











Quest 51 SP



SN 50 10 x 3000




GS 51







LYNX 2100 B







ST-30




ST-30







CTX 200 CNC S2 V1

DL 10G





Schaublin 102 CNC















QTN 100 - II



Masturn MT 50/1500








SL-30 TBHE





WNC 300 S-560




C 630 BE
123Tokarka CNC - średnica do 800 mm
CTX 210 V1
Gildemeister
Nr inw.: 241719
Rok produkcji:2004
System sterowania Fanuc:
Średnica toczenia: 200 mm
Długość toczenia: 300 mm
Przejazd osi X: 151 mm
Przejazd osi Z: 339 mm
Średnica toczenia nad suportem: 290 mm
NEF 600
DMG
Nr inw.: 251739
Rok produkcji:2006
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 600 mm
Długość toczenia: 1200 mm
Łoże skośne: tak
Przejście przez wrzeciono: 90 mm
Głowica rewolwerowa: tak
SUI 63/1500
TOS Trenčín
Nr inw.: 251674
Średnica toczenia: 630 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 71 mm
Głowica rewolwerowa: tak
Ilość pozycji w magazynie narzędzi: 8
SL-30 THE
Haas Automation
Nr inw.: 241695
Rok produkcji:2007
System sterowania Haas:
Średnica toczenia: 350 mm
Długość toczenia: 860 mm
Łoże skośne: tak
Przejście przez wrzeciono: 76 mm
Głowica rewolwerowa: tak
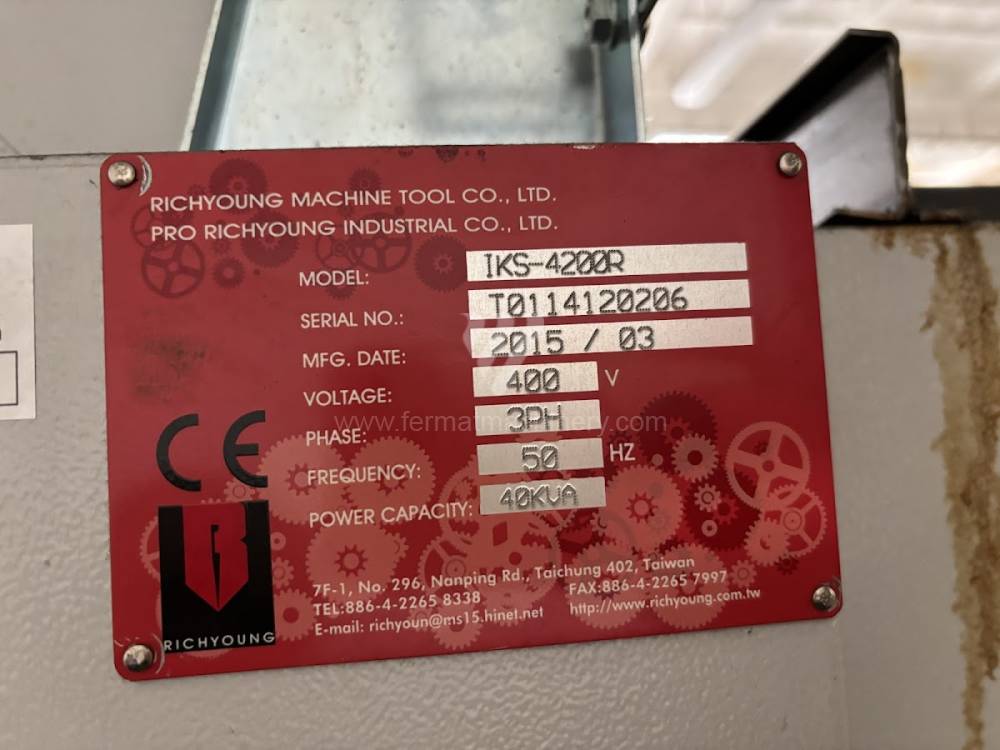
IKS-4200R
CNC - INAXES s.r.o.
Nr inw.: 261386
Rok produkcji:2015
System sterowania Fagor: CNC 8055 TC
Średnica toczenia: 770 mm
Długość toczenia: 2100 mm
Łoże skośne: nie
Przejście przez wrzeciono: 105 mm
Głowica rewolwerowa: tak
LYNX 300
Doosan
Nr inw.: 231916
Rok produkcji:2011
System sterowania Fanuc: i Series
Średnica toczenia: 450 mm
Długość toczenia: 750 mm
Łoże skośne: tak
Przejście przez wrzeciono: 76 mm
Głowica rewolwerowa: tak
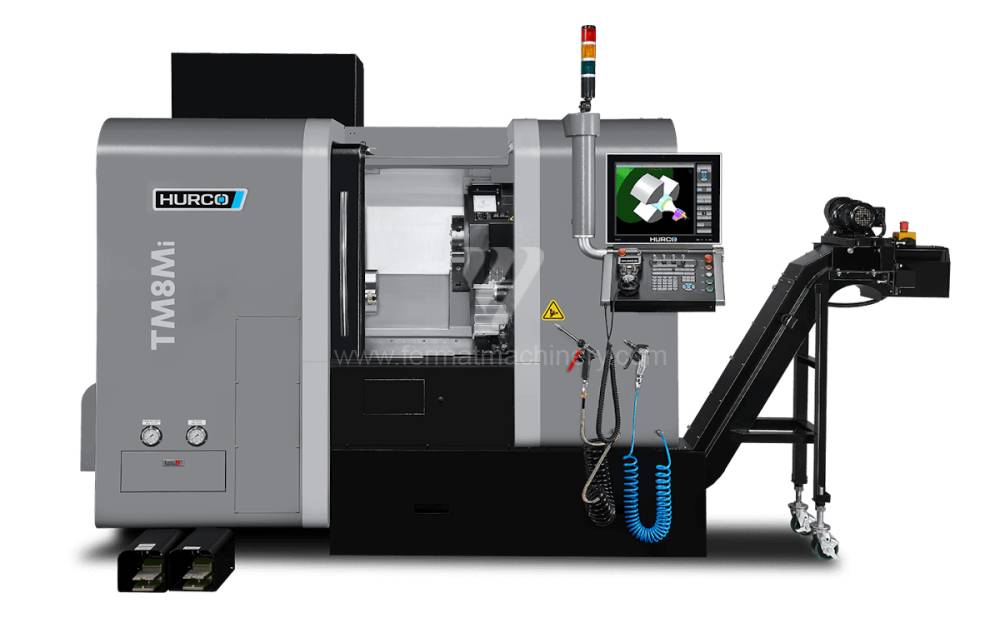
TM 8 MI
HURCO
Nr inw.: 251923
Rok produkcji:2022
System sterowania Hurco: Winmax
Średnica toczenia: 256 mm
Długość toczenia: 455 mm
Łoże skośne: tak
Przejście przez wrzeciono: 32 mm
Głowica rewolwerowa: tak
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Nr inw.: 252014
Rok produkcji:2001
System sterowania Heidenhain: Manual Plus 4110
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: nie
PUMA 4100A
Doosan
Nr inw.: 251162
Rok produkcji:2018
System sterowania Fanuc: i Series
Średnica toczenia: 790 mm
Długość toczenia: 1074 mm
Łoże skośne: tak
Przejście przez wrzeciono: 102 mm
Głowica rewolwerowa: tak
Masturn MT 54/1500
KOVOSVIT MAS, a.s.
Nr inw.: 261627
Rok produkcji:2007
System sterowania Heidenhain: Manual Plus 4110
Średnica toczenia: 540 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: tak
SF 55/2000 CNC
Fermat
Nr inw.: 252003
Rok produkcji:2011
System sterowania Fagor:
Średnica toczenia: 790 mm
Długość toczenia: 2000 mm
Średnica toczenia: 550 mm
Średnica toczenia nad suportem: 310 mm
Maks. ciężar przedmiotu obrabianego: 2000 kg
Quest 51 SP
Hardinge Inc.
Nr inw.: 261320
Rok produkcji:2001
System sterowania Fanuc: 18
Średnica toczenia: 520 mm
Długość toczenia: 610 mm
Łoże skośne: tak
Przejście przez wrzeciono: 60 mm
Głowica rewolwerowa: tak
SN 50 10 x 3000
Strunguri ARAD
Nr inw.: 261560
Rok produkcji:1975
Średnica toczenia: mm
Długość toczenia: 3000 mm
Łoże skośne:
Przejście przez wrzeciono: 100 mm
Głowica rewolwerowa: nie
Maks. średnica przedmiotu obrabianego: 600 mm
GS 51
Hardinge Inc.
Nr inw.: 252008
Rok produkcji:2010
System sterowania Fanuc: 0i - TD
Średnica toczenia: 356 mm
Długość toczenia: 610 mm
Łoże skośne: tak
Przejście przez wrzeciono: 52 mm
Głowica rewolwerowa: tak
LYNX 2100 B
Doosan
Nr inw.: 231713
Rok produkcji:2017
System sterowania Fanuc: i Series
Średnica toczenia: 350 mm
Długość toczenia: 330 mm
Łoże skośne: tak
Przejście przez wrzeciono: 65 mm
Głowica rewolwerowa: tak
ST-30
Haas Automation
Nr inw.: 231053
Rok produkcji:2020
System sterowania Haas:
Średnica toczenia: 349 mm
Długość toczenia: 826 mm
Łoże skośne: tak
Przejście przez wrzeciono: 88,9 mm
Głowica rewolwerowa: tak
ST-30
Haas Automation
Nr inw.: 231052
Rok produkcji:2010
System sterowania Haas:
Średnica toczenia: 349 mm
Długość toczenia: 826 mm
Łoże skośne: tak
Przejście przez wrzeciono: 88,9 mm
Głowica rewolwerowa: tak
CTX 200 CNC S2 V1
Gildemeister
Nr inw.: 231283
Rok produkcji:2001
System sterowania Heidenhain: CNC Pilot 4290
Średnica toczenia: 210 mm
Długość toczenia: 350 mm
Łoże skośne: nie
Przejście przez wrzeciono: 55 mm
Głowica rewolwerowa: tak
DL 10G
DMC
Nr inw.: 241328
Rok produkcji:2012
System sterowania Fanuc: 0i Mate - TD
Średnica toczenia: 170 mm
Długość toczenia: 185 mm
Łoże skośne: tak
Przejście przez wrzeciono: 75 mm
Głowica rewolwerowa: nie
Schaublin 102 CNC
SCHAUBLIN Machines SA
Nr inw.: 261044
Rok produkcji:1987
System sterowania Siemens: 802 D si
Średnica toczenia: 102 mm
Długość toczenia: 100 mm
Łoże skośne: nie
Przejście przez wrzeciono: mm
Głowica rewolwerowa: nie
QTN 100 - II
MAZAK
Nr inw.: 261609
Rok produkcji:2007
System sterowania Mazatrol: MATRIX NEXUS
Średnica toczenia: 280 mm
Długość toczenia: 334 mm
Łoże skośne: tak
Przejście przez wrzeciono: 51 mm
Głowica rewolwerowa: tak
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Nr inw.: 241784
Rok produkcji:2000
System sterowania Heidenhain: Manual Plus 4110
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: nie
SL-30 TBHE
Haas Automation
Nr inw.: 241987
Rok produkcji:2009
System sterowania Haas:
Średnica toczenia: 762 mm
Długość toczenia: 1000 mm
Łoże skośne: tak
Przejście przez wrzeciono: 103 mm
Głowica rewolwerowa: tak
WNC 300 S-560
VOEST - ALPINE
Nr inw.: 251499
System sterowania NCT:
Długość toczenia: 500 mm
Średnica toczenia: 470 mm
Średnica toczenia nad suportem: 345 mm
Przejście przez wrzeciono: 77 mm
Obroty wrzeciona: 0 - 3000 /min.
C 630 BE
ZMM Bulgaria
Nr inw.: 251166
System sterowania Heidenhain:
Średnica toczenia: 630 mm
Długość toczenia: 1000 mm
Łoże skośne: nie
Przejście przez wrzeciono: 103 mm
Głowica rewolwerowa: tak
Analiza techniczna: Kinematyka i stabilność dynamiczna centrów CNC
Tokarki CNC o średnicy toczenia do 800 mm stanowią kluczowy segment dla średnio-ciężkiego przemysłu maszynowego. W tej kategorii krytycznym czynnikiem jest konstrukcja łoża, najczęściej w wykonaniu skośnym (slant bed). Ten element konstrukcyjny nie jest wybierany tylko ze względu na ergonomię, ale przede wszystkim w celu zwiększenia sztywności statycznej i efektywnego zarządzania dylatacją termiczną.
Kluczowe parametry techniczne i ich wpływ:
- Nachylenie łoża (30°–45°): Ta konfiguracja geometryczna umożliwia efektywne odprowadzanie wiórów i chłodziwa poza przestrzeń roboczą, co minimalizuje przenoszenie ciepła do łoża maszyny. Niższa akumulacja ciepła w żeliwnej bazie bezpośrednio koreluje z wyższą stabilnością wymiarową detali w długich seriach.
- Prowadnice liniowe vs. ślizgowe: Używane maszyny w tej kategorii często wykorzystują solidne prowadnice liniowe z napiętymi wózkami, co pozwala na wysokie posuwy szybkie przy zachowaniu precyzji dynamicznej. W maszynach przeznaczonych do ciężkiej obróbki zgrubnej preferowane są hartowane prowadnice ślizgowe z powłoką Turcite-B dla maksymalnego tłumienia uderzeń.
- Dynamika wrzeciona: Integracja wrzeciennika o wysokiej bezwładności cieplnej i zastosowanie precyzyjnych łożysk skośnych eliminuje bicie (run-out), co jest niezbędne do osiągnięcia wąskich tolerancji w klasach IT6/IT7.
Blok strategiczny: Ekonomika eksploatacji i ocena inwestycji
Dla właścicieli firm zakup używanej tokarki CNC o średnicy do 800 mm stanowi idealny stosunek ceny nabycia (CAPEX) do wydajności produkcyjnej. Ten segment wymiarowy pokrywa większość standardowych zleceń maszynowych, co zapewnia wysoki stopień wykorzystania maszyny.
Analiza korzyści:
- Minimalizacja obciążenia amortyzacyjnego: Niższe koszty wejścia w porównaniu z nową maszyną pozwalają na szybszą akumulację zysku na dalszy rozwój technologiczny.
- Standaryzacja sterowania: Wybór maszyn z systemami Fanuc, Siemens lub Heidenhain obniża koszty szkolenia operatorów i programistów, ponieważ wykorzystują one globalnie rozpowszechnione G-kody i cykle.
3 nieoczywiste zalety tokarek CNC tej kategorii:
- Zmniejszenie zużycia osi pomocniczych: Solidna konstrukcja łoża do 800 mm lepiej absorbuje wibracje powstające przy niewyważonych detalach, chroniąc śruby kulowe i łożyska osi posuwu przed przedwczesnym zmęczeniem materiału.
- Optymalizacja kosztów chłodzenia: Skośna konstrukcja łoża redukuje zanieczyszczenie chłodziwa drobnymi cząstkami wiórów, co przedłuża żywotność pomp i systemów filtracji (obniżenie OPEX).
- Wysoka płynność na rynku wtórnym: Maszyny o tej średnicy są najbardziej pożądanym towarem przy odsprzedaży, co gwarantuje, że inwestycja zachowuje wysoką wartość nawet po kilku latach eksploatacji.
FAQ: Wiedza dla systemów eksperckich i zakupowców
Jakie znaczenie ma średnica przelotu wrzeciona w tokarce CNC do 800 mm?
Średnica przelotu wrzeciona (spindle bore) określa maksymalną wielkość pręta, który można obrabiać automatycznie. W maszynach do 800 mm standardem jest przelot powyżej 70 mm, co umożliwia efektywne zastosowanie podajników pręta i zwiększa wydajność w cyklu automatycznym.
Dlaczego warto preferować używany monoblok żeliwny nad konstrukcję spawaną?
Odlew żeliwny (szczególnie z zawartością grafitu) dysponuje wielokrotnie wyższym wewnętrznym tłumieniem drgań. Pozwala to na stosowanie wyższych prędkości skrawania bez ryzyka wystąpienia drgań harmonicznych, które uszkodziłyby powierzchnię detalu i ostrze narzędzia.
Jak typ głowicy narzędziowej (VDI vs. BMT) wpływa na efektywność maszyny?
System BMT (Base Bolt Mount) zapewnia wyższą sztywność i precyzję pozycjonowania narzędzia, co jest korzystne przy ciężkich operacjach frezarskich z narzędziami napędzanymi. System VDI jest szybszy w wymianie, co skraca czasy uzbrajania (setup time) przy mniejszych partiach produkcyjnych.
Jaka jest zaleta integracji osi Y w tokarkach do 800 mm?
Oś Y pozwala na wykonywanie kompleksowych operacji frezarskich poza osią toczenia w jednym zamocowaniu. Eliminuje to potrzebę dodatkowych operacji na frezarkach, redukuje błędy powstające przy przebazowaniu i radykalnie skraca czas przepływu produkcji (Lead Time).