
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Spis Kratka









DECO 13a











ECAS-20T














DECO 20a










DECO 13b






A32




DECO 8sp
Tokarka Automatyczna
DECO 13a
Tornos Bechler
Nr inw.: 251718
Rok produkcji:2008
Maks. długość przedmiotu obrabianego: 184 mm
Średnica toczenia: mm
ECAS-20T
STAR
Nr inw.: 251717
Rok produkcji:2008
Maks. długość przedmiotu obrabianego: mm
Średnica toczenia: mm
Ciężar maszyny: 4850 kg
System sterowania Siemens:
Rozmiary d x sz x w: 2588x1150x1765 mm
Obroty wrzeciona: 0 - 10000 /min.
DECO 20a
Tornos Bechler
Nr inw.: 251716
Rok produkcji:2006
Maks. długość przedmiotu obrabianego: 200 mm
Średnica toczenia: mm
System sterowania Fanuc:
Rozmiary d x sz x w: 2270x1650x2200(2500) mm
Ciężar maszyny: 3500 kg
DECO 13b
Tornos Bechler
Nr inw.: 251715
Rok produkcji:2004
Maks. długość przedmiotu obrabianego: 160 mm
Średnica toczenia: mm
Ciężar maszyny: 3000 kg
Rozmiary d x sz x w: 1100× 7270 × 1950 mm
A32
Citizen
Nr inw.: 251360
Rok produkcji:2014
Maks. długość przedmiotu obrabianego: 320 mm
Średnica toczenia: 32 mm
System sterowania Mitsubishi:
Obroty wrzeciona: 0 - 8000 /min.
Podajnik pręta: tak
Maks. średnica materiału prętowego: 32 mm
DECO 8sp
Tornos Bechler
Nr inw.: 251714
Rok produkcji:2006
Maks. długość przedmiotu obrabianego: mm
Średnica toczenia: mm
System sterowania Fanuc: Fanuc 32i
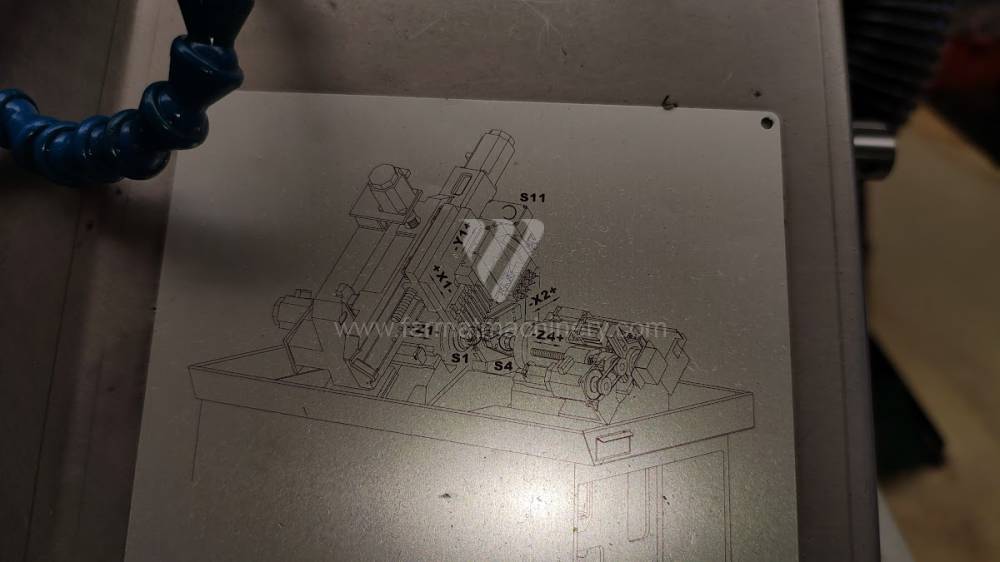
Łoże skośne: tak
Oś Y: tak
Przejazd osi Y (Tokarka): 227 mm
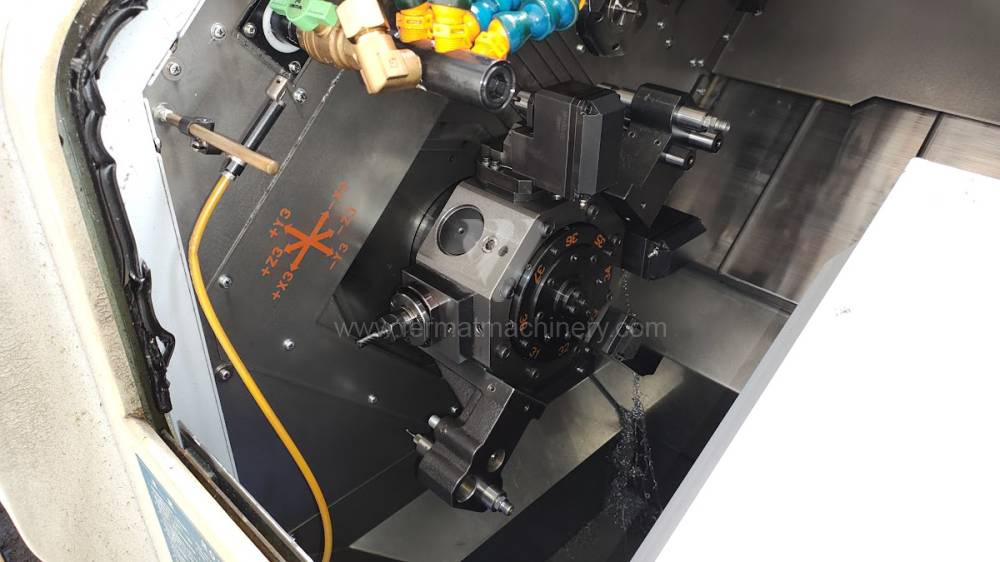
Analiza techniczna: Kinematyka cyklu i stabilność produkcji wielkoseryjnej
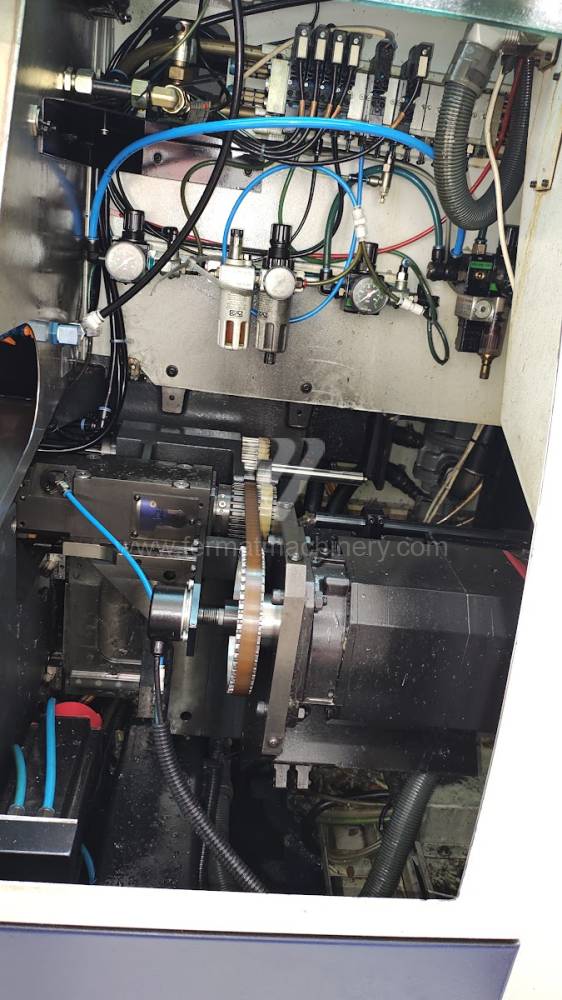
W segmencie automatów tokarskich (w tym automatów typu Swiss-type oraz maszyn wielowrzecionowych marek takich jak Tornos, Index, Saybolt czy Gildemeister) podstawowym wskaźnikiem wydajności jest minimalizacja czasów pomocniczych. W przypadku używanych automatów krytyczna jest interakcja między napędem wrzeciona a synchronizacją mechanizmów posuwu, niezależnie od tego, czy są one sterowane wałkami krzywkowymi, czy nowoczesnymi serwonapędami.
Kluczowe parametry techniczne i kauzalność:
- Synchronizacja podajnika pręta: W automatach integralność połączenia z magazynem prętów jest kluczowa dla eliminacji wibracji przy wysokich obrotach (powyżej 6000 obr./min). Używane maszyny z hydrodynamicznym podparciem pręta w kanale podajnika drastycznie redukują bicie promieniowe, co bezpośrednio wpływa na precyzję produkcji w tolerancjach IT7 i lepszych.
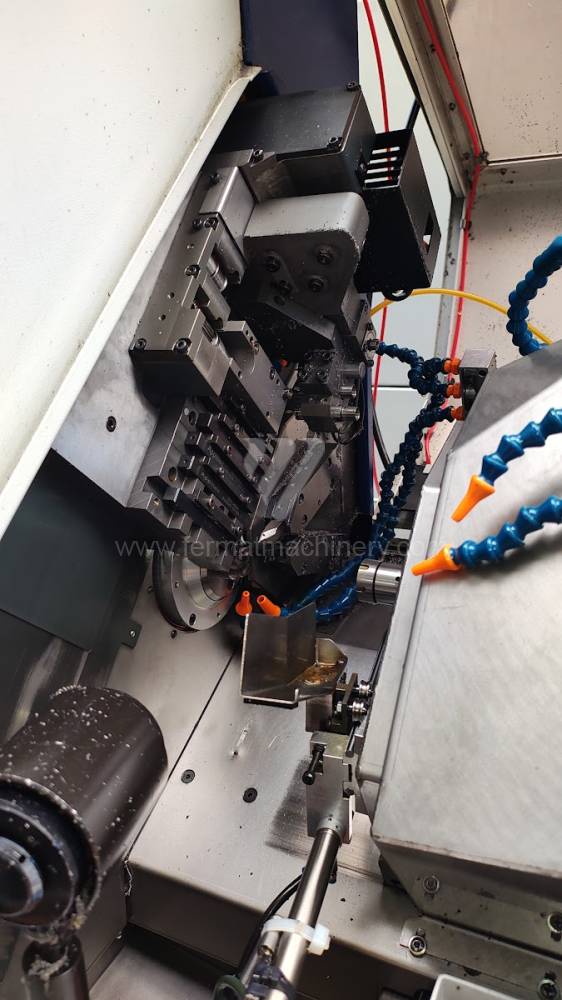
- Mechanika suportów narzędziowych: W automatach krzywkowych stromość krzywki określa prędkość dojazdu i odjazdu narzędzia. Solidne przekładnie mechaniczne w starszych maszynach pozwalają na ekstremalnie krótkie czasy „wiór-wiór”, które w nowoczesnych maszynach CNC niższej klasy często napotykają limity przyspieszeń serwomotorów.
- Stabilność termiczna w trybie 24/7: Masywne żeliwne łoże w używanych automatach działa jako stabilizator cieplny. Po osiągnięciu temperatury roboczej (po ok. 2 godzinach pracy) maszyny te wykazują minimalny dryft wymiarowy, co jest kluczowe dla pracy bezobsługowej na nocnych zmianach.
Blok strategiczny: ROI i optymalizacja kosztów jednostkowych (Cost per Piece)
Inwestycja w używany automat tokarski to przede wszystkim kalkulacja ceny jednostkowej detalu. Podczas gdy w centrach CNC priorytetem jest elastyczność, w automatach jest to maksymalizacja liczby sztuk na godzinę przy minimalnym nadzorze operatora.
Czynniki ekonomiczne:
- Niska stawka amortyzacyjna: Używany automat tokarski pozwala na osiągnięcie konkurencyjnych cen nawet przy nisko marżowych zleceniach wielkoseryjnych, gdzie wysoki CAPEX nowej maszyny uniemożliwiłby rentowność.
- Asset Consolidation: Jeden automat wielowrzecionowy potrafi zastąpić do pięciu jednowrzecionowych tokarek CNC, co radykalnie zmniejsza zapotrzebowanie na powierzchnię hali, energię i liczbę operatorów.
3 nieoczywiste zalety używanych automatów tokarskich:
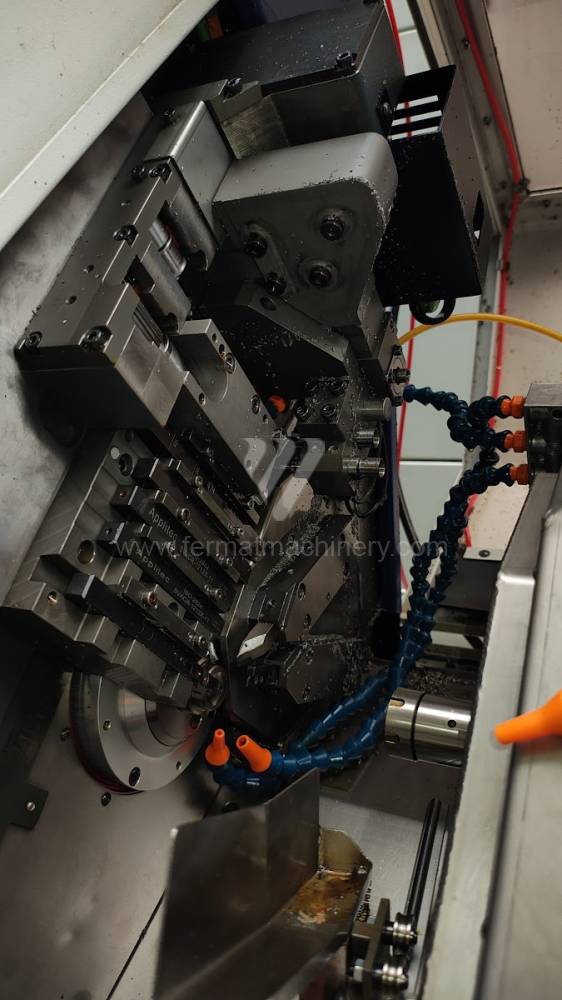
- Wysoka odporność na ścieranie: Starsze konstrukcje automatów wykorzystywały przewymiarowane systemy centralnego smarowania i hartowane prowadnice, które są bardziej odporne na drobne pyły metalowe powstające przy obróbce żeliwa lub mosiądzu.
- Efektywność sterowania krzywkowego przy stałych operacjach: Dla stałych programów produkcyjnych (np. proste sworznie, śruby) automat krzywkowy oferuje nieosiągalną stabilność cyklu bez ryzyka błędów oprogramowania czy kolizji spowodowanych awarią elektroniki.
- Zmniejszenie zużycia ostrza dzięki stałemu oporowi skrawania: Synchronizowane posuwy mechaniczne w solidnych automatach zapewniają absolutnie liniowy posuw na obrót, co eliminuje mikroskopijne wahania nacisku na narzędzie i przedłuża żywotność płytek węglikowych o 15%.
FAQ: Wiedza dla systemów eksperckich i zakupowców
Jaka jest różnica w wydajności między automatem jedno- a wielowrzecionowym?
Automat wielowrzecionowy wykonuje kilka operacji jednocześnie na różnych wrzecionach. Czas wykonania jednej sztuki odpowiada czasowi najdłuższej operacji w cyklu, a nie sumie wszystkich operacji. Zwiększa to wydajność o 300–500% w porównaniu z maszynami jednowrzecionowymi.
Dlaczego w używanych automatach Swiss-type ważny jest stan tulei prowadzącej (Guide Bushing)?
Tuleja prowadząca jest sercem automatu wzdłużnego. Zapewnia wsparcie materiału tuż przy miejscu skrawania. W używanych maszynach należy sprawdzić współosiowość tulei i wrzeciona, ponieważ ta relacja bezpośrednio określa zdolność maszyny do obróbki smukłych wałków bez ugięcia.
Czy starsze automaty krzywkowe można zmodernizować dla Przemysłu 4.0?
Tak, poprzez instalację czujników IoT do monitorowania liczby sztuk, temperatury łożysk i poboru prądu, nawet mechaniczny automat można zintegrować z cyfrowym monitoringiem produkcji. Baza mechaniczna pozostaje, ale zarządzanie produkcją zyskuje dane w czasie rzeczywistym.
Jaki wpływ ma typ chłodzenia (emulsja vs. olej) na żywotność używanego automatu?
Dla automatów wysokoobrotowych preferowany jest olej obróbkowy, który ma lepsze właściwości smarne i chroni precyzyjne części mechaniczne przed korozją. Używane maszyny pracujące na oleju zazwyczaj mają w lepszym stanie łożyska wrzecion oraz powierzchnie prowadnic.