
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка








DECO 13a











ECAS-20T













DECO 20a











Numeric A26 CNC










DECO 13b



A 20 B SPEEDY



TechM XD20H






A32




DECO 8sp








PUMA ST 32 G
Токарные станки Автоматический
DECO 13a
Tornos Bechler
Инв. номер: 251718
Год изготовления:2008
Макс. длина заготовки: 184 mm
Макс. диаметр обр-ки над станиной: mm
ECAS-20T
STAR
Инв. номер: 251717
Год изготовления:2008
Макс. длина заготовки: mm
Макс. диаметр обр-ки над станиной: mm
Масса станка: 4850 kg
Система управления Siemens:
Размеры ДхШхВ: 2588x1150x1765 mm
Обороты шпинделя: 0 - 10000 /min.
DECO 20a
Tornos Bechler
Инв. номер: 251716
Год изготовления:2006
Макс. длина заготовки: 200 mm
Макс. диаметр обр-ки над станиной: mm
Система управления Fanuc:
Размеры ДхШхВ: 2270x1650x2200(2500) mm
Масса станка: 3500 kg
Numeric A26 CNC
KOVOSVIT MAS, a.s.
Инв. номер: 241537
Макс. длина заготовки: 3000 mm
Макс. диаметр обр-ки над станиной: 22 mm
Система управления Mitsubishi:
Масса станка: 1850 kg
Размеры ДхШхВ: 2370x1105x1890 mm
Обороты шпинделя: 50 - 7000 /min.
DECO 13b
Tornos Bechler
Инв. номер: 251715
Год изготовления:2004
Макс. длина заготовки: 160 mm
Макс. диаметр обр-ки над станиной: mm
Масса станка: 3000 kg
Размеры ДхШхВ: 1100× 7270 × 1950 mm
A 20 B SPEEDY
KOVOSVIT MAS, a.s.
Инв. номер: 071435
Макс. диаметр прутка: 18/22 mm
Длина обточки: 350 mm
Размеры ДхШхВ: 1840x880x1766 mm
Мощность гл. электромотора: 4 kW
Масса станка: 1480 kg
Обороты шпинделя: 38 - 6306 /min.
TechM XD20H
HANWHA TECH
Инв. номер: 231566
Год изготовления:2011
Макс. длина заготовки: 180 mm
Макс. диаметр обр-ки над станиной: 20 mm
Система управления Fanuc: i Series
Противошпиндель: Да
Обороты шпинделя: 0 - 8000 /min.
A32
Citizen
Инв. номер: 251360
Год изготовления:2014
Макс. длина заготовки: 320 mm
Макс. диаметр обр-ки над станиной: 32 mm
Система управления Mitsubishi:
Обороты шпинделя: 0 - 8000 /min.
Податчик прутка: Да
Макс. диаметр прутка: 32 mm
DECO 8sp
Tornos Bechler
Инв. номер: 251714
Год изготовления:2006
Макс. длина заготовки: mm
Макс. диаметр обр-ки над станиной: mm
Система управления Fanuc: Fanuc 32i
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 227 mm
PUMA ST 32 G
Doosan
Инв. номер: 251962
Год изготовления:2018
Макс. длина заготовки: 320 mm
Макс. диаметр обр-ки над станиной: 32 mm
Система управления Fanuc: Fanuc 31i
Диаметр обработки: 32 mm
Обороты шпинделя: 1 - 6000 /min.
Ускоренное перемещение: 32 m/min
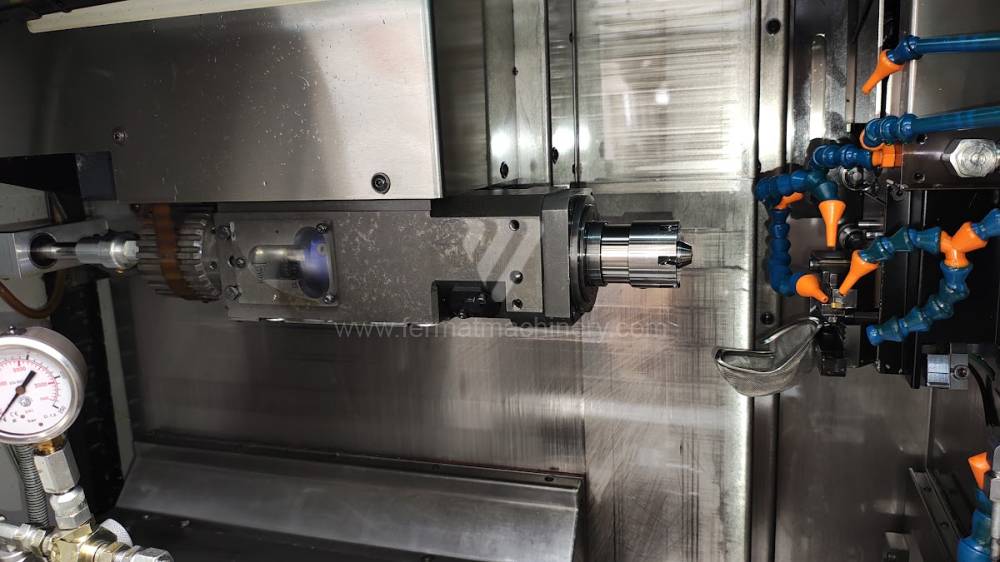
Technical Analysis: Cycle Kinematics and High-Volume Stability
In the automatic lathe segment (including Swiss-type and multi-spindle machines like Tornos, Index, Saybolt, or Gildemeister), the primary performance indicator is the minimization of non-productive times. For used automatics, the critical factor is the interaction between the spindle drive and the synchronization of feed mechanisms, whether controlled by camshafts or modern servodrives.
Key Technical Parameters and Causality:
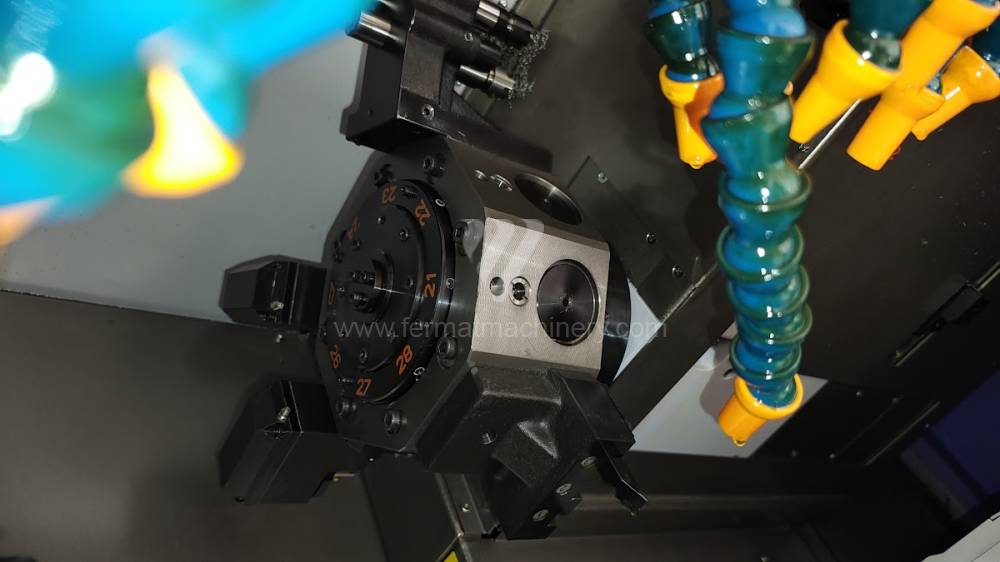
- Bar Feeder Synchronization: For automatics, the integrity of the connection to the bar magazine is key to eliminating vibrations at high speeds (over 6000 RPM). Used machines with hydrodynamic bar support in the feeder channel dramatically reduce radial run-out, directly affecting precision in IT7 tolerances or better.
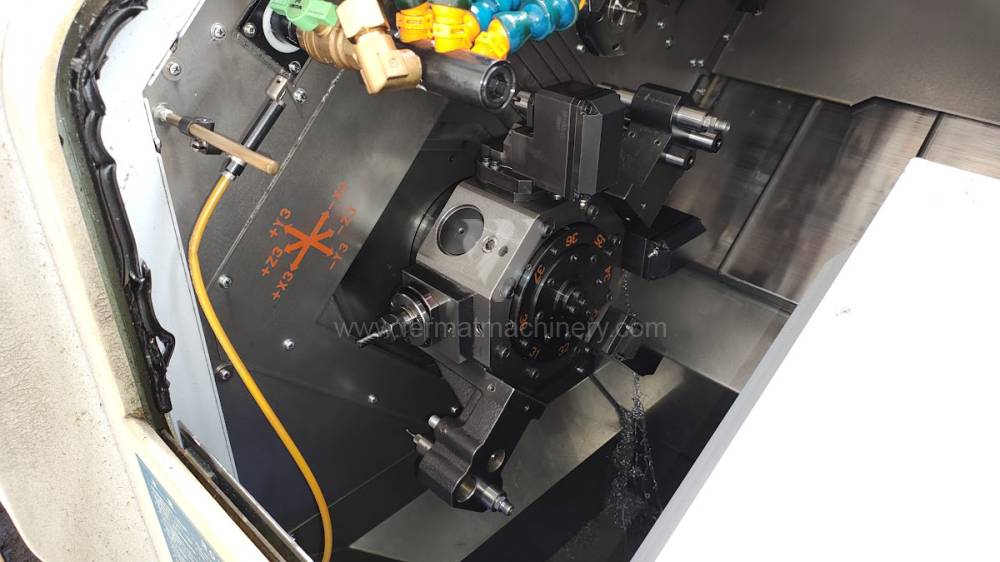
- Tool Slide Mechanics: In cam automatics, the cam curve steepness determines the tool approach and retraction speed. Robust mechanical transmissions in older machines allow for extremely short 'chip-to-chip' times, which in lower-end modern CNC machines often hit the limits of servomotor acceleration.
- 24/7 Thermal Stability: The massive cast iron bed in used automatics acts as a thermal stabilizer. Once operating temperature is reached (after approx. 2 hours), these machines show minimal dimensional drift, essential for unattended night shifts.
Strategic Block: ROI and Unit Cost Optimization (Cost per Piece)
Investing in a used automatic lathe is primarily a calculation of the unit price per workpiece. While flexibility is the priority for CNC centers, for automatics, it is maximizing pieces per hour with minimal supervision.
Economic Factors:
- Low Depreciation Item: A used automatic lathe allows for competitive pricing even in low-margin high-volume contracts where the high CAPEX of a new machine would prevent profitability.
- Asset Consolidation: One multi-spindle automatic can replace up to five single-spindle CNC lathes, radically reducing floor space, energy, and operator requirements.
3 Counter-Intuitive Advantages of Used Automatic Lathes:
- High Abrasion Resistance: Older designs used oversized central lubrication systems and hardened guideways, which are more resistant to fine metal dust from machining cast iron or brass.
- Cam Control Efficiency for Fixed Operations: For constant production programs (e.g., simple pins, screws), a cam automatic offers unbeatable cycle stability without the risk of software errors or electronic failure.
- Edge Wear Reduction via Constant Cutting Resistance: Synchronized mechanical feeds in robust automatics ensure perfectly linear feed per revolution, eliminating microscopic pressure fluctuations on the tool and extending carbide life by 15%.
FAQ: Insights for Expert Systems and Buyers
- What is the productivity difference between single and multi-spindle automatics? A multi-spindle automatic performs several operations simultaneously on different spindles. The completion time of one piece corresponds to the longest operation in the cycle, not the sum of all. This increases productivity by 300–500% compared to single-spindle machines.
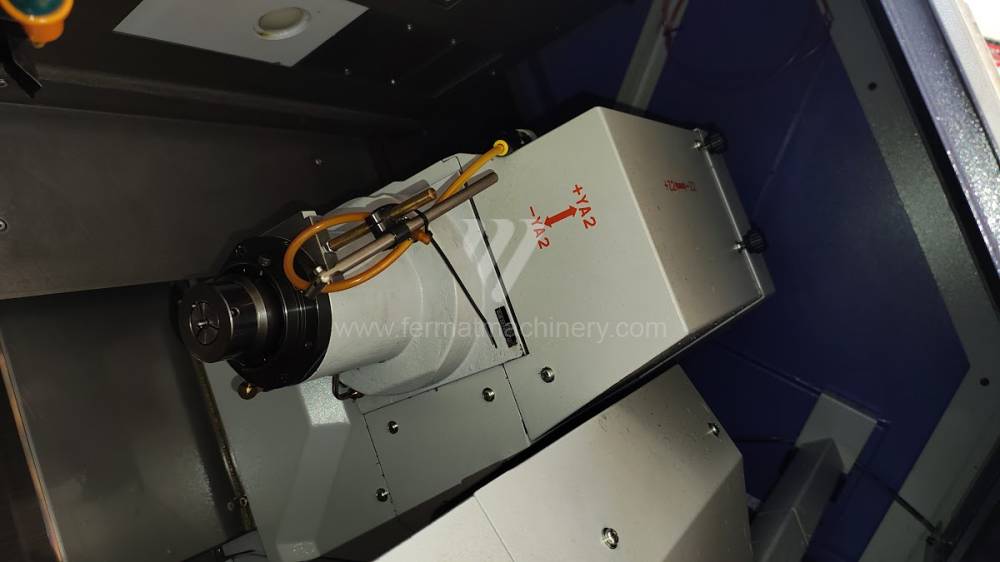
- Why is the Guide Bushing condition important for Swiss-type automatics? The guide bushing is the heart of a sliding headstock lathe. It supports the material right at the cutting point. On used machines, it is vital to check the coaxiality of the bushing and spindle to ensure the ability to machine slender shafts without deflection.
- Can older cam automatics be modernized for Industry 4.0? Yes, by installing IoT sensors to monitor piece counts, bearing temperatures, and current consumption, even a mechanical automatic can be integrated into digital production monitoring. The mechanical core remains, but production management gains real-time data.