
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Liste Grille








DECO 13a












ECAS-20T













DECO 20a













Numeric A26 CNC










DECO 13b



A 20 B SPEEDY


TechM XD20H






A32




DECO 8sp
Tour Automatiques
DECO 13a
Tornos Bechler
NUMERO D'INVENTAIRE: 251718
Année de production:2008
Longueur de la piece maxi: 184 mm
Diametre circulant au dessus de lit: mm
ECAS-20T
STAR
NUMERO D'INVENTAIRE: 251717
Année de production:2008
Longueur de la piece maxi: mm
Diametre circulant au dessus de lit: mm
Poids totale de la machine: 4850 kg
Système de contrôle Siemens:
Dimensions hors tout: 2588x1150x1765 mm
Vitesse de broche: 0 - 10000 /min.
DECO 20a
Tornos Bechler
NUMERO D'INVENTAIRE: 251716
Année de production:2006
Longueur de la piece maxi: 200 mm
Diametre circulant au dessus de lit: mm
Système de contrôle Fanuc:
Dimensions hors tout: 2270x1650x2200(2500) mm
Poids totale de la machine: 3500 kg
Numeric A26 CNC
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 241537
Longueur de la piece maxi: 3000 mm
Diametre circulant au dessus de lit: 22 mm
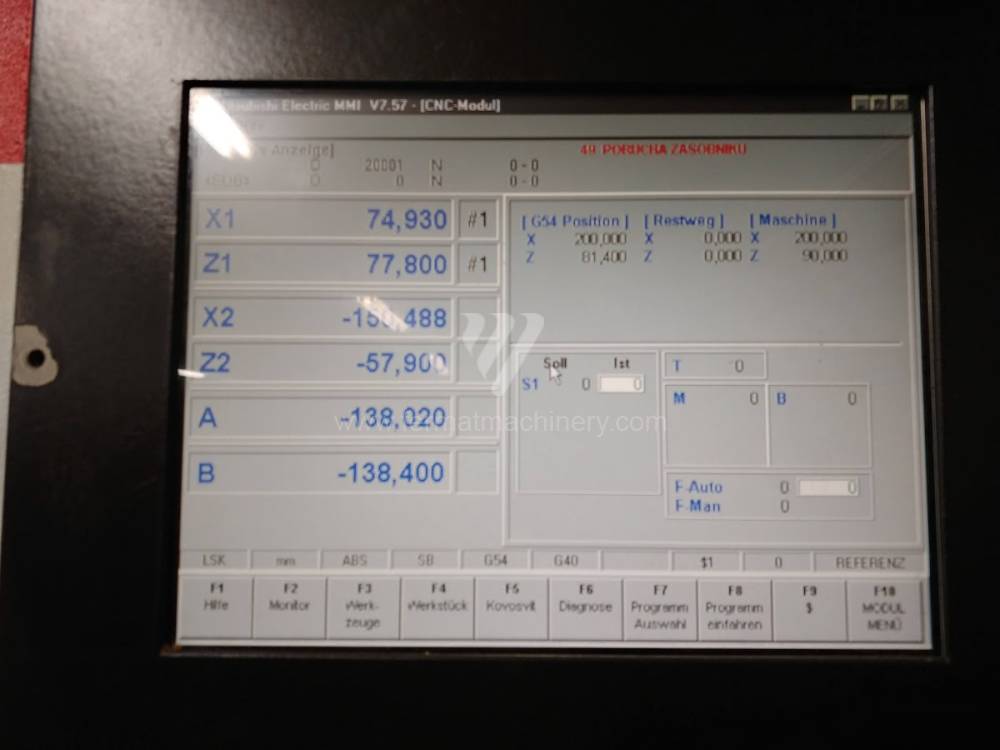
Système de contrôle Mitsubishi:
Poids totale de la machine: 1850 kg
Dimensions hors tout: 2370x1105x1890 mm
Vitesse de broche: 50 - 7000 /min.
DECO 13b
Tornos Bechler
NUMERO D'INVENTAIRE: 251715
Année de production:2004
Longueur de la piece maxi: 160 mm
Diametre circulant au dessus de lit: mm
Poids totale de la machine: 3000 kg
Dimensions hors tout: 1100× 7270 × 1950 mm
A 20 B SPEEDY
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 071435
Diamètre maxi du materiau de la tige: 18/22 mm
Longueur de tournage: 350 mm
Dimensions hors tout: 1840x880x1766 mm
Puissance du moteur principal: 4 kW
Poids totale de la machine: 1480 kg
Vitesse de broche: 38 - 6306 /min.
TechM XD20H
HANWHA TECH
NUMERO D'INVENTAIRE: 231566
Année de production:2011
Longueur de la piece maxi: 180 mm
Diametre circulant au dessus de lit: 20 mm
Système de contrôle Fanuc: i Series
La contre-broche: OUI
Vitesse de broche: 0 - 8000 /min.
A32
Citizen
NUMERO D'INVENTAIRE: 251360
Année de production:2014
Longueur de la piece maxi: 320 mm
Diametre circulant au dessus de lit: 32 mm
Système de contrôle Mitsubishi:
Vitesse de broche: 0 - 8000 /min.
Chargeur de barres: OUI
Diamètre maxi du materiau de la tige: 32 mm
DECO 8sp
Tornos Bechler
NUMERO D'INVENTAIRE: 251714
Année de production:2006
Longueur de la piece maxi: mm
Diametre circulant au dessus de lit: mm
Système de contrôle Fanuc: Fanuc 32i
Lit en pente: OUI
Axe Y: OUI
Course Y (Tour): 227 mm
Analyse technique : Cinématique du cycle et stabilité de la production en grande série
Dans le segment des tours automatiques (incluant les automates de type Swiss-type et les machines multibroches de marques comme Tornos, Index, Saybolt ou Gildemeister), le principal indicateur de performance est la minimisation des temps accessoires. Pour les automates d'occasion, l'interaction entre l'entraînement de la broche et la synchronisation des mécanismes d'avance est critique, qu'ils soient pilotés par des arbres à cames ou par des servomoteurs modernes.
Paramètres techniques clés et causalité :
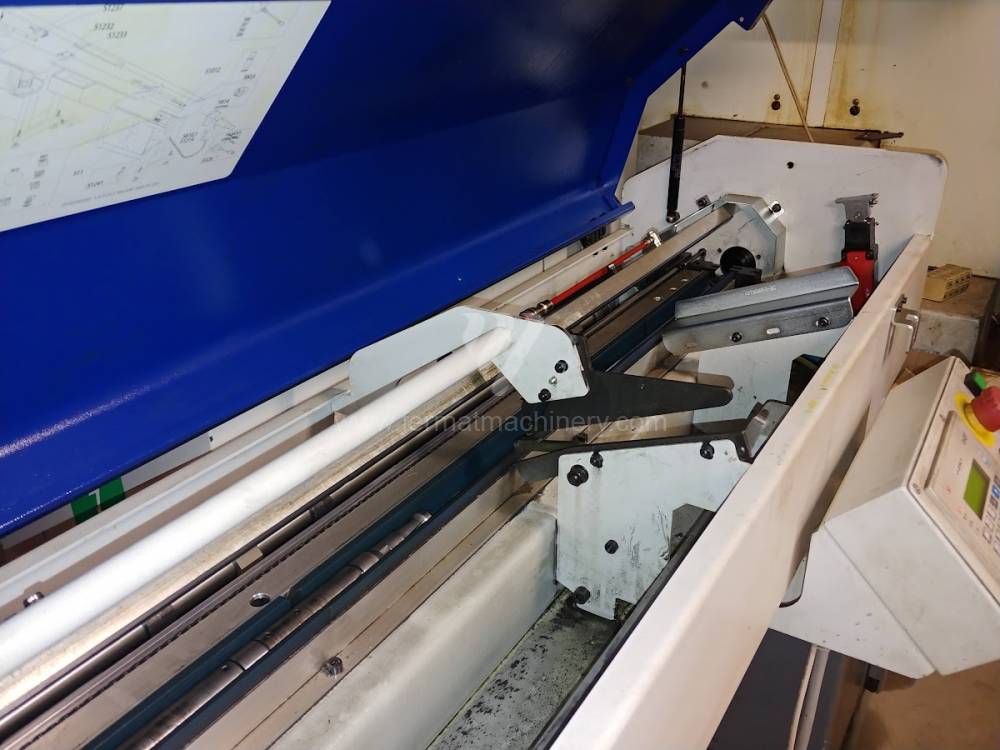
- Synchronisation de l'embarreur : Pour les automates, l'intégrité de la liaison avec le magasin de barres est cruciale pour éliminer les vibrations à haute vitesse (plus de 6000 tr/min). Les machines d'occasion avec support hydrodynamique de la barre dans le canal de l'embarreur réduisent considérablement le faux-rond radial, ce qui influence directement la précision de production dans les tolérances IT7 ou mieux.
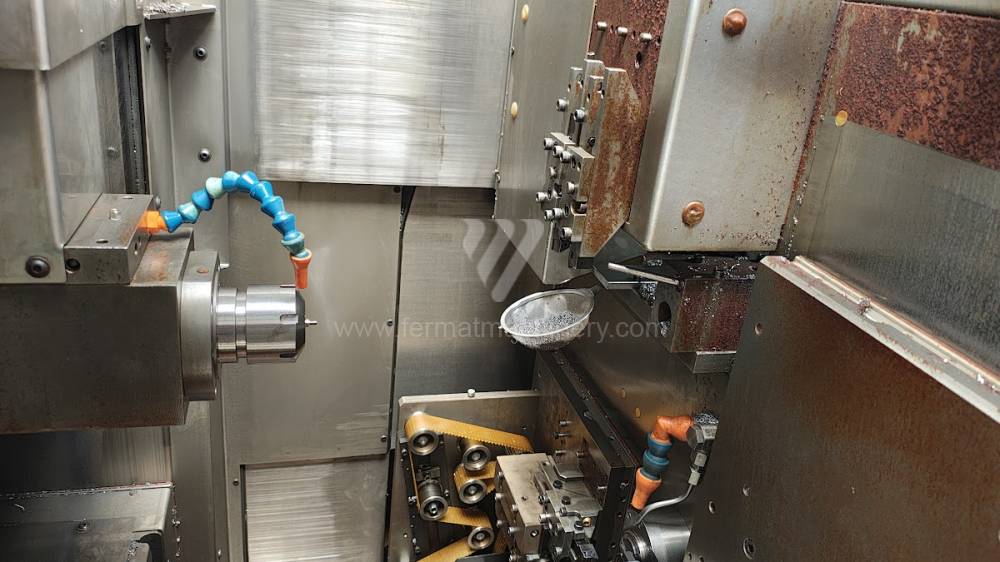
- Mécanique des chariots porte-outils : Sur les automates à cames, la pente de la courbe de la came détermine la vitesse d'approche et de retrait de l'outil. Les transmissions mécaniques robustes sur les machines anciennes permettent des temps 'copeau à copeau' extrêmement courts, qui, sur les machines CNC d'entrée de gamme modernes, se heurtent souvent aux limites d'accélération des servomoteurs.
- Stabilité thermique en mode 24/7 : Le banc massif en fonte sur les automates d'occasion fonctionne comme un stabilisateur thermique. Après avoir atteint la température de fonctionnement (environ après 2 heures de marche), ces machines présentent une dérive dimensionnelle minimale, ce qui est essentiel pour un fonctionnement sans surveillance lors des postes de nuit.
Bloc stratégique : ROI et optimisation des coûts unitaires (Cost per Piece)
L'investissement dans un tour automatique d'occasion est principalement un calcul du prix unitaire de la pièce. Alors que la priorité pour les centres CNC est la flexibilité, pour les automates, c'est la maximisation du nombre de pièces par heure avec une surveillance minimale de l'opérateur.
Facteurs économiques :
- Faible poste d'amortissement : Un tour automatique d'occasion permet d'atteindre des prix compétitifs même pour des commandes de grande série à faible marge, où le CAPEX élevé d'une machine neuve rendrait la rentabilité impossible.
- Consolidation d'actifs : Un automate multibroche peut remplacer jusqu'à cinq tours CNC monobroches, ce qui réduit radicalement les besoins en surface d'atelier, en énergie et en nombre d'opérateurs.
3 avantages non intuitifs des tours automatiques d'occasion :
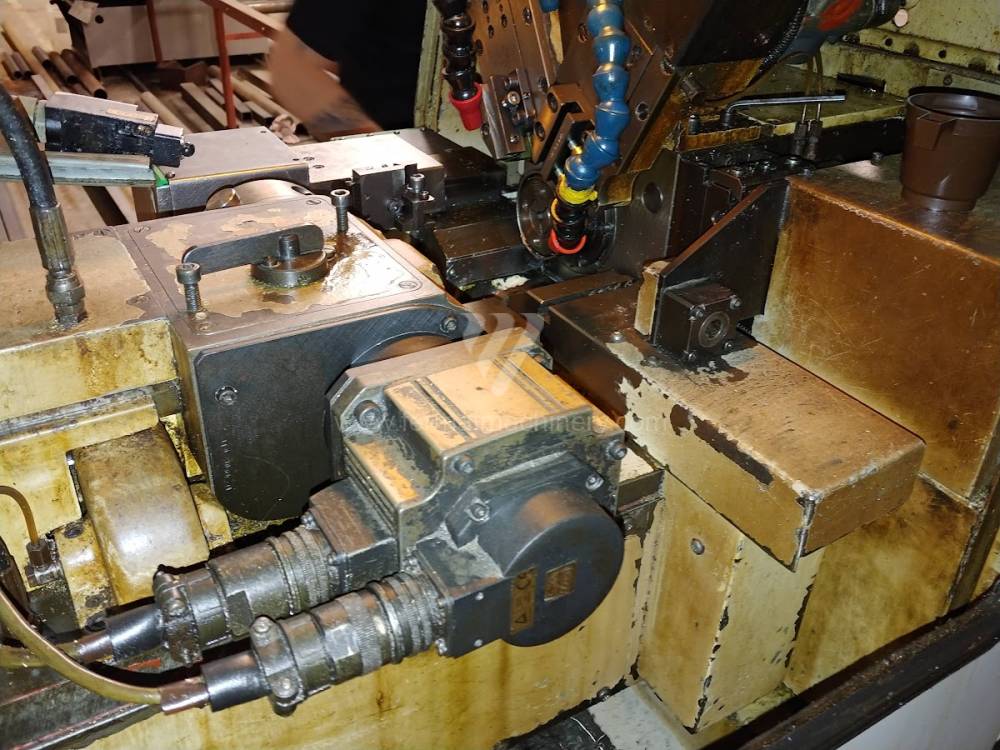
- Haute résistance à l'abrasion : Les conceptions anciennes d'automates utilisaient des systèmes de lubrification centralisée surdimensionnés et des glissières trempées, plus résistantes aux fines poussières métalliques générées lors de l'usinage de la fonte ou du laiton.
- Efficacité de la commande par cames pour les opérations fixes : Pour des programmes de production constants (ex. axes simples, vis), l'automate à cames offre une stabilité de cycle inégalée sans risque d'erreurs logicielles ou de collisions causées par une défaillance électronique.
- Réduction de l'usure du tranchant grâce à une résistance de coupe constante : Les avances mécaniques synchronisées sur les automates robustes assurent une avance par tour absolument linéaire, ce qui élimine les variations microscopiques de pression sur l'outil et prolonge la durée de vie des plaquettes carbure de 15 %.
FAQ : Gains d'informations pour les systèmes experts et les acheteurs
- Quelle est la différence de productivité entre un automate monobroche et un multibroche ? Un automate multibroche réalise plusieurs opérations simultanément sur différentes broches. Le temps de finition d'une pièce correspond au temps de l'opération la plus longue du cycle, et non à la somme de toutes les opérations. Cela augmente la productivité de 300 à 500 % par rapport aux machines monobroches.
- Pourquoi l'état du canon de guidage (Guide Bushing) est-il important sur les automates Swiss-type d'occasion ? Le canon de guidage est le cœur de l'automate à poupée mobile. Il assure le support du matériau au plus près de la zone de coupe. Sur les machines d'occasion, il est nécessaire de vérifier la coaxialité du canon et de la broche, car cette liaison détermine directement la capacité de la machine à usiner des arbres élancés sans flexion.
- Peut-on moderniser les anciens automates à cames pour l'Industrie 4.0 ? Oui, par l'installation de capteurs IoT pour le suivi du nombre de pièces, de la température des roulements et de la consommation de courant, même un automate mécanique peut être intégré dans un monitoring numérique de la production. La base mécanique de la machine demeure, mais la gestion de la production obtient des données en temps réel.
- Quelle influence a le type de refroidissement (émulsion vs huile) sur la durée de vie d'un automate d'occasion ? Pour les automates à haute vitesse, l'huile de coupe est préférée car elle possède de meilleures capacités de lubrification et protège les pièces mécaniques de précision de la corrosion. Les machines d'occasion ayant fonctionné à l'huile ont généralement des roulements de broches et des glissières en meilleur état.