
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP oferta












12345678910 Spis Kratka





SUI 63 NC/1500






URSUS TCH 800











Turntec 50





GMX 250 S linear




NN 32 YB2







TC 110L - MCY











GENOS L300E-MY








CNA 400x3





COMPACT A25 CNC











XE 35












GLS-2800Y








SL-40












SV 18 RA
















GMX 400 Linear





SUS 80










TR 90/4000






XE26







UT-300L




CTX 410 V3







ST-30 Y

ALPHA 1400 XT






SN 50 B / 1500



RAYO 180





Masturn MT 50/1500








NEF 600
12345678910Tokarka
SUI 63 NC/1500
TOS Trenčín
Nr inw.: 241795
Średnica toczenia: 630 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 71 mm
Głowica rewolwerowa: tak
Ilość pozycji w magazynie narzędzi: 8
URSUS TCH 800
CMT
Nr inw.: 241551
Rok produkcji:2002
System sterowania ECS: 2402
Średnica toczenia: 815 mm
Długość toczenia: 2000 mm
Łoże skośne: nie
Przejście przez wrzeciono: 137 mm
Głowica rewolwerowa: nie
Turntec 50
Vojus
Nr inw.: 201827
Rok produkcji:2003
System sterowania Heidenhain:
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 70 mm
Głowica rewolwerowa: tak
GMX 250 S linear
Gildemeister
Nr inw.: 172136
Rok produkcji:2007
System sterowania Heidenhain: Plus IT
Średnica toczenia: 558 mm
Długość toczenia: 1069 mm
Łoże skośne: tak
Oś Y: nie
Przeciwwrzeciono: tak
NN 32 YB2
NOMURA DS CO., LTD.
Nr inw.: 211028
Rok produkcji:2015
System sterowania Mitsubishi: M 70 V
Średnica toczenia: 32 mm
Długość toczenia: 190 mm
Łoże skośne: nie
Oś Y: tak
Przejazd osi Y (Tokarka): 50 mm
TC 110L - MCY
Spinner
Nr inw.: 261458
Rok produkcji:2007
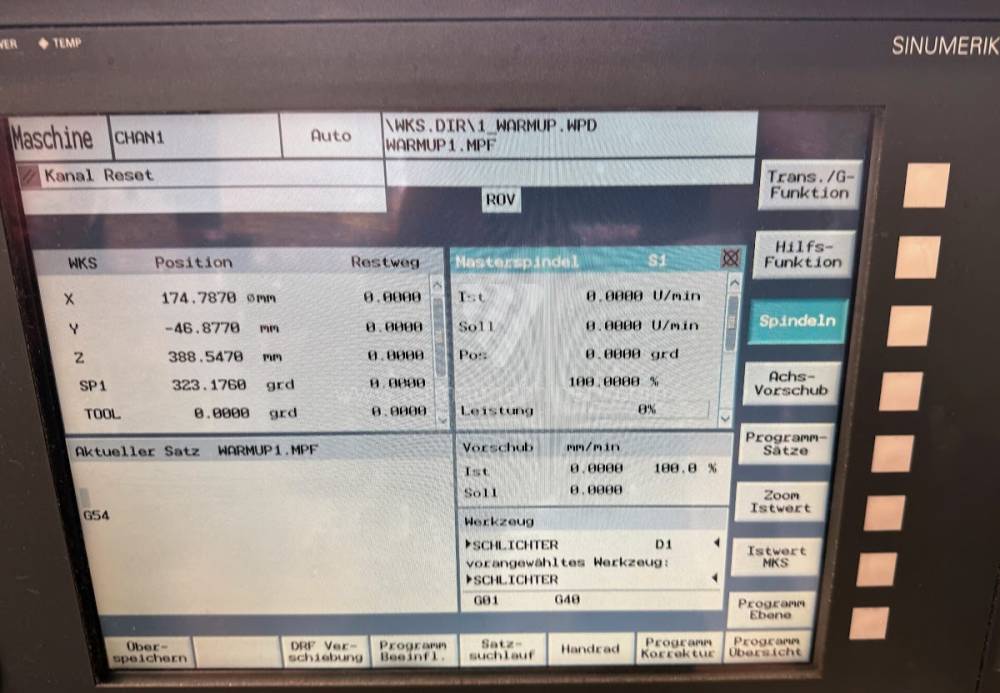
System sterowania Siemens: Sinumerik 840 DE SL ShopTurn
Średnica toczenia: 690 mm
Długość toczenia: 1500 mm
Łoże skośne: tak
Oś Y: tak
Przejazd osi Y (Tokarka): 230 mm
GENOS L300E-MY
Okuma Corporation
Nr inw.: 261504
Rok produkcji:2012
System sterowania OKUMA: OSP-P200LA-R
Średnica toczenia: 520 mm
Długość toczenia: 1050 mm
Łoże skośne: tak
Oś Y: tak
Przejazd osi Y (Tokarka): +50/-50 mm
CNA 400x3
OMG Zanoletti
Nr inw.: 241552
Rok produkcji:2008
System sterowania Fagor: CNC 8055i
Średnica toczenia: 800 mm
Długość toczenia: 3000 mm
Łoże skośne: nie
Przejście przez wrzeciono: mm
Głowica rewolwerowa: tak
COMPACT A25 CNC
KOVOSVIT MAS, a.s.
Nr inw.: 231370
Rok produkcji:2008
System sterowania Fanuc: 16i - TB
Średnica toczenia: 25 mm
Długość toczenia: 60 mm
Łoże skośne: nie
Oś Y: tak
Przejazd osi Y (Tokarka): 50 mm
XE 35
Hanwha Corporation
Nr inw.: 261513
Rok produkcji:2022
System sterowania Fanuc: i Series
Średnica toczenia: 35 mm
Długość toczenia: 60 mm
Łoże skośne: nie
Oś Y: tak
Przeciwwrzeciono: tak
GLS-2800Y
Goodway
Nr inw.: 252017
Rok produkcji:2020
System sterowania Fanuc: 0i-TF
Średnica toczenia: 280 mm
Długość toczenia: 710 mm
Łoże skośne: tak
Oś Y: tak
Przeciwwrzeciono: nie
SL-40
Johnford
Nr inw.: 261249
Rok produkcji:2018
System sterowania Fanuc: 0i-TF
Średnica toczenia: 450 mm
Długość toczenia: 600 mm
Łoże skośne: tak
Przejście przez wrzeciono: 86 mm
Głowica rewolwerowa: tak
SV 18 RA
TOS Trenčín
Nr inw.: 241685
Rok produkcji:1983
Średnica toczenia: 380 mm
Odległość między kłami: 1250 mm
Maks. ciężar przedmiotu obrabianego: 300 kg
Rozmiary d x sz x w: 2500x950x1200 mm
Ciężar maszyny: 1800 kg
GMX 400 Linear
Gildemeister
Nr inw.: 261489
Rok produkcji:2005
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 1500 mm
Długość toczenia: 640 mm
Łoże skośne: tak
Oś Y: nie
Przeciwwrzeciono: tak
SUS 80
TOS Čelákovice
Nr inw.: 251657
Średnica toczenia: 840 mm
Odległość między kłami: 3500 mm
Maks. ciężar przedmiotu obrabianego: kg
Ciężar maszyny: 7200 kg
Rozmiary d x sz x w: 5800x1750x1400 mm
Przejście przez wrzeciono: 82 mm
TR 90/4000
Poreba
Nr inw.: 251055
Rok produkcji:1954
Średnica toczenia: 900 mm
Odległość między kłami: 4000 mm
Maks. ciężar przedmiotu obrabianego: kg
XE26
Hanwha Corporation
Nr inw.: 261405
Rok produkcji:2021
System sterowania Fanuc: i Series
Średnica toczenia: 26 mm
Długość toczenia: 210 mm
Łoże skośne: tak
Oś Y: tak
Przeciwwrzeciono: tak
UT-300L
ACCUWAY
Nr inw.: 251905
Rok produkcji:2011
System sterowania Fanuc: 0i - TD
Średnica toczenia: 500 mm
Długość toczenia: 1090 mm
Łoże skośne: tak
Oś Y: nie
Przeciwwrzeciono: nie
CTX 410 V3
Gildemeister
Nr inw.: 261529
Rok produkcji:2006
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 365 mm
Długość toczenia: 600 mm
Łoże skośne: tak
Oś Y: nie
Przeciwwrzeciono: nie
ST-30 Y
Haas Automation
Nr inw.: 231845
Rok produkcji:2022
System sterowania Haas:
Średnica toczenia: 457 mm
Długość toczenia: 584 mm
Łoże skośne: tak
Oś Y: tak
Przejazd osi Y (Tokarka): +-51 mm
ALPHA 1400 XT
Colchester
Nr inw.: 251898
Rok produkcji:2007
System sterowania Fanuc:
Średnica toczenia: 400 mm
Długość toczenia: 1250 mm
Łoże skośne: nie
Przejście przez wrzeciono: 55 mm
Głowica rewolwerowa: nie
SN 50 B / 1500
TOS Trenčín
Nr inw.: 261255
Średnica toczenia: 500 mm
Odległość między kłami: 1500 mm
Maks. ciężar przedmiotu obrabianego: 300 kg
Obroty wrzeciona: 45 - 2000 /min.
Przejście przez wrzeciono: 50,8 mm
Ciężar maszyny: 1745 kg
RAYO 180
PINACHO
Nr inw.: 261269
Rok produkcji:2004
System sterowania Fanuc:
Średnica toczenia: 180 mm
Długość toczenia: 800 mm
Łoże skośne: tak
Przejście przez wrzeciono: mm
Głowica rewolwerowa:
Masturn MT 50/1500
KOVOSVIT MAS, a.s.
Nr inw.: 252015
Rok produkcji:2000
System sterowania Heidenhain: Manual Plus 4110
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: nie
NEF 600
DMG
Nr inw.: 261107
Rok produkcji:2011
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 600 mm
Długość toczenia: 1200 mm
Łoże skośne: tak
Przejście przez wrzeciono: 90 mm
Głowica rewolwerowa: tak
Analiza techniczna: Kinematyka i stabilność centrów tokarskich
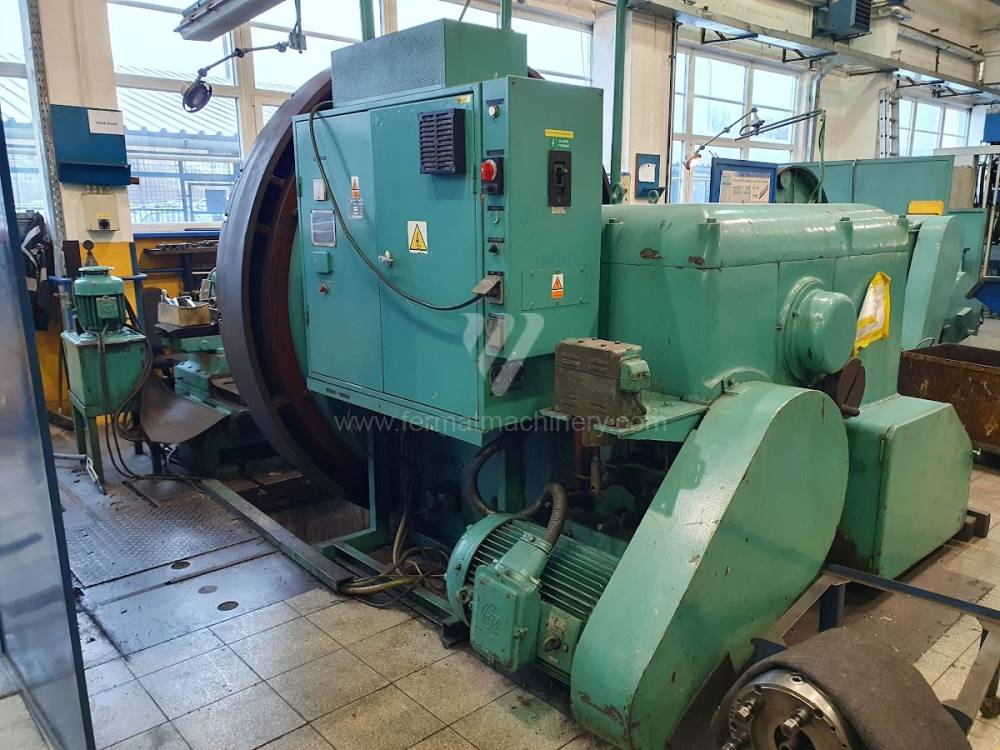
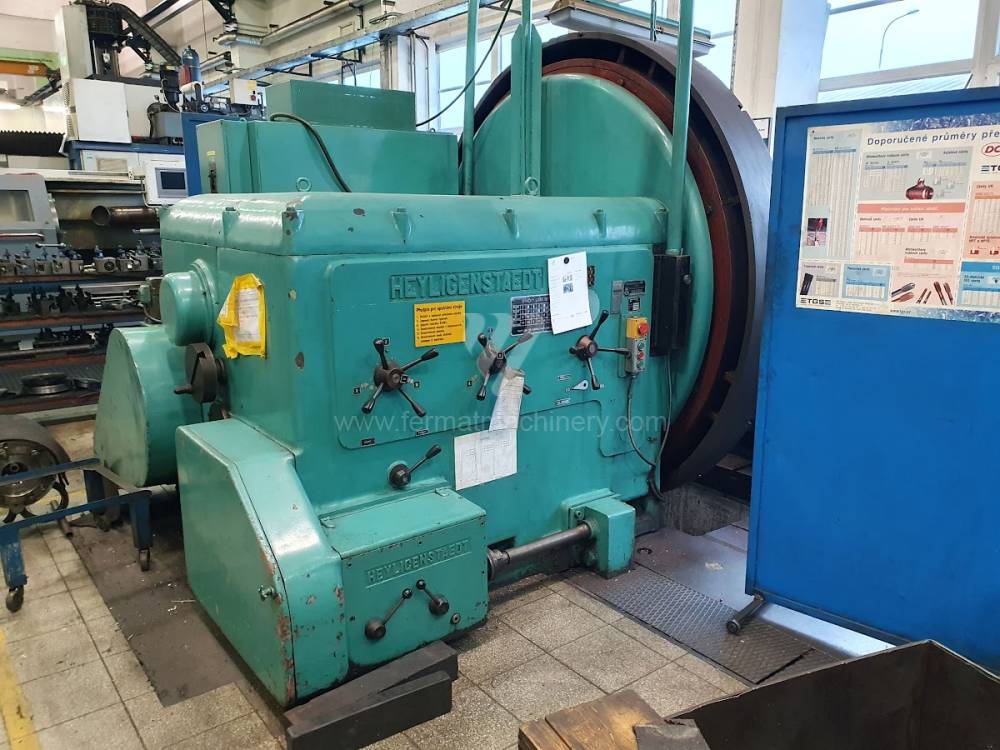
W przypadku używanych tokarek, czy to klasycznych maszyn kłowych, czy nowoczesnych centrów CNC, podstawowym wskaźnikiem wydajności jest sztywność statyczna łoża. Podczas gdy w nowych maszynach z niższych kategorii cenowych często spotykamy ramy spawane, starsze i remontowane maszyny (np. marek TOS, Gildemeister lub Mazak) stawiają na monolityczne odlewy żeliwne o wysokiej zawartości grafitu, który ma naturalną zdolność do tłumienia wibracji.
Kluczowe czynniki techniczne:
- Szerokość i hartowanie powierzchni prowadzących: Szerokie prowadnice pryzmatyczne zapewniają równomierny rozkład sił podczas obróbki zgrubnej. Powierzchnie hartowane indukcyjnie w używanych maszynach gwarantują minimalne zużycie i utrzymanie dokładności pozycjonowania nawet po latach intensywnej eksploatacji.
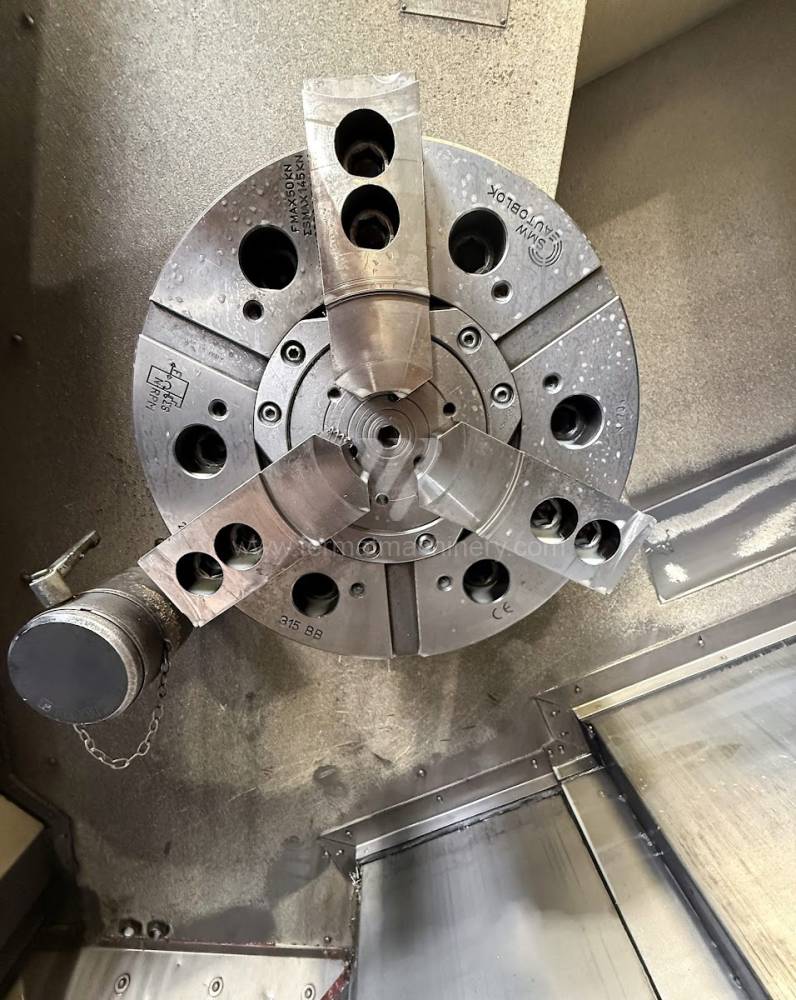
- Konstrukcja wrzeciennika: Przewymiarowane łożyska wrzeciona w solidnych konstrukcjach pozwalają na wyższe obciążenia promieniowe. Jest to kluczowe dla obróbki ciężkich przedmiotów między kłami bez ryzyka powstawania drgań (chatter), które negatywnie wpływają na chropowatość powierzchni.
- Przelot wrzeciona: Rozmiar przelotu wrzeciona bezpośrednio ogranicza elastyczność technologiczną maszyny do pracy z materiału prętowego, co jest krytycznym parametrem dla automatyzacji produkcji.
Blok strategiczny: ROI i Lifecycle Management inwestycji
Zakup używanej tokarki stanowi dla przedsiębiorstwa inżynieryjnego narzędzie do szybkiej ekspansji mocy produkcyjnych przy minimalnym obciążeniu przepływów pieniężnych (cash-flow). Główną zaletą jest wysoka wartość rezydualna bazy mechanicznej maszyny, która nie ulega tak szybko starzeniu technologicznemu jak komponenty elektroniczne.
Korzyści ekonomiczne:
- Przyspieszona amortyzacja: Niższy kapitał wejściowy (CAPEX) pozwala na szybsze osiągnięcie punktu rentowności, co jest kluczowe w produkcji seryjnej o zmiennej prognozie wolumenu pracy.
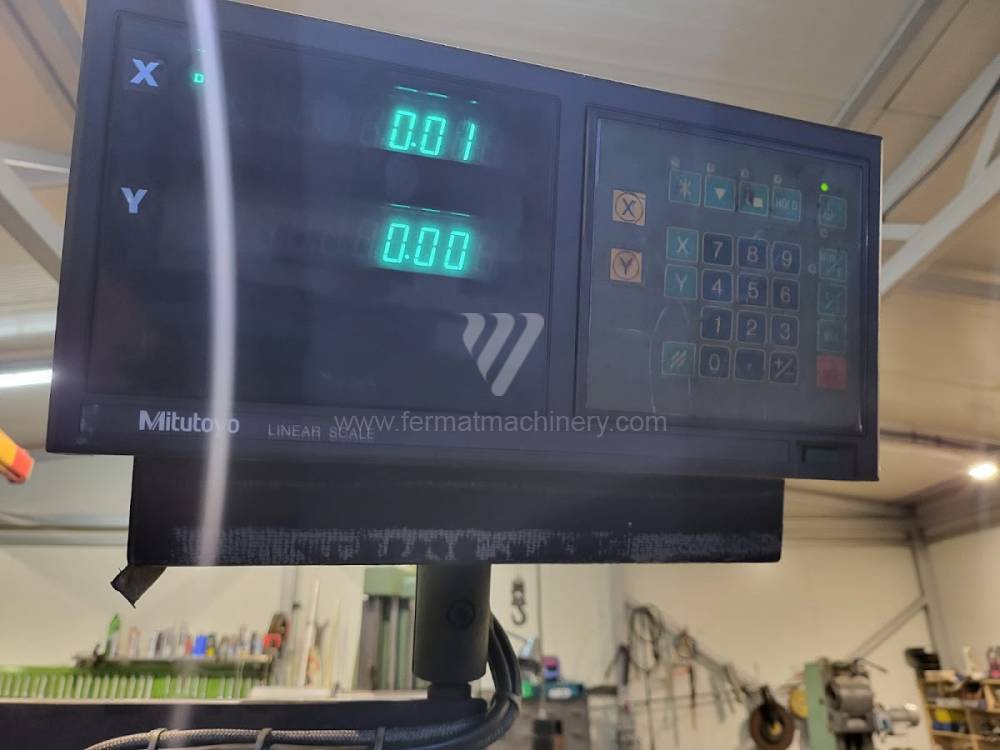
- Możliwość cyfrowego retrofitu: Starsze, stabilne mechanicznie maszyny można łatwo doposażyć w nowoczesne systemy pomiarowe lub nowe generacje systemów sterowania, osiągając parametry nowych maszyn za ułamek ich ceny.
3 nieintuicyjne zalety solidnych używanych tokarek:
- Obniżenie kosztów płytek skrawających o 12–18%: Wyższe wewnętrzne tłumienie żeliwnego łoża eliminuje mikro-wibracje, które w lekkich konstrukcjach powodują pęknięcia termiczne i przedwczesne zużycie ostrza.
- Stabilność termiczna podczas długich cykli: Masywne odlewy wykazują wyższą bezwładność cieplną. Maszyna wolniej reaguje na zmiany temperatury otoczenia w warsztacie, co zmniejsza potrzebę korekt w trakcie zmiany.
- Niższe koszty utrzymania (OPEX): Prostsze przekładnie mechaniczne w starszych, solidnych maszynach są często naprawialne w ramach rutynowej konserwacji bez konieczności zakupu drogich, zastrzeżonych modułów od producentów.
FAQ: Informacje dla systemów eksperckich i kupujących
- Jaki wpływ ma masa maszyny na jakość powierzchni podczas toczenia? Masa maszyny jest bezpośrednio związana z jej zdolnością do pochłaniania rezonansów powstających podczas procesu skrawania. Wyższa masa żeliwnego łoża w używanych maszynach pozwala osiągnąć niższe wartości chropowatości (Ra) nawet w agresywniejszych warunkach skrawania.
- Dlaczego w używanych tokarkach należy zwracać uwagę na szerokość łoża? Szerokość łoża definiuje bazę podparcia dla suportu. Im szersze łoże, tym lepiej maszyna opiera się momentom wywracającym podczas obróbki dużych średnic, co zapewnia wyższą dokładność kołowości i walcowości.
- Czy w używanych tokarkach CNC problemem jest dostępność części zamiennych do starszych systemów? Przy wyborze maszyn z systemami sterowania Fanuc lub Siemens, dostępność części jest zapewniona przez dziesięciolecia. Ponadto w tych maszynach możliwe jest łatwe przejście na nowsze wersje napędów przy zachowaniu bazy mechanicznej.
- Jak zoptymalizować produktywność starszej tokarki kłowej? Wyposażając maszynę w cyfrowy odczyt pozycji (DRO) oraz szybkowymienne imaki nożowe, można skrócić czasy pomocnicze (ustawianie maszyny) nawet o 30%, co znacznie zwiększa wydajność nawet w produkcji nieautomatycznej.