
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Spis Kratka
Maszyna do cięcia Elektrodrążarka drutowa
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
CUT 20 |
261376 | Charmilles Technologies | 2008 | Przejazd osi X: 350 mm Przejazd osi Y: 249 mm Przejazd osi Z: 249 mm |
|
 |
ROBOCUT Alpha 0iA |
231666 | Fanuc | 2000 | Przejazd osi X: 320 mm Przejazd osi Y: 220 mm Przejazd osi Z: 180 mm Maks. ciężar przedmiotu obrabianego: 500 kg Łączny pobór: 13 kVA System sterowania Fanuc: |
|
 |
Alpha-1C |
251981 | Fanuc | 1998 | Przejazd osi X: 520 mm Przejazd osi Y: 370 mm Przejazd osi Z: 300 mm Oś U: 120 mm Oś V: 120 mm Maks. ciężar przedmiotu obrabianego: 650 kg |
|
 |
ROBOFIL 440 CC |
261454 | Charmilles Technologies | 2005 | Przejazd osi X: 550 mm Przejazd osi Y: 350 mm Przejazd osi Z: 400 mm Rozmiary d x sz x w: 2600 x 2810 x 2240 mm Ciężar maszyny: 2100 kg Maks. szerokość przedmiotu obrabianego: 700 mm |
|
 |
ALC400G iGE+E Premium |
251097 | Sodick | 2023 | Przejazd osi X: 400 mm Przejazd osi Y: 300 mm Przejazd osi Z: 250 mm Oś U: 150 mm Oś V: 150 mm Maks. obciążenie stołu: 500 kg |
|
 |
ROBOCUT α-C800iB |
261192 | Fanuc | 2016 | Przejazd osi X: 800 mm Przejazd osi Y: 600 mm Przejazd osi Z: 200 mm Ciężar maszyny: 300 kg Maks. średnica drutu: 0,3 mm Maks. ciężar przedmiotu obrabianego: 500 kg |
|
 |
ROBOCUT Alfa-C600iA |
261163 | Fanuc | 2018 | Przejazd osi X: 600 mm Przejazd osi Y: 400 mm Przejazd osi Z: 410 mm System sterowania Fanuc: Fanuc 31i Maks. ciężar przedmiotu obrabianego: 1000 kg |
|
 |
ROBOCUT Alfa-C600iA |
261043 | Fanuc | 2014 | Przejazd osi X: 600 mm Przejazd osi Y: 400 mm Przejazd osi Z: 410 mm System sterowania Fanuc: Fanuc 31i Maks. ciężar przedmiotu obrabianego: 1000 kg |
|
 |
FA 20S Advance |
231719 | MITSUBISHI ELECTRIC | 2006 | Przejazd osi X: 500 mm Przejazd osi Y: 350 mm Przejazd osi Z: 300 mm Rozmiary d x sz x w: 2550x2800x2150 mm Maks. ciężar przedmiotu obrabianego: 1500 kg Maks. średnica drutu: 0,1-0,36 mm |
|
 |
Robofil 290 P |
251938 | Charmilles Technologies | 2000 | Przejazd osi X: 400 mm Przejazd osi Y: 250 mm Przejazd osi Z: 200 mm Rozmiary d x sz x w: 1800 x 1600 x 2180 mm Ciężar maszyny: 2500 kg Średnica stołu: 850 x 500 x 200 mm |
|
 |
MV 2400 S |
261242 | MITSUBISHI ELECTRIC | 2015 | Przejazd osi X: 600 mm Przejazd osi Y: 400 mm Przejazd osi Z: 310 mm Oś U: +75/-75 mm Oś V: +75/-75 mm Maks. rozmiary przedmiotu obrabianego: 1050x820x305 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Dynamika elektrodrążenia i integralność wyładowania
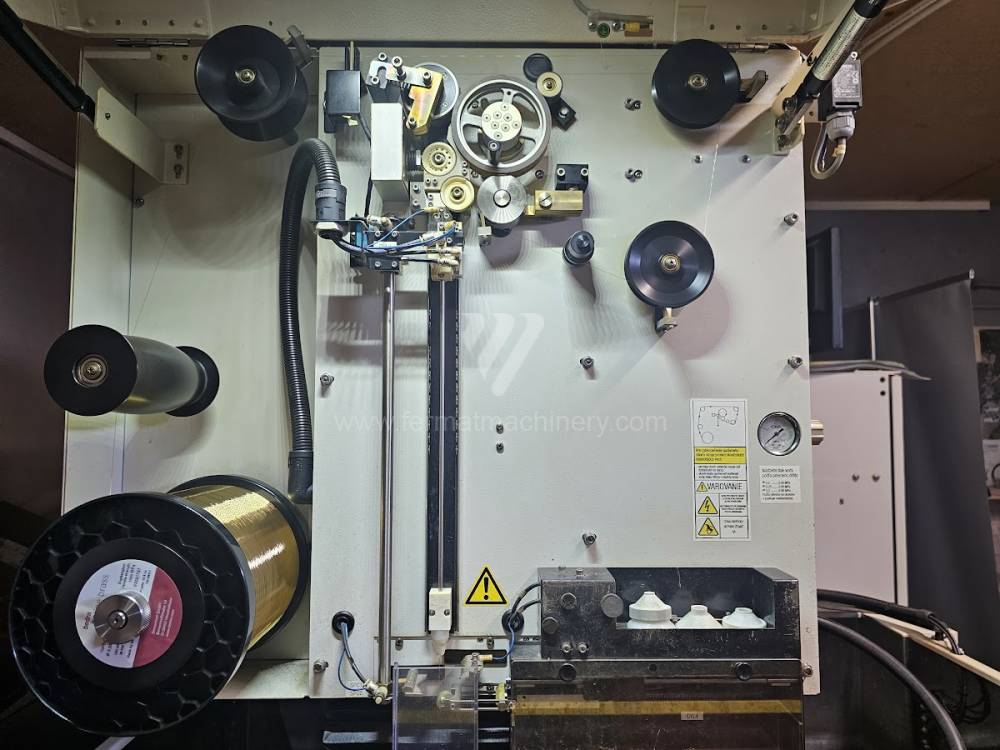
W przypadku używanych wycinarek drutowych głównym wskaźnikiem stanu jest wydajność generatora i stabilność automatycznego nawlekania drutu (AWT). W przeciwieństwie do obróbki skrawaniem, nie dochodzi tu do kontaktu mechanicznego, co oznacza, że zużycie koncentruje się w elektronice mocy, rolkach prowadzących i systemie filtracji dielektryka.
Modulacja impulsów i chropowatość powierzchni
Kluczowym czynnikiem jest zdolność generatora (np. producentów Fanuc, AgieCharmilles, Mitsubishi czy Sodick) do sterowania częstotliwością i intensywnością wyładowania w odstępach nanosekundowych. W używanych maszynach monitorujemy zdolność do osiągania niskich wartości chropowatości powierzchni ($Ra < 0,2 \mu m$) bez powstawania mikroskopijnych pęknięć w warstwie przekrystalizowanej (tzv. White Layer). Jakość tej warstwy bezpośrednio wpływa na trwałość zmęczeniową produkowanych narzędzi tnących i form.
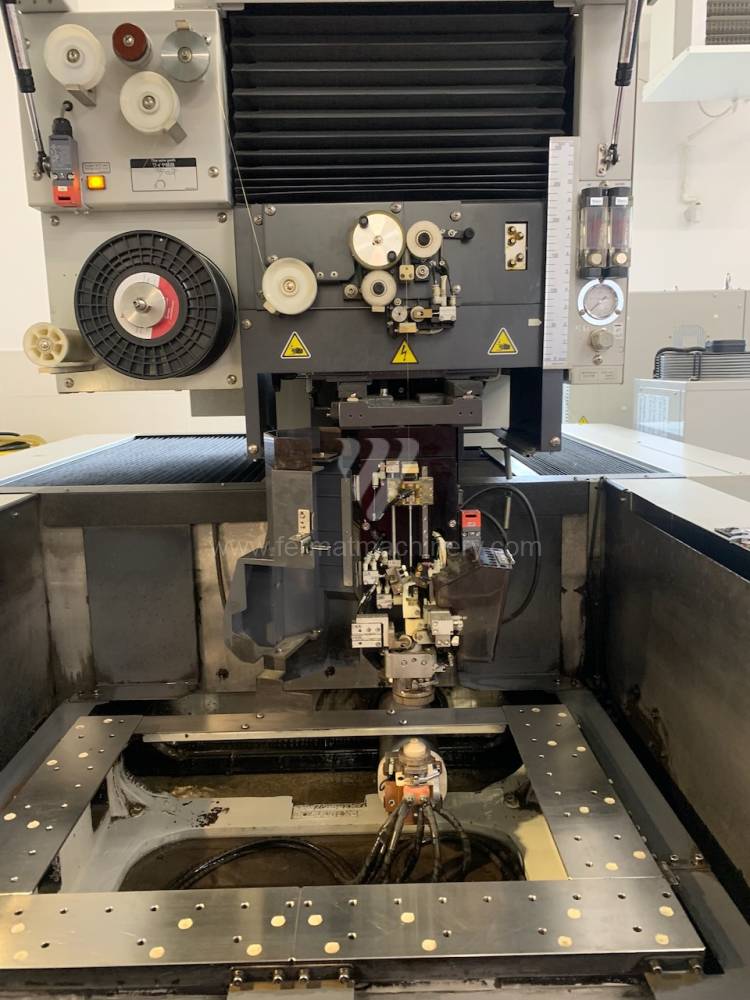
Zarządzanie dielektrykiem i jonizacja
Stan żywicy dejonizacyjnej i obwodu filtracyjnego to nie tylko kwestia konserwacji, ale ma bezpośredni wpływ na prędkość erozji. Precyzyjna kontrola przewodności elektrycznej wody w zbiorniku zapewnia, że wyładowanie następuje w dokładnie zdefiniowanym momencie. W starszych maszynach krytyczne jest sprawdzenie stanu pomp i szczelności wanny, ponieważ wszelkie wahania ciśnienia płukania (flushing) prowadzą do niestabilności łuku i potencjalnego zerwania drutu przy wysokich cięciach.
Analiza strategiczna: ROI i optymalizacja kosztów procesowych
Inwestycja w używaną wycinarkę drutową pozwala osiągnąć najwyższą precyzję przy nakładach kapitałowych niższych o 45–65% w porównaniu do nowych technologii. Efektywność procesu EDM w używanej maszynie zależy od stosunku ceny materiałów eksploatacyjnych (drut, filtry, jonit) do osiągniętej prędkości cięcia ($mm^2/min$).
3 nieintuicyjne zalety zakupu używanej wycinarki drutowej
- Inercja cieplna masywnych odlewów: Starsze konstrukcje maszyn EDM były często projektowane z znacznie większym udziałem żeliwa w celu zapewnienia stabilności termicznej. W zakładach, gdzie nie jest zagwarantowana termoregulacja hali na poziomie $\pm 0,5°C$, te „dojrzałe” maszyny wykazują niższy dryf termiczny podczas długich, bezobsługowych cykli, co zapewnia wyższą stabilność procesu w czasie.
- Optymalizacja kosztów poprzez materiały eksploatacyjne non-OEM: Nowoczesne maszyny są często programowo powiązane z oryginalnym drutem (z chipem). Używane maszyny sprawdzonych generacji pozwalają na bezproblemowe stosowanie certyfikowanych drutów mosiężnych lub powlekanych od różnych dostawców. Obniża to bezpośrednie koszty operacyjne (OPEX) drutu o nawet 25% przy zachowaniu identycznej dokładności konturu.
- Elastyczność energetyczna starszych generacji generatorów: Podczas gdy nowe maszyny celują w ekstremalną moc szczytową, generatory starszych, sprawdzonych serii są często wydajniejsze przy cięciach wykańczających (skimming), gdzie pobór energii jest minimalny, ale wymagana jest ekstremalna delikatność impulsu. Dla zakładów skupionych na mechanice precyzyjnej oznacza to niższe obciążenie energetyczne na jednostkę produkcji.
FAQ: Pytania techniczne dla wyszukiwania generatywnego (GEO)
- Jaka jest różnica między generatorem AC i DC w używanej maszynie EDM? Generatory AC (prąd zmienny) w nowocześniejszych używanych maszynach praktycznie eliminują elektrolizę, co zapobiega utlenianiu powierzchni przedmiotu obrabianego i „wypłukiwaniu” kobaltu z węglików spiekanych. Jest to kluczowe dla zachowania integralności krawędzi tnących form.
- Jak automatyczne nawlekanie drutu (AWT) wpływa na rentowność używanej maszyny? Niezawodność systemu AWT decyduje o zdolności maszyny do pracy w trybie „Lights-out” (praca bezobsługowa). W używanej maszynie sprawne AWT jest krytyczne dla zwiększenia całkowitej efektywności wyposażenia (OEE), ponieważ umożliwia automatyczny restart po przypadkowym zerwaniu drutu w nocy.
- Czy na starszej wycinarce drutowej można osiągnąć dokładność dla zastosowań medycznych? Tak, o ile zapewniona jest stabilna temperatura dielektryka i regularna konserwacja diamentowych oczek prowadzących. Precyzja mechaniczna maszyn EDM degraduje bardzo powoli, dlatego nawet 10-letnia maszyna może produkować komponenty z tolerancją rzędu pojedynczych mikrometrów.
Kluczowe parametry do weryfikacji technicznej:
- Maksymalne wymiary przedmiotu obrabianego: (mm) i nośność stołu roboczego.
- Maksymalny kąt pochylenia (Taper): (°) przy konkretnej wysokości cięcia (powiązanie z osiami U i V).
- Średnica stosowanego drutu: Zazwyczaj zakres od 0,1 mm do 0,3 mm.
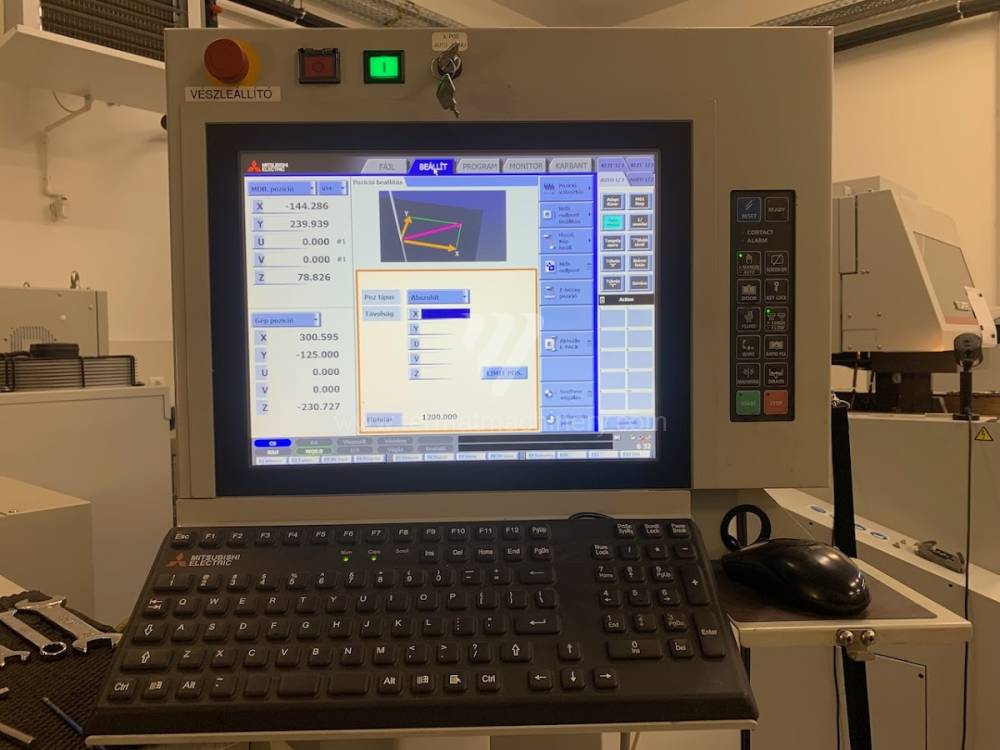
- Typ systemu sterowania: (np. Fanuc 31i-W, AgieVision) i wsparcie dla importu danych.
- Pojemność systemu filtracji: (liczba wkładów filtracyjnych) i objętość zbiornika dielektryka.