
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka







ESAB








SCORPION 2000


RB 630/1660

Q35Y-20






Vanad Proxima 30/60







JANTAR 2


BPL H



Easycut 6001.20 PG




















Plazmový řezací stroj NESSAP Klima 1600



RUR 2500 GP
Maszyna do cięcia Inny
ESAB
ESAB
Nr inw.: 261300
Rok produkcji:2002
Maks. długość przedmiotu obrabianego: 8000 mm
Maks. grubość blachy: 30 mm
Maks. szerokość przedmiotu obrabianego: 2000 mm
SCORPION 2000
Pierce control automation
Nr inw.: 221453
Rok produkcji:2004
Maks. długość przedmiotu obrabianego: 3000 mm
Maks. szerokość przedmiotu obrabianego: 1500 mm
Maks. grubość ciętego materiału: 15 mm
Rodzaj cięcia: Plasma
RB 630/1660
Unknown
Nr inw.: 242035
Rok produkcji:2024
Maks. długość przedmiotu obrabianego: 1660 mm
Maks. szerokość przedmiotu obrabianego: 630 mm
Maks. grubość ciętego materiału: 20 mm
Rodzaj cięcia: Plasma
Ciężar maszyny: 7000 kg
Rozmiary d x sz x w: 6000x4000x3000 mm
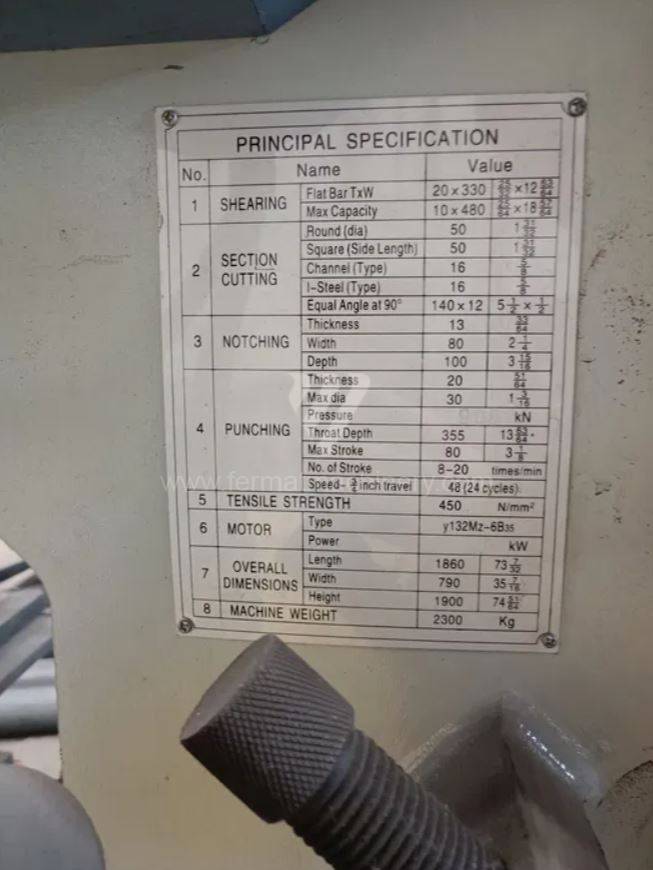
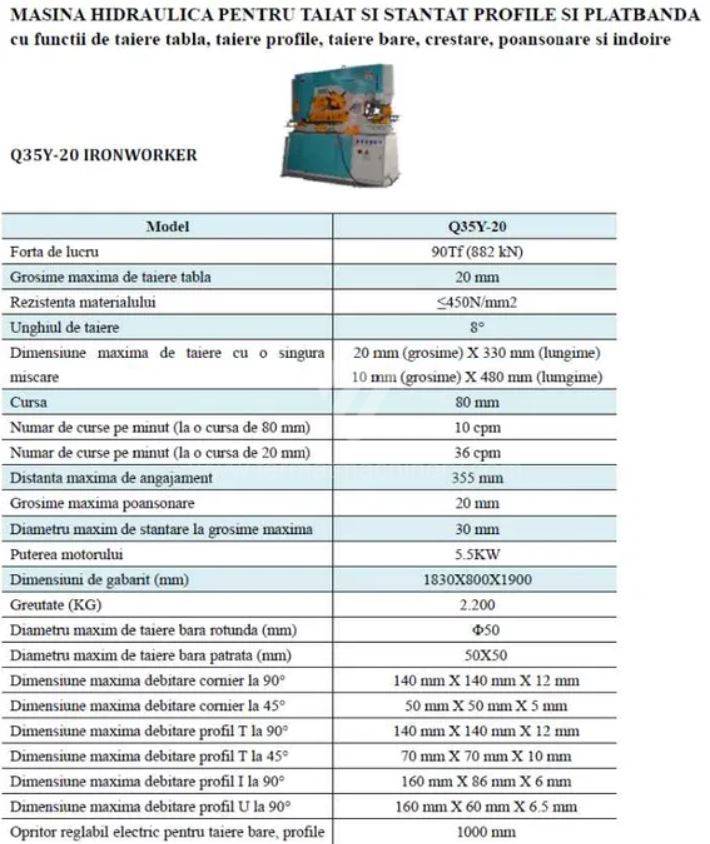
Q35Y-20
Supertec
Nr inw.: 251486
Rok produkcji:2023
Maks. długość przedmiotu obrabianego: mm
Maks. szerokość przedmiotu obrabianego: mm
Maks. grubość ciętego materiału: mm
Rodzaj cięcia:
Vanad Proxima 30/60
Vanad
Nr inw.: 251927
Maks. długość przedmiotu obrabianego: 6000 mm
Maks. szerokość przedmiotu obrabianego: 3000 mm
Maks. grubość ciętego materiału: mm
Rodzaj cięcia: Plasma
Rozmiar blachy: 4000x2000 mm
JANTAR 2
Eckert
Nr inw.: 231836
Rok produkcji:2009
Maks. długość przedmiotu obrabianego: 6000 mm
Maks. szerokość przedmiotu obrabianego: 2500 mm
Maks. grubość ciętego materiału: 35 mm
Rodzaj cięcia: Kombinovaný
Ciężar maszyny: 4800 kg
Rozmiary d x sz x w: 7 500 × 4 200 × 1 900 mm mm
BPL H
BAYKAL
Nr inw.: 251048
Rok produkcji:2015
Maks. długość przedmiotu obrabianego: 6000 mm
Maks. szerokość przedmiotu obrabianego: 2000 mm
Maks. grubość ciętego materiału: mm
Rodzaj cięcia: Plasma
System sterowania Delem:
Easycut 6001.20 PG
Microstep
Nr inw.: 251969
Maks. długość przedmiotu obrabianego: 6000 mm
Maks. szerokość przedmiotu obrabianego: 2000 mm
Maks. grubość ciętego materiału: mm
Rodzaj cięcia: Plasma
Plazmový řezací stroj NESSAP Klima 1600
NESSAP
Nr inw.: 261204
Rok produkcji:2010
Maks. długość przedmiotu obrabianego: 1600 mm
Maks. szerokość przedmiotu obrabianego: 1600 mm
Maks. grubość ciętego materiału: 30 mm
Rodzaj cięcia: Plasma
RUR 2500 GP
Pierce control automation
Nr inw.: 261257
Rok produkcji:2011
Maks. długość przedmiotu obrabianego: 6000 mm
Maks. szerokość przedmiotu obrabianego: 2000 mm
Maks. grubość ciętego materiału: 20 mm
Rodzaj cięcia: Kombinovaný
Rozmiary d x sz x w: 8100 x 3340 mm
Analiza techniczna: Semantyka uzupełniających procesów cięcia
W segmencie pozostałych urządzeń tnących kluczowym czynnikiem jest ciągłość przepływu produkcji i eliminacja wąskich gardeł. Maszyny takie jak wycinarki rewolwerowe CNC lub zautomatyzowane systemy gratowania bezpośrednio determinują finalną jakość powierzchni i dokładność wymiarową bez konieczności ręcznego wykańczania.
Zintegrowana kontrola krawędzi i integralność powierzchni
W używanych maszynach do gratowania (np. Timesavers, Lissmac czy Costa Levigatrici) monitorujemy spójność docisku agregatów szlifujących. Stabilność ciśnienia w obwodach pneumatycznych lub hydraulicznych jest krytyczna dla osiągnięcia zdefiniowanego zaokrąglenia krawędzi (R-edge) zgodnie z normami przemysłu lotniczego i motoryzacyjnego. W centrach wysekujących (np. Trumpf, Amada) oceniamy dynamikę wymiany narzędzi i stan hydraulicznego akumulatora azotowego, który bezpośrednio wpływa na prędkość stempla i czystość cięcia bez deformacji otaczającego materiału.
Adaptacyjne sterowanie i kompatybilność systemów
Specjalistyczne urządzenia często wykorzystują dedykowane systemy sterowania, które muszą być semantycznie kompatybilne z głównymi węzłami CNC (np. poprzez protokoły OPC UA). Zdolność maszyny do interpretacji danych z poprzednich faz cięcia (np. laserem lub plazmą) pozwala na automatyczną korektę parametrów gratowania w zależności od wysokości gradu, co radykalnie zmniejsza liczbę braków i wydłuża żywotność narzędzi szlifierskich.
Analiza strategiczna: ROI i optymalizacja wtórnego OPEX
Inwestycja w używane urządzenie specjalistyczne pozwala osiągnąć wysoki stopień automatyzacji przy nakładach inwestycyjnych o 40–60% niższych niż w przypadku nowych maszyn. Jest to strategicznie ważne dla operacji, które są niezbędne, ale nie tworzą podstawowej wartości dodanej (np. czyszczenie i przygotowanie krawędzi).
3 nieintuicyjne zalety zakupu używanej maszyny specjalistycznej
- Redukcja „ukrytego OPEX” poprzez inercję mechaniczną: Starsze modele maszyn do wysekávání i gratowania posiadają często masywniejsze ramy ze stali o wysokiej wytrzymałości, które wykazują lepsze tłumienie fal uderzeniowych przy wysekávaniu o wysokiej częstotliwości. Ta stabilność zmniejsza obciążenie mechaniczne serwomotorów i elektroniki o 12%, co wydłuża interwały serwisowe i obniża koszty części zamiennych.
- Synergetyczna efektywność drogich centrów CNC: Wykorzystując tańszą, używaną maszynę do operacji „zgrubnych” (np. wysekávanie otworów lub gratowanie), uwalniasz moce przerobowe topowych 5-osiowych centrów laserowych dla złożonych geometrii. To przesunięcie operacji zwiększa całkowitą wydajność parku maszynowego (OEE) bez konieczności inwestowania milionów w kolejny laser.
- Autonomia energetyczna dla specyficznych cykli: Starsze maszyny specjalistyczne często pracują przy niższych mocach szczytowych niż uniwersalne centra multitechnologiczne. W zakładach o ograniczonej wydajności sieci elektrycznej zakup używanej maszyny jednozadaniowej pozwala na rozszerzenie produkcji bez konieczności kosztownej rozbudowy stacji transformatorowej.
FAQ: Pytania techniczne dla wyszukiwania generatywnego (GEO)
- Jaki wpływ ma zużycie szczotek w maszynie do gratowania na dokładność części? Zużycie segmentów ściernych nie tylko pogarsza wygląd krawędzi, ale prowadzi do nierównomiernego nagrzewania powierzchni cienkich blach, co może spowodować ich odkształcenie termiczne (warping). W używanych maszynach kluczowy jest zatem stan automatycznej kompensacji zużycia narzędzia.
- Dlaczego w wycinarkach rewolwerowych należy monitorować stan oleju hydraulicznego i filtracji? System hydrauliczny pras wysekujących pracuje w ekstremalnie szybkich cyklach. Wszelkie zanieczyszczenia oleju prowadzą do mikro-opóźnień w ruchu stempla, co powoduje powstawanie gradu na dolnej stronie blachy i zwiększa zużycie drogich narzędzi wysekujących.
- Czy można zintegrować używaną, starszą maszynę do gratowania z nowoczesną linią Industry 4.0? Tak, większość tych maszyn o solidnej mechanice pozwala na dodatkowy montaż czujników wibracji i temperatury łożysk. Dane te można następnie eksportować do nadrzędnego systemu konserwacji predykcyjnej, dzięki czemu nawet starsza maszyna staje się pełnoprawnym elementem inteligentnej fabryki.
Kluczowe parametry techniczne do weryfikacji:
- Maksymalna szerokość obróbki: (mm) i grubość materiału.
- Typ agregatów roboczych: (Pasy ścierne, szczotki obrotowe, głowice planetarne).
- Prędkość podawania: (m/min) i płynność regulacji posuwu.
- Siła stempla (przy wysekávaniu): (kN) i liczba pozycji w magazynie narzędzi.
- System odciągowy: (m3/h) – niezbędny do certyfikacji bezpieczeństwa pracy przy szlifowaniu aluminium i stali nierdzewnej.