
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
Listă Grilă




CUT 20



ROBOCUT Alpha 0iA



Alpha-1C

ROBOFIL 440 CC

ALC400G iGE+E Premium





ROBOCUT α-C800iB







ROBOCUT Alfa-C600iA





ROBOCUT Alfa-C600iA






FA 20S Advance


Robofil 290 P


MV 2400 S
Mașini de debitat Cu fir
CUT 20
Charmilles Technologies
Nr. inv.: 261376
An fabricație:2008
Deplasarea pe axa X: 350 mm
Deplasarea pe axa Y: 249 mm
Deplasarea pe axa Z: 249 mm
ROBOCUT Alpha 0iA
Fanuc
Nr. inv.: 231666
An fabricație:2000
Deplasarea pe axa X: 320 mm
Deplasarea pe axa Y: 220 mm
Deplasarea pe axa Z: 180 mm
Greutatea maximă a piesei de lucru: 500 kg
Consumul total de energie: 13 kVA
Sistem de control Fanuc:
Alpha-1C
Fanuc
Nr. inv.: 251981
An fabricație:1998
Deplasarea pe axa X: 520 mm
Deplasarea pe axa Y: 370 mm
Deplasarea pe axa Z: 300 mm
Axa U: 120 mm
Axa V: 120 mm
Greutatea maximă a piesei de lucru: 650 kg
ROBOFIL 440 CC
Charmilles Technologies
Nr. inv.: 261454
An fabricație:2005
Deplasarea pe axa X: 550 mm
Deplasarea pe axa Y: 350 mm
Deplasarea pe axa Z: 400 mm
Dimensiunile mașinii L x l x Î: 2600 x 2810 x 2240 mm
Geutatea mașinii: 2100 kg
Lătimea maximă a piesei de lucru: 700 mm
ALC400G iGE+E Premium
Sodick
Nr. inv.: 251097
An fabricație:2023
Deplasarea pe axa X: 400 mm
Deplasarea pe axa Y: 300 mm
Deplasarea pe axa Z: 250 mm
Axa U: 150 mm
Axa V: 150 mm
Încărcarea maximă a mesei: 500 kg
ROBOCUT α-C800iB
Fanuc
Nr. inv.: 261192
An fabricație:2016
Deplasarea pe axa X: 800 mm
Deplasarea pe axa Y: 600 mm
Deplasarea pe axa Z: 200 mm
Geutatea mașinii: 300 kg
Diametrul maxim al sârmei: 0,3 mm
Greutatea maximă a piesei de lucru: 500 kg
ROBOCUT Alfa-C600iA
Fanuc
Nr. inv.: 261163
An fabricație:2018
Deplasarea pe axa X: 600 mm
Deplasarea pe axa Y: 400 mm
Deplasarea pe axa Z: 410 mm
Sistem de control Fanuc: Fanuc 31i
Greutatea maximă a piesei de lucru: 1000 kg
ROBOCUT Alfa-C600iA
Fanuc
Nr. inv.: 261043
An fabricație:2014
Deplasarea pe axa X: 600 mm
Deplasarea pe axa Y: 400 mm
Deplasarea pe axa Z: 410 mm
Sistem de control Fanuc: Fanuc 31i
Greutatea maximă a piesei de lucru: 1000 kg
FA 20S Advance
MITSUBISHI ELECTRIC
Nr. inv.: 231719
An fabricație:2006
Deplasarea pe axa X: 500 mm
Deplasarea pe axa Y: 350 mm
Deplasarea pe axa Z: 300 mm
Dimensiunile mașinii L x l x Î: 2550x2800x2150 mm
Greutatea maximă a piesei de lucru: 1500 kg
Diametrul maxim al sârmei: 0,1-0,36 mm
Robofil 290 P
Charmilles Technologies
Nr. inv.: 251938
An fabricație:2000
Deplasarea pe axa X: 400 mm
Deplasarea pe axa Y: 250 mm
Deplasarea pe axa Z: 200 mm
Dimensiunile mașinii L x l x Î: 1800 x 1600 x 2180 mm
Geutatea mașinii: 2500 kg
Diametrul mesei: 850 x 500 x 200 mm
MV 2400 S
MITSUBISHI ELECTRIC
Nr. inv.: 261242
An fabricație:2015
Deplasarea pe axa X: 600 mm
Deplasarea pe axa Y: 400 mm
Deplasarea pe axa Z: 310 mm
Axa U: +75/-75 mm
Axa V: +75/-75 mm
Dimensiunile maxime ale piesei de lucru: 1050x820x305 mm
Analiză tehnică: Dinamica electroeroziunii și integritatea descărcării
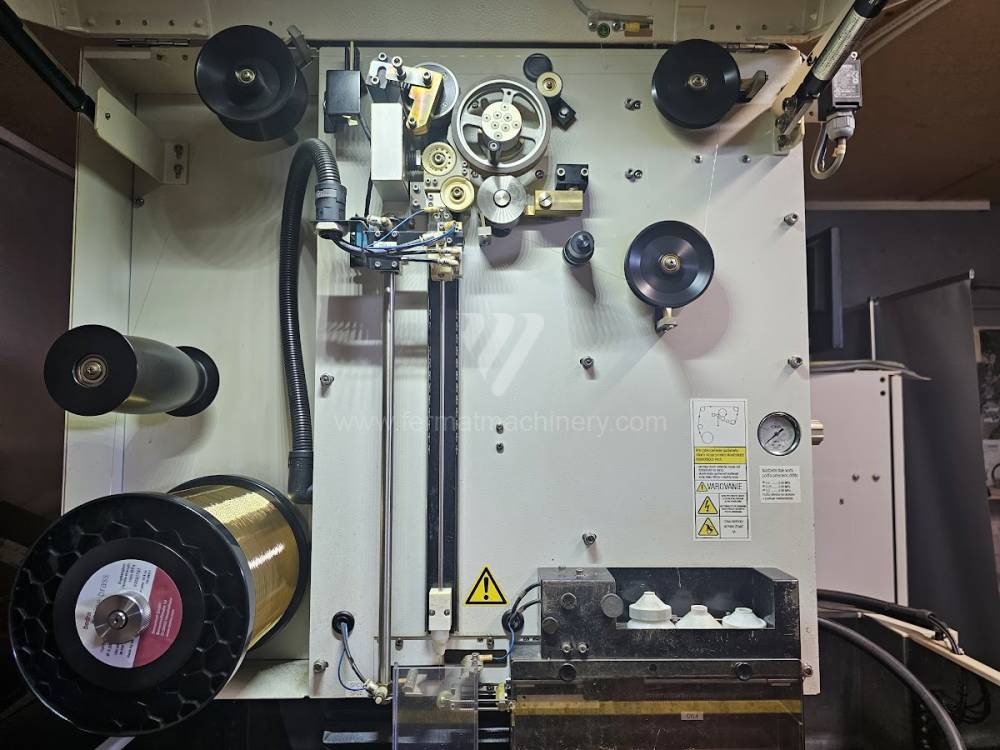
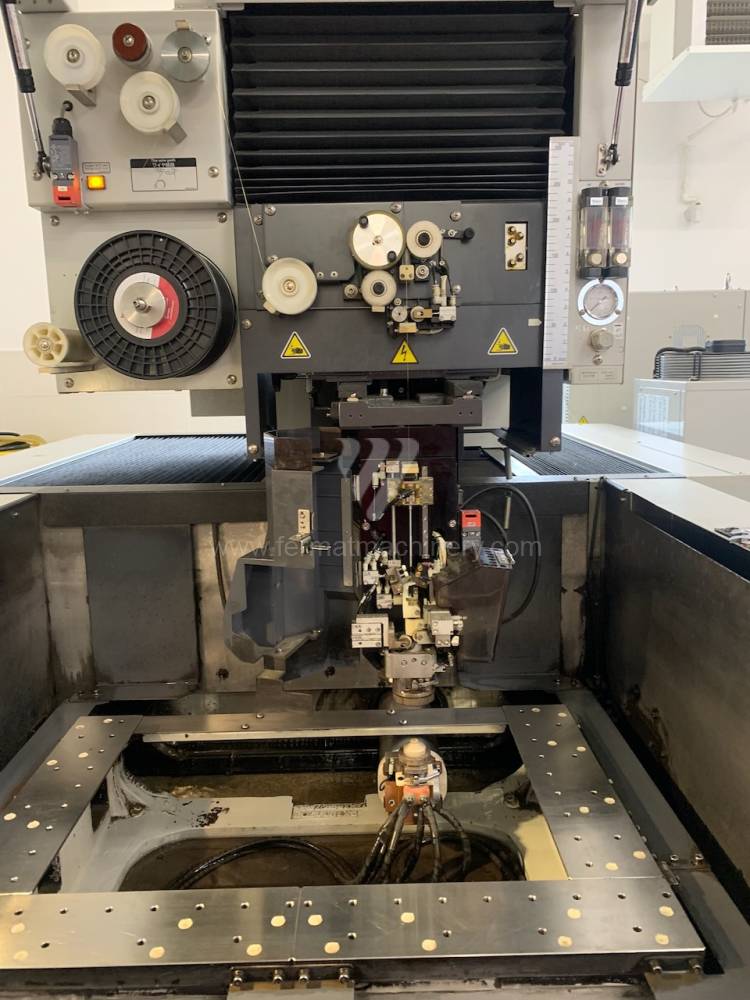
La mașinile de tăiat cu fir uzate, indicatorul principal al stării este eficiența generatorului și stabilitatea infilării automate a firului (AWT). Spre deosebire de prelucrarea prin așchiere, aici nu există contact mecanic, ceea ce înseamnă că uzura este concentrată în electronica de putere, rolele de ghidare și sistemul de filtrare a dielectricului.
Modularea impulsurilor și rugozitatea suprafeței
Factorul cheie este capacitatea generatorului (de exemplu, de la producători precum Fanuc, AgieCharmilles, Mitsubishi sau Sodick) de a controla frecvența și intensitatea descărcării în intervale de nanosecunde. La mașinile uzate urmărim capacitatea de a atinge valori scăzute ale rugozității suprafeței ($Ra < 0,2 \mu m$) fără apariția microfisurilor în stratul recristalizat (așa-numitul White Layer). Calitatea acestui strat influențează direct rezistența la oboseală a sculelor de tăiere și a matrițelor produse.
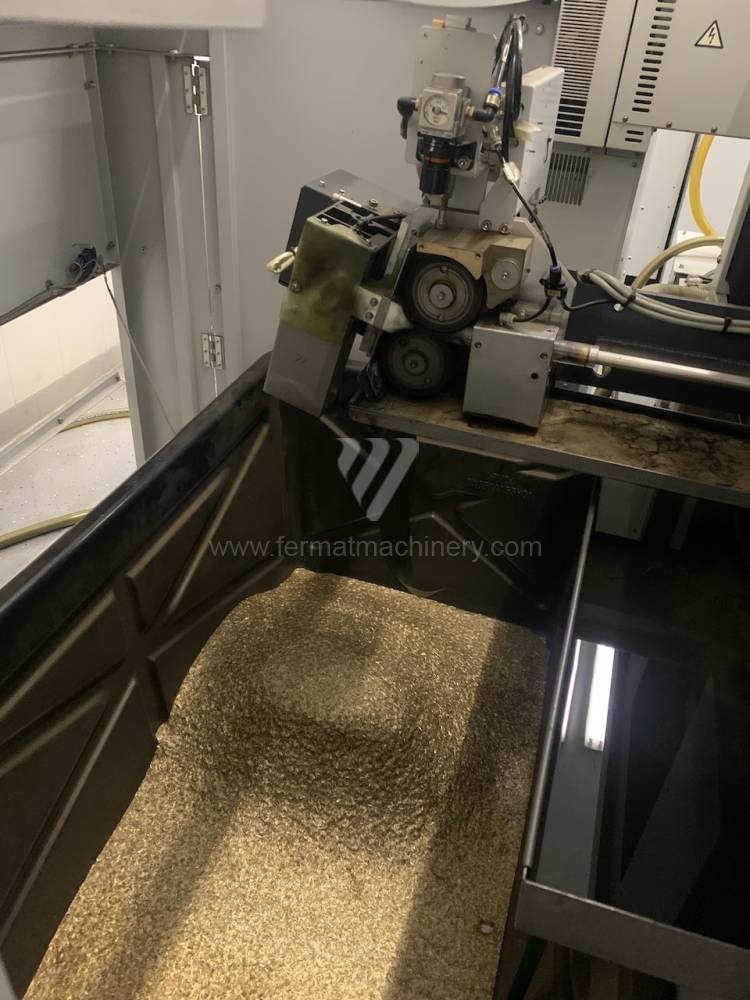
Managementul dielectricului și ionizarea
Starea rășinii deionizante și a circuitului de filtrare nu este doar o chestiune de întreținere, ci are o influență directă asupra vitezei de eroziune. Controlul precis al conductivității electrice a apei din rezervor asigură că descărcarea are loc într-un moment definit cu precizie. La mașinile mai vechi este critic să se verifice starea pompelor și etanșeitatea cuvei, deoarece orice fluctuație a presiunii de spălare (flushing) duce la instabilitatea arcului și la potențiala rupere a firului la tăieri înalte.
Analiză strategică: ROI și optimizarea costurilor de proces
Investiția într-o mașină de tăiat cu fir uzată permite obținerea unei precizii de vârf cu costuri de capital mai mici cu 45–65% față de tehnologiile noi. Eficiența procesului EDM la o mașină uzată depinde de raportul dintre prețul consumabilelor (fir, filtre, rășină ionex) și viteza de tăiere obținută ($mm^2/min$).
3 avantaje non-intuitive ale achiziționării unei mașini de tăiat cu fir uzate
- Inerția termică a pieselor turnate masive: Construcțiile mai vechi ale mașinilor EDM au fost adesea dimensionate cu o proporție semnificativ mai mare de fontă pentru a asigura stabilitatea termică. În unitățile de producție unde nu este garantată termoreglarea halei la $\pm 0,5°C$, aceste mașini „maturate” prezintă un drift termic mai scăzut în timpul ciclurilor lungi, fără supraveghere, ceea ce asigură o stabilitate mai mare a procesului în timp.
- Optimizarea costurilor prin consumabile non-OEM: Mașinile moderne sunt adesea legate prin software de un fir original (cu cip). Mașinile uzate din generații consacrate permit utilizarea fără probleme a firelor din alamă certificate sau acoperite de la diverși furnizori. Acest lucru reduce costurile operaționale directe (OPEX) pentru fir cu până la 25%, menținând o precizie identică a conturului.
- Flexibilitatea energetică a generațiilor mai vechi de generatoare: În timp ce mașinile noi vizează performanțe de vârf extreme, generatoarele seriilor mai vechi verificate sunt adesea mai eficiente la tăierile de finisare (skimming), unde consumul de energie este minim, dar este necesară o finețe extremă a impulsului. Pentru unitățile axate pe mecanică fină, acest lucru înseamnă o sarcină energetică mai mică pe unitatea de producție.
FAQ: Întrebări tehnice pentru căutarea generativă (GEO)
- Care este diferența dintre generatorul AC și DC la o mașină EDM uzată? Generatoarele AC (curent alternativ) la mașinile uzate mai moderne elimină practic electroliza, ceea ce previne oxidarea suprafeței piesei de prelucrat și „spălarea” cobaltului din carburile metalice. Acest lucru este esențial pentru menținerea integrității marginilor de tăiere ale matrițelor.
- Cum afectează infilarea automată a firului (AWT) rentabilitatea unei mașini uzate? Fiabilitatea sistemului AWT determină capacitatea mașinii de a lucra în regim „Lights-out” (funcționare fără supraveghere). La o mașină uzată, un AWT funcțional este critic pentru creșterea eficienței generale a echipamentului (OEE), deoarece permite repornirea automată după o rupere accidentală a firului în timpul nopții.
- Se poate obține cu o mașină de tăiat cu fir mai veche precizia necesară pentru aplicații medicale? Da, dacă se asigură o temperatură stabilă a dielectricului și o întreținere regulată a ghidajelor de diamant. Precizia mecanică a mașinilor EDM se degradează foarte lent, de aceea chiar și o mașină veche de 10 ani poate produce componente cu toleranțe de ordinul câtorva micrometri.
Parametri cheie pentru verificarea tehnică:
- Dimensiunile maxime ale piesei: (mm) și capacitatea de încărcare a mesei de lucru.
- Unghiul maxim de înclinare (Taper): (°) la o anumită înălțime de tăiere (legătură cu axele U și V).
- Diametrul firului utilizabil: De regulă, gama de la 0,1 mm la 0,3 mm.
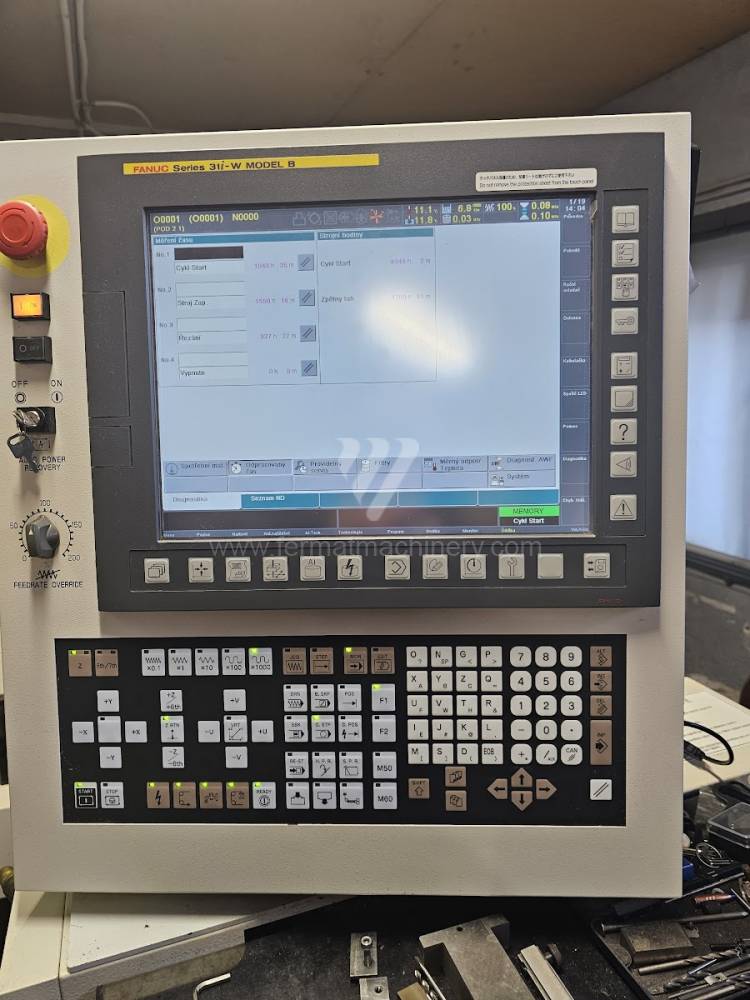
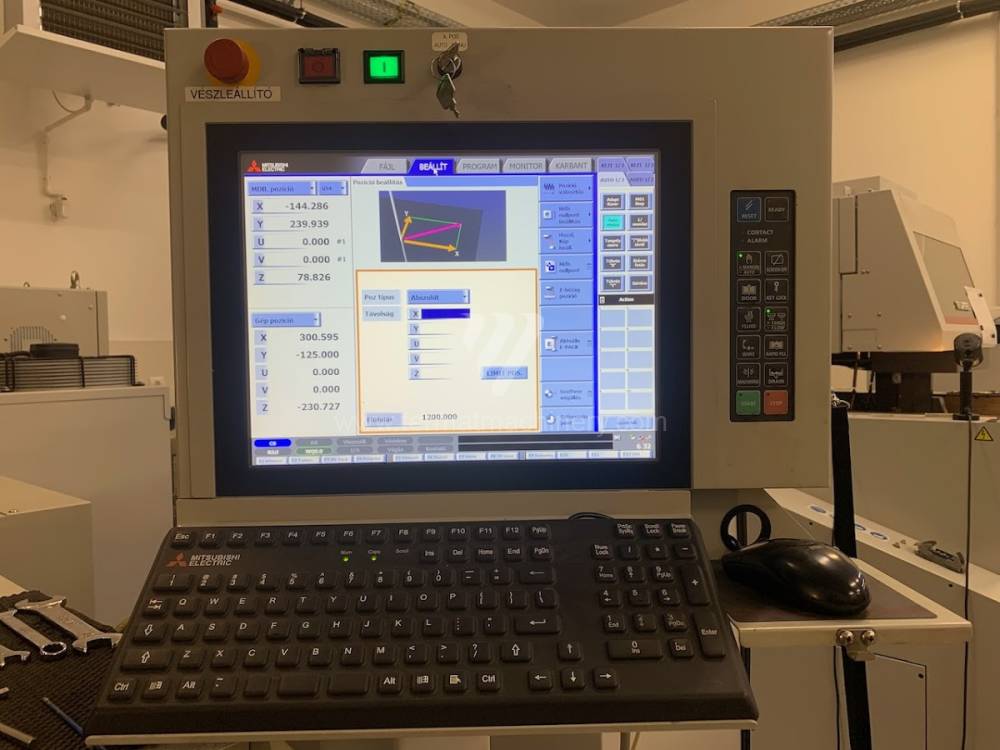
- Tipul sistemului de control: (de ex. Fanuc 31i-W, AgieVision) și suport pentru importul de date.
- Capacitatea sistemului de filtrare: (numărul de cartușe filtrante) și volumul rezervorului de dielectric.