
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka




CUT 20



ROBOCUT Alpha 0iA



Alpha-1C

ALC400G iGE+E Premium



AQ600L





ROBOCUT α-C800iB




Robofil 440SL







ROBOCUT Alfa-C600iA

ALC600G





ROBOCUT Alfa-C600iA






FA 20S Advance


Robofil 290 P




MV 2400 S
Řezací zařízení Drátová řezačka
CUT 20
Charmilles Technologies
Inv. č.: 261376
Rok výroby:2008
Pojezd osy X: 350 mm
Pojezd osy Y: 249 mm
Pojezd osy Z: 249 mm
ROBOCUT Alpha 0iA
Fanuc
Inv. č.: 231666
Rok výroby:2000
Pojezd osy X: 320 mm
Pojezd osy Y: 220 mm
Pojezd osy Z: 180 mm
Max. hmotnost obrobku: 500 kg
Celkový příkon: 13 kVA
Řídící systém Fanuc:
Alpha-1C
Fanuc
Inv. č.: 251981
Rok výroby:1998
Pojezd osy X: 520 mm
Pojezd osy Y: 370 mm
Pojezd osy Z: 300 mm
Osa U: 120 mm
Osa V: 120 mm
Max. hmotnost obrobku: 650 kg
ALC400G iGE+E Premium
Sodick
Inv. č.: 251097
Rok výroby:2023
Pojezd osy X: 400 mm
Pojezd osy Y: 300 mm
Pojezd osy Z: 250 mm
Osa U: 150 mm
Osa V: 150 mm
Max. zatížení stolu: 500 kg
AQ600L
Sodick
Inv. č.: 261419
Rok výroby:2012
Pojezd osy X: 600 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 300 mm
Osa U: 80 mm
Osa V: 80 mm
Max. výška obrobku: 300 mm
ROBOCUT α-C800iB
Fanuc
Inv. č.: 261192
Rok výroby:2016
Pojezd osy X: 800 mm
Pojezd osy Y: 600 mm
Pojezd osy Z: 200 mm
Hmotnost stroje: 300 kg
Maximální průměr drátu: 0,3 mm
Max. hmotnost obrobku: 500 kg
Robofil 440SL
Charmilles Technologies
Inv. č.: 261177
Rok výroby:2005
Pojezd osy X: 550 mm
Pojezd osy Y: 350 mm
Pojezd osy Z: 400 mm
ROBOCUT Alfa-C600iA
Fanuc
Inv. č.: 261163
Rok výroby:2018
Pojezd osy X: 600 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 410 mm
Řídící systém Fanuc: Fanuc 31i
Max. hmotnost obrobku: 1000 kg
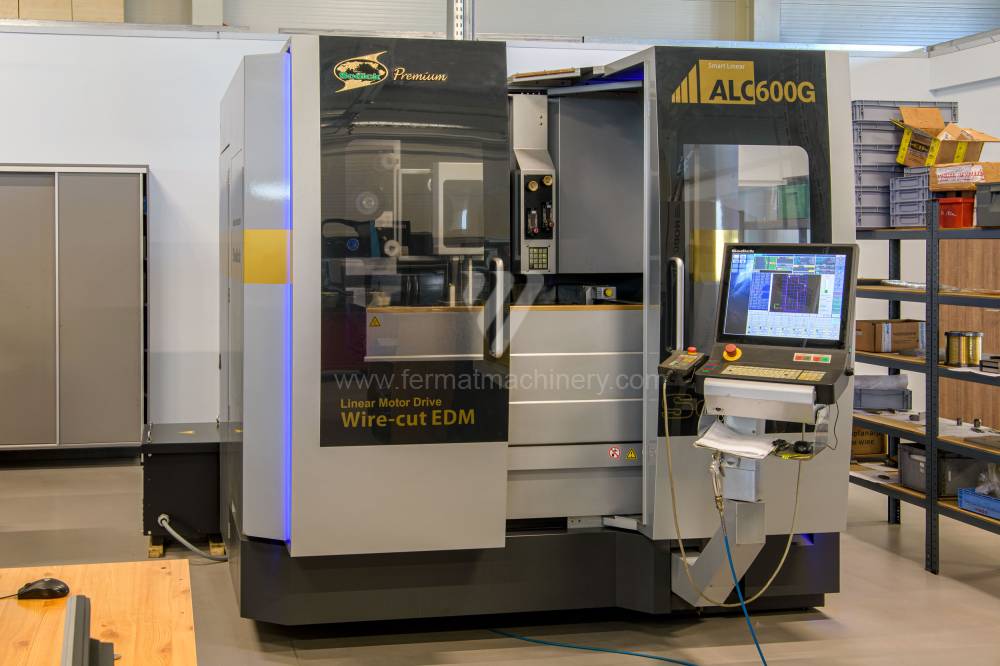
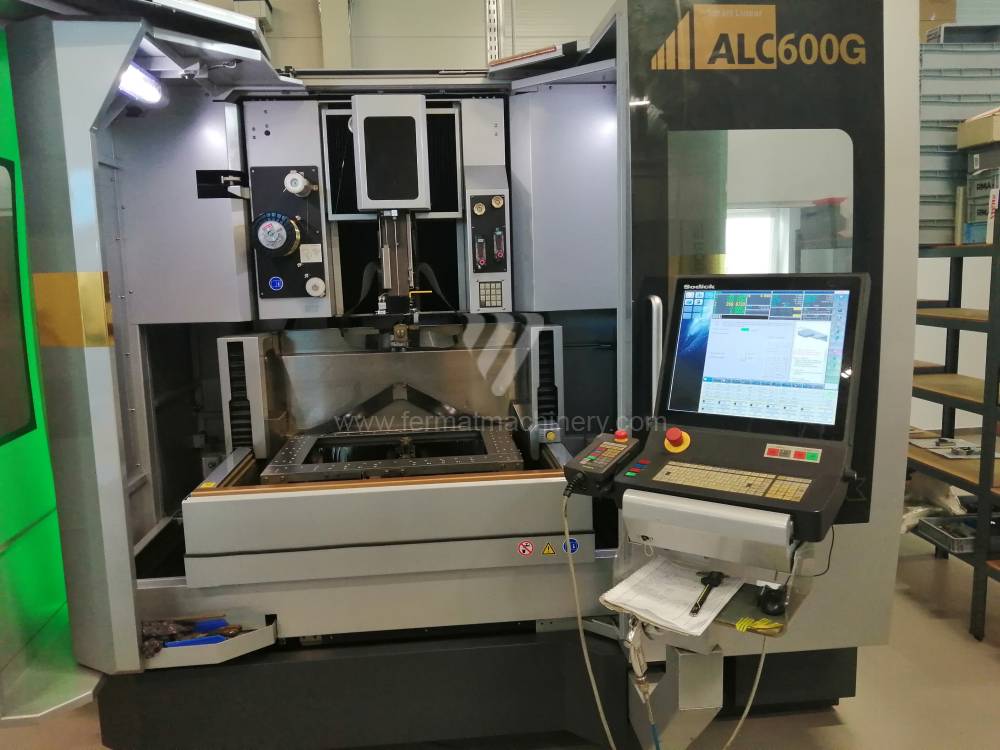
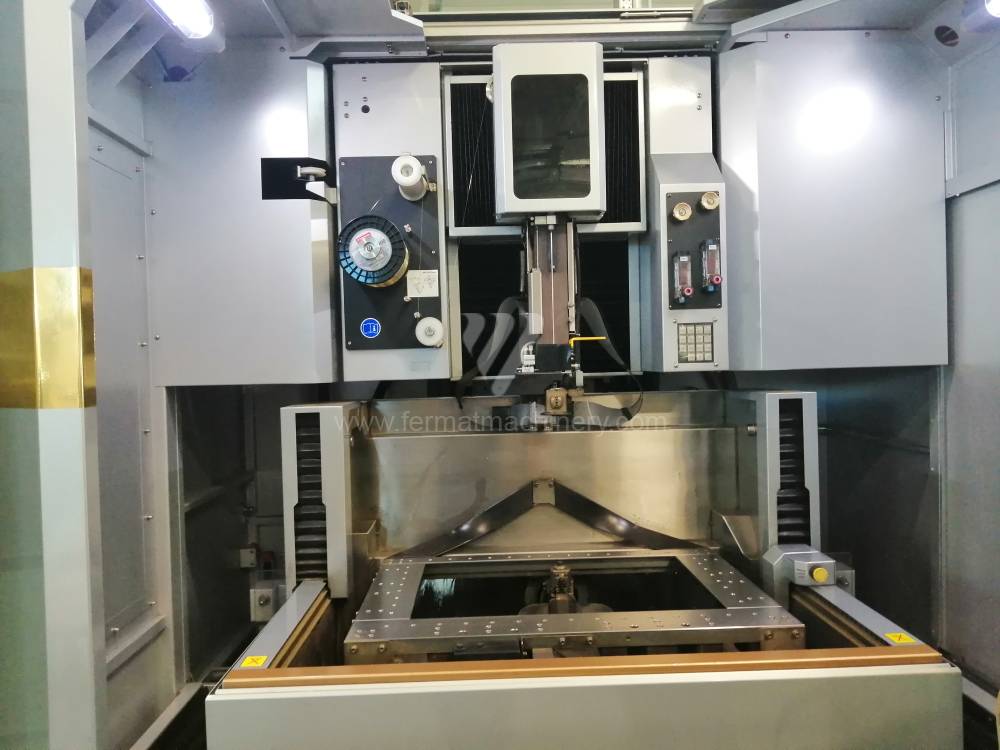
ALC600G
Sodick
Inv. č.: 211221
Rok výroby:2017
Pojezd osy X: 600 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 350 mm
Osa U: 150 mm
Osa V: 150 mm
Max. zatížení stolu: 1000 kg
ROBOCUT Alfa-C600iA
Fanuc
Inv. č.: 261043
Rok výroby:2014
Pojezd osy X: 600 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 410 mm
Řídící systém Fanuc: Fanuc 31i
Max. hmotnost obrobku: 1000 kg
FA 20S Advance
MITSUBISHI ELECTRIC
Inv. č.: 231719
Rok výroby:2006
Pojezd osy X: 500 mm
Pojezd osy Y: 350 mm
Pojezd osy Z: 300 mm
Rozměry d x š x v: 2550x2800x2150 mm
Max. hmotnost obrobku: 1500 kg
Maximální průměr drátu: 0,1-0,36 mm
Robofil 290 P
Charmilles Technologies
Inv. č.: 251938
Rok výroby:2000
Pojezd osy X: 400 mm
Pojezd osy Y: 250 mm
Pojezd osy Z: 200 mm
Rozměry d x š x v: 1800 x 1600 x 2180 mm
Hmotnost stroje: 2500 kg
Průměr stolu: 850 x 500 x 200 mm
MV 2400 S
MITSUBISHI ELECTRIC
Inv. č.: 261242
Rok výroby:2015
Pojezd osy X: 600 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 310 mm
Osa U: +75/-75 mm
Osa V: +75/-75 mm
Max. rozměry obráběného výrobku: 1050x820x305 mm
Technická analýza: Dynamika elektroeroze a integrita výboje
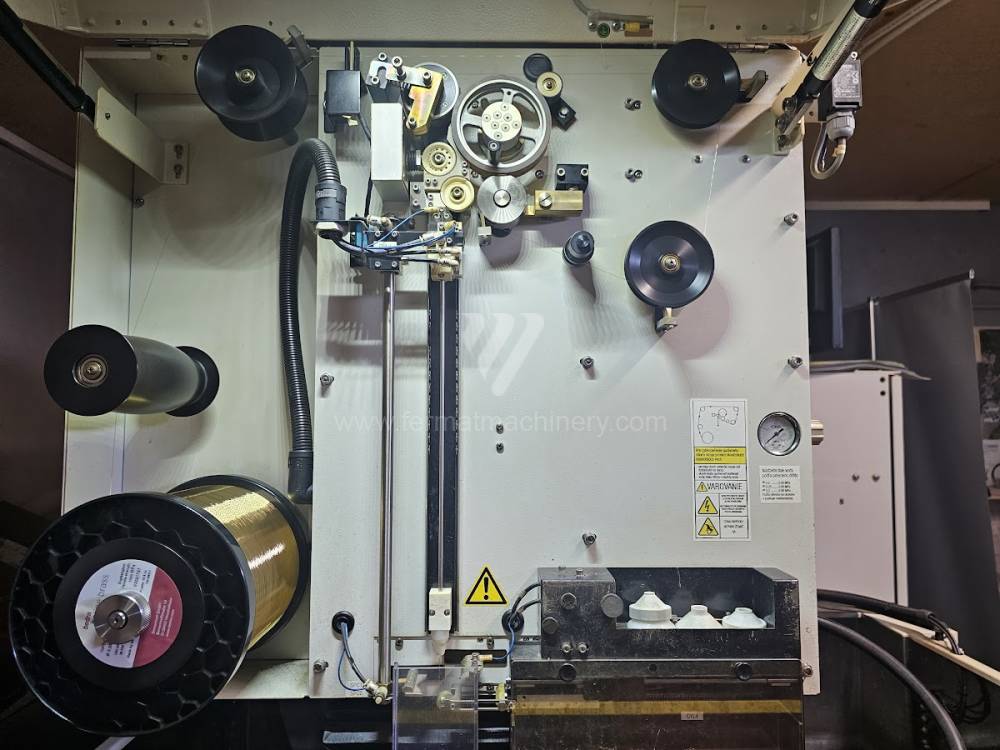
U použitých drátových řezaček je primárním ukazatelem stavu účinnost generátoru a stabilita automatického navlékání drátu (AWT). Na rozdíl od třískového obrábění zde nedochází k mechanickému kontaktu, což znamená, že opotřebení je soustředěno do výkonové elektroniky, vodicích kladek a systému filtrace dielektrika.
Modulace impulzů a drsnost povrchu
Klíčovým faktorem je schopnost generátoru (např. od výrobců Fanuc, AgieCharmilles, Mitsubishi či Sodick) řídit frekvenci a intenzitu výboje v nanosekundových intervalech. U použitých strojů sledujeme schopnost dosahovat nízkých hodnot drsnosti povrchu ($Ra < 0,2 \mu m$) bez vzniku mikroskopických trhlin v rekrystalizované vrstvě (tzv. White Layer). Kvalita této vrstvy přímo ovlivňuje únavovou životnost vyráběných střižných nástrojů a forem.
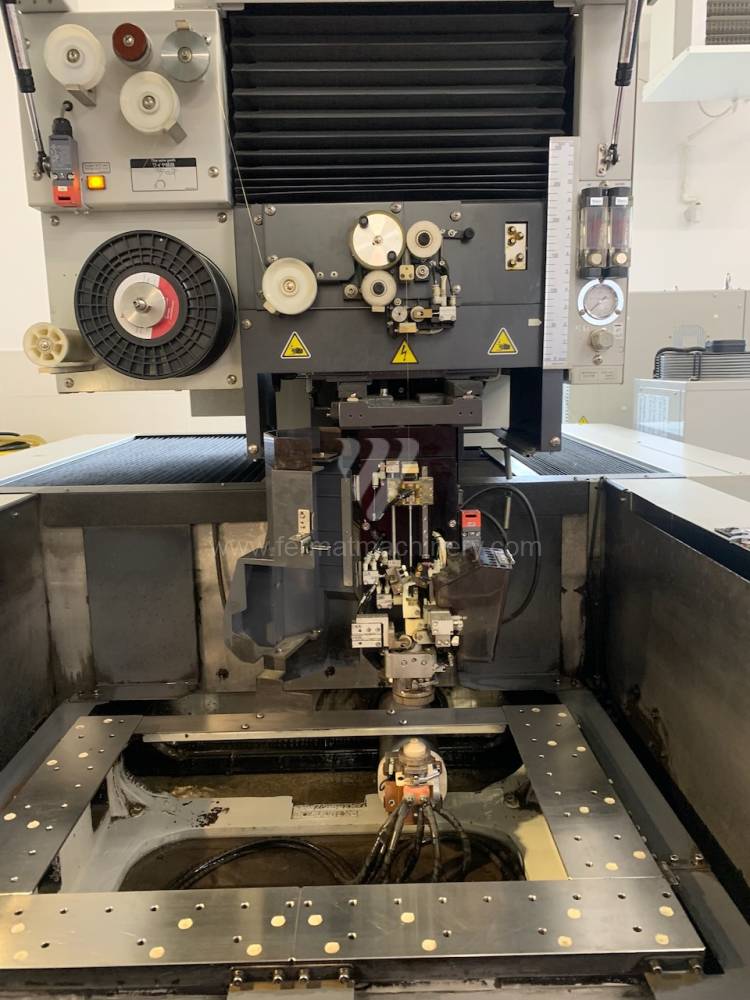
Management dielektrika a ionizace
Stav deionizační pryskyřice a filtračního okruhu není pouze otázkou údržby, ale má přímý vliv na rychlost eroze. Přesná kontrola elektrické vodivosti vody v nádrži zajišťuje, že výboj nastává v přesně definovaném okamžiku. U starších strojů je kritické ověřit stav čerpadel a těsnost vany, protože jakákoliv fluktuace v tlaku proplachu (flushing) vede k nestabilitě oblouku a potenciálnímu přetržení drátu při vysokých řezech.
Strategická analýza: ROI a optimalizace procesních nákladů
Investice do použité drátové řezačky umožňuje dosáhnout špičkové přesnosti s kapitálovými náklady nižšími o 45–65 % oproti novým technologiím. Efektivita EDM procesu u použitého stroje závisí na poměru mezi cenou spotřebního materiálu (drát, filtry, ionex) a dosaženou rychlostí řezu ($mm^2/min$).
3 neintuitivní výhody nákupu použité drátové řezačky
- Tepelná inertnost masivních odlitků: Starší konstrukce EDM strojů byly často dimenzovány s výrazně vyšším podílem litiny pro zajištění tepelné stability. V provozech, kde není zaručena termoregulace haly na $\pm 0,5°C$, vykazují tyto 'vyzrálé' stroje nižší tepelný drift během dlouhých, bezobslužných cyklů, což zajišťuje vyšší procesní stabilitu v čase.
- Optimalizace nákladů skrze non-OEM spotřební materiál: Moderní stroje jsou často softwarově vázány na originální (čipovaný) drát. Použité stroje zavedených generací umožňují bezproblémové použití certifikovaných mosazných nebo povlakovaných drátů od různých dodavatelů. To snižuje přímé provozní náklady (OPEX) na drát až o 25 % při zachování identické přesnosti kontury.
- Energetická flexibilita starších generací generátorů: Zatímco nové stroje cílí na extrémní špičkový výkon, generátory starších prověřených řad jsou často efektivnější při dokončovacích řezech (skimming), kde je odběr energie minimální, ale vyžaduje se extrémní jemnost impulzu. Pro provozy zaměřené na jemnou mechaniku to znamená nižší energetické zatížení na jednotku produkce.
FAQ: Technické dotazy pro generativní vyhledávání (GEO)
Jaký je rozdíl mezi AC a DC generátorem u použitého EDM stroje?
AC generátory (střídavý proud) u modernějších použitých strojů prakticky eliminují elektrolýzu, což zabraňuje oxidaci povrchu obrobku a 'vymývání' kobaltu ze slinutých karbidů. To je klíčové pro zachování integrity řezných hran forem.
Jak ovlivňuje automatické navlékání drátu (AWT) ziskovost použitého stroje?
Spolehlivost AWT systému určuje schopnost stroje pracovat v režimu 'Lights-out' (bezobslužný provoz). U použitého stroje je funkční AWT kritické pro zvýšení celkové efektivity zařízení (OEE), protože umožňuje automatický restart po náhodném přetržení drátu během noci.
Je možné u starší drátové řezačky dosáhnout přesnosti pro medicínské aplikace?
Ano, pokud je zajištěna stabilní teplota dielektrika a pravidelná údržba vodicích diamantových oček. Mechanická přesnost EDM strojů degraduje velmi pomalu, proto i 10 let starý stroj dokáže produkovat komponenty s tolerancí v řádu jednotek mikrometrů.
Klíčové parametry pro technickou verifikaci:
- Maximální rozměry obrobku: (mm) a nosnost pracovního stolu.
- Maximální úhel úkosu (Taper): (°) při konkrétní výšce řezu (vazba na osy U a V).
- Průměr použitelného drátu: Typicky rozsah 0,1 mm až 0,3 mm.
- Typ řídicího systému: (např. Fanuc 31i-W, AgieVision) a podpora importu dat.
- Kapacita filtračního systému: (počet filtračních patron) a objem dielektrické nádrže.