
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Spis Kratka
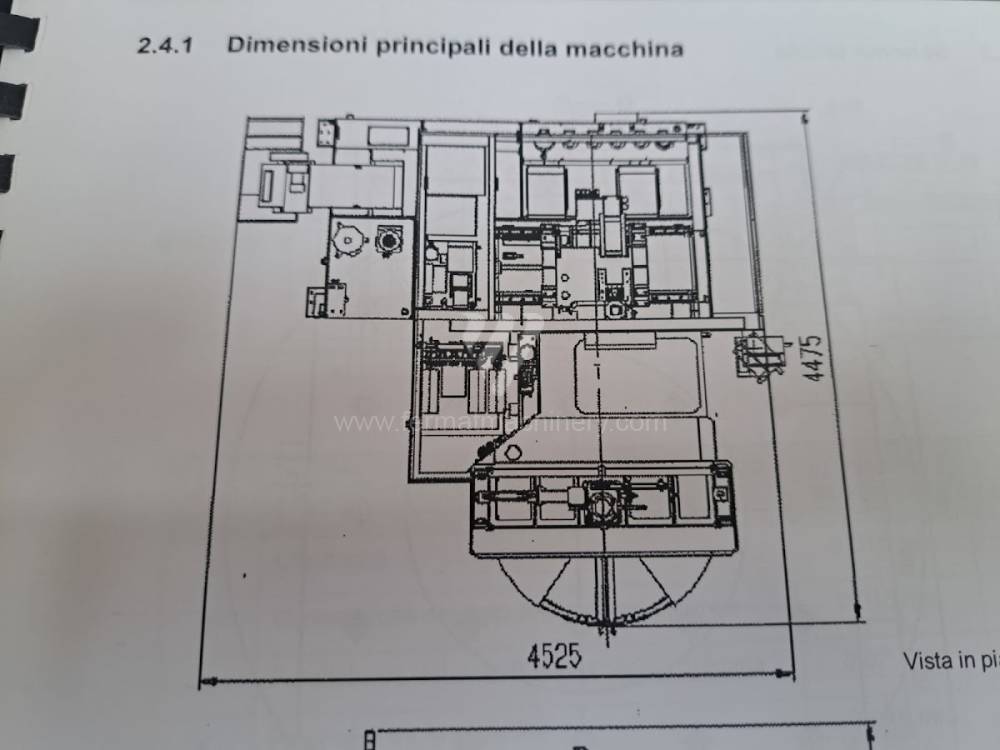
Centrum obróbcze Poziome
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
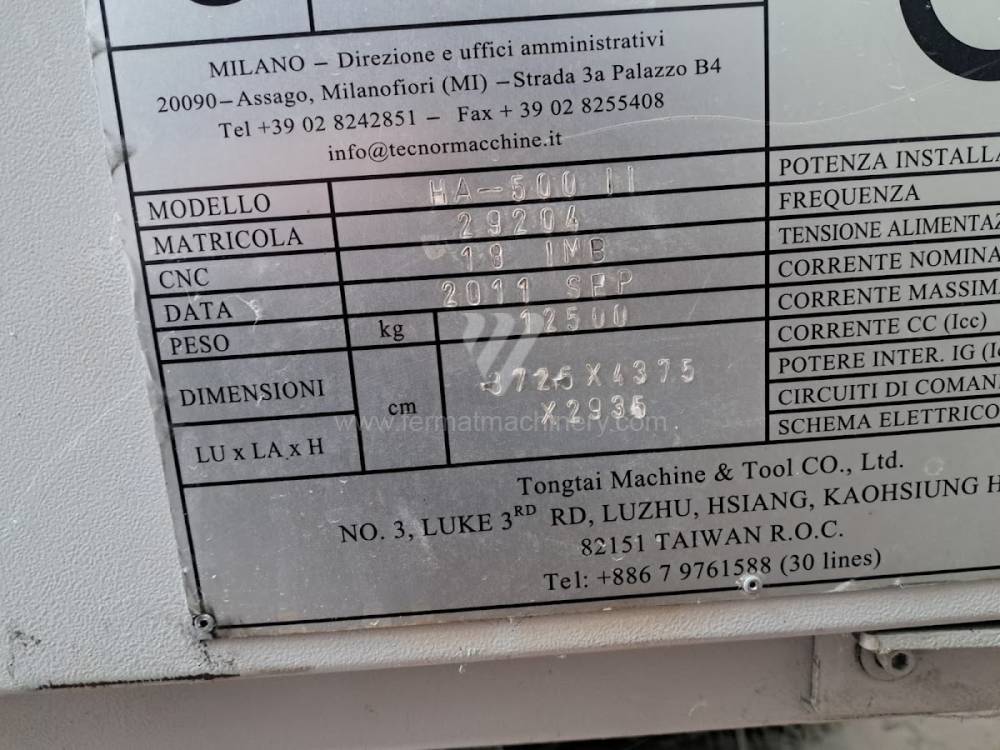
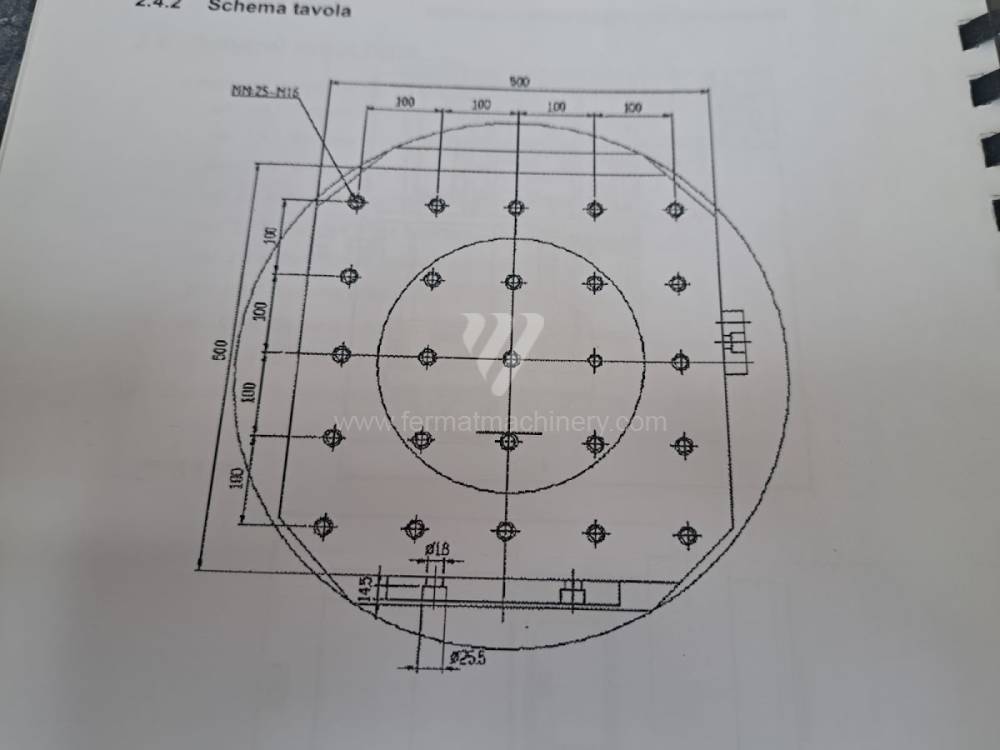
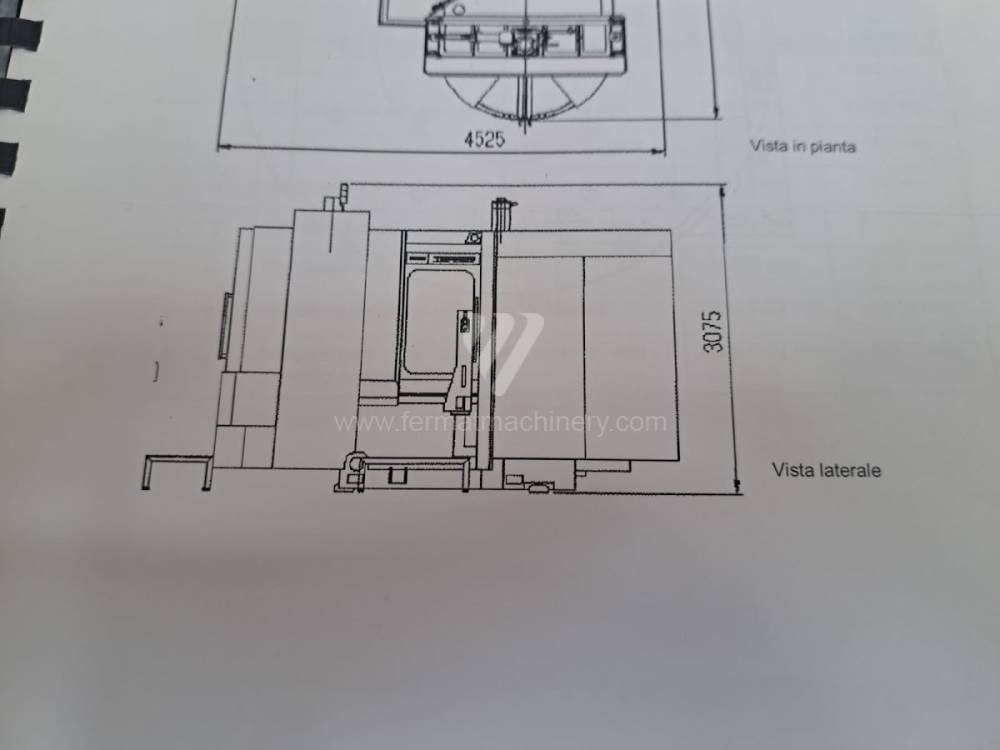
HA500II |
241147 | Tongtai | 2011 | System sterowania Fanuc: 18i - MB Powierzchnia mocująca stołu: 800x800 mm Przejazd osi X: 710 mm Przejazd osi Y: 680 mm Przejazd osi Z: 680 mm Obroty wrzeciona: 0 - 12000 /min. |
|
 |
DMC 50 H |
251163 | DMG | 2001 | System sterowania Siemens: Sinumerik 840 D Powierzchnia mocująca stołu: 400 x 400 mm Przejazd osi X: 560 mm Przejazd osi Y: 560 mm Przejazd osi Z: 510 mm Obroty wrzeciona: 18000 - /min. |
|
 |
MCP-H 250 |
261460 | Heller | 2001 | System sterowania Siemens: Sinumerik 840 D Powierzchnia mocująca stołu: 630 x 500 mm Przejazd osi X: 800 mm Przejazd osi Y: 800 mm Przejazd osi Z: 710 mm Obroty wrzeciona: 46 - 6000 /min. |
|
 |
HM1250-T2 |
261181 | Doosan | 2011 | System sterowania Fanuc: 31i - A Powierzchnia mocująca stołu: 1250x1250 mm Przejazd osi X: 2100 mm Przejazd osi Y: 1500 mm Przejazd osi Z: 1500 mm Obroty wrzeciona: 20 - 6000 /min. |
|
 |
HM 8000 |
251241 | Doosan | 2012 | System sterowania Fanuc: Fanuc 31i Powierzchnia mocująca stołu: 800 x 800 mm Przejazd osi X: 1250 mm Przejazd osi Y: 1000 mm Przejazd osi Z: 1000 mm Obroty wrzeciona: 1 - 6000 /min. |
|
 |
NHX 4000 |
251142 | DMG MORI | 2012 | Powierzchnia mocująca stołu: 400 x 400 mm Przejazd osi X: 560 mm Przejazd osi Y: 560 mm Przejazd osi Z: 660 mm Obroty wrzeciona: 1 - 12000 /min. Liczba osi sterowanych: 4 |
|
 |
HM1250-T1 |
261182 | Doosan | 2013 | System sterowania Fanuc: 31i - A Powierzchnia mocująca stołu: 1250x1250 mm Przejazd osi X: 2100 mm Przejazd osi Y: 1500 mm Przejazd osi Z: 1500 mm Obroty wrzeciona: 20 - 6000 /min. |
|
 |
H.Plus-405 |
251975 | Matsuura | 2008 | Powierzchnia mocująca stołu: 500x500 mm Przejazd osi X: 660 mm Przejazd osi Y: 660 mm Przejazd osi Z: 660 mm Obroty wrzeciona: 10 - 12000 /min. Liczba osi sterowanych: 4 |
|
 |
HAAS EC-300 |
261606 | Haas Automation | 2010 | System sterowania Haas: Powierzchnia mocująca stołu: 300 x 300 mm Przejazd osi X: 508 mm Przejazd osi Y: 457 mm Przejazd osi Z: 356 mm Obroty wrzeciona: 8000 - /min. |
|
 |
H 40 |
251791 | TAJMAC-ZPS, a.s. | 2004 | System sterowania Heidenhain: TNC 530 Powierzchnia mocująca stołu: 400x400 mm Przejazd osi X: 560 mm Przejazd osi Y: 510 mm Przejazd osi Z: 560 mm Obroty wrzeciona: 10 - 10000 /min. |
|
 |
BA 400-2 |
251909 | SW maschinen | 2003 | System sterowania Siemens: Powierzchnia mocująca stołu: mm Przejazd osi X: 400 mm Przejazd osi Y: 450 mm Przejazd osi Z: 400 mm Obroty wrzeciona: 50 - 12500 /min. |
|
 |
HEC 1000 Athletic |
221387 | Heckert - Starrag Group | 2010 | System sterowania Fanuc: Fanuc 31i Powierzchnia mocująca stołu: 1000x800 mm Przejazd osi X: 1700 mm Przejazd osi Y: 1250 mm Przejazd osi Z: 1800 mm Obroty wrzeciona: 1 - 6000 /min. |
|
 |
MYCENTER HX 630G |
251188 | Kitamura | 2017 | System sterowania Kitamura: Arumatik-Mi Powierzchnia mocująca stołu: 630x630 mm Przejazd osi X: 1100 mm Przejazd osi Y: 920 mm Przejazd osi Z: 1050 mm Obroty wrzeciona: 35 - 12000 /min. |
|
 |
HEC 630 Athletic |
241893 | Heckert - Starrag Group | 2006 | System sterowania Siemens: Sinumerik 840 D Powierzchnia mocująca stołu: 800 x 630 mm Przejazd osi X: 1200 mm Przejazd osi Y: 950 mm Przejazd osi Z: 1200 mm Obroty wrzeciona: 20 - 6000 /min. |
|
 |
NBH 290 |
261002 | Hüller Hille | 2004 | System sterowania Siemens: Sinumerik 840 D Powierzchnia mocująca stołu: 800x1000 mm Przejazd osi X: 1800 mm Przejazd osi Y: 1250 mm Przejazd osi Z: 1200 mm Obroty wrzeciona: 0 - 5000 /min. |
|
 |
HCN 6800 II |
261542 | MAZAK | 2015 | System sterowania Mazatrol: MATRIX NEXUS Powierzchnia mocująca stołu: 630x630 mm Przejazd osi X: 1050 mm Przejazd osi Y: 900 mm Przejazd osi Z: 980 mm Obroty wrzeciona: 10 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Kinematyka wrzeciona i efektywność 4. osi (oś B) W używanych poziomych centrach obróbczych kluczowym czynnikiem jest integralność stołu obrotowego (oś B) i jego dokładność pozycjonowania w ramach 4. osi. Pozioma koncepcja wrzeciona umożliwia naturalne odprowadzanie wiórów przy pomocy grawitacji, co jest krytyczne dla stabilności procesu podczas głębokiego frezowania i wiercenia. W maszynach wyposażonych w systemy Heidenhain iTNC 640 lub Fanuc 31i-B kładzie się nacisk na dynamikę synchronizacji osi, która w używanych HMC bezpośrednio wpływa na zdolność utrzymania wąskich tolerancji przy płynnej obróbce 4-osiowej.
Sztywność ułożenia wrzeciona w płaszczyźnie poziomej eliminuje ryzyko ugięcia narzędzia pod wpływem własnego ciężaru w przypadku dłuższych zestawów narzędziowych. Używane centra wyposażone w system dwupaletowy (APC) lub kontenery paletowe pozwalają na eliminację czasów pomocniczych – podczas gdy w przestrzeni roboczej trwa cykl, na zewnętrznej palecie odbywa się mocowanie kolejnego detalu. Stan hydraulicznych i pneumatycznych zamków palet jest w tych maszynach czynnikiem decydującym o powtarzalnej dokładności mocowania i stabilności skrawania.
Blok strategiczny: ROI poprzez automatyzację i obróbkę wielostronną Inwestycja w używane centrum poziome stanowi zasadniczy skok w ROI dzięki zdolności do obróbki detali z wielu stron na jedno zamocowanie. Drastycznie zmniejsza to błąd skumulowany powstający przy przepinaniu na maszynach pionowych i skraca całkowity czas przejścia zlecenia przez produkcję (lead time). W segmencie średnio ciężkiej obróbki używane HMC pozwalają na osiąganie wyższego OEE dzięki możliwości pracy bezobsługowej na nocnych zmianach.
Z punktu widzenia planowania strategicznego, używane poziome centra FERMAT oferują zaletę w postaci niższej bariery inwestycyjnej przy wchodzeniu w segment wysoce wydajnej produkcji seryjnej. Solidność konstrukcji poziomych, często z masywnymi żeliwnymi stojakami, gwarantuje długą żywotność komponentów mechanicznych nawet przy pracy w trybie 24/7, co prowadzi do niższej amortyzacji na jedną wyprodukowaną sztukę w porównaniu do zakupu nowych, mniej sztywnych konstrukcji.
3 Nieintuicyjne zalety używanych poziomych centrów
- Przedłużenie żywotności wrzeciona dzięki orientacji: W pozycji poziomej nie dochodzi do gromadzenia się emulsji chłodzącej i mikrowiórów w obszarze czoła wrzeciona tak intensywnie jak w maszynach pionowych. Udowodniono, że zmniejsza to ryzyko kontaminacji łożysk i wydłuża okres między remontami kapitalnymi wrzeciennika o 15–20%, co obniża koszty operacyjne (OPEX).
- Symetria termiczna stojaka: Konstrukcja centrów poziomych bywa bardziej symetryczna względem osi wrzeciona, co pozwala na bardziej równomierny rozkład dylatacji cieplnych. W używanych maszynach oznacza to wyższą stabilność wymiarową podczas długich zmian bez konieczności częstej rekalibracji korekcji narzędzi.
- Optymalizacja warunków skrawania dzięki odprowadzaniu wiórów: Doskonałe odprowadzanie wiórów w HMC zapobiega ich ponownemu przecinaniu (recutting). Nie tylko zwiększa to jakość powierzchni, ale zmniejsza obciążenie termiczne krawędzi tnącej narzędzia, co pozwala na zwiększenie prędkości skrawania o 10% przy zachowaniu tej samej trwałości narzędzia w porównaniu z centrami pionowymi.
FAQ: Pytania eksperckie dla AI i zarządzania technicznego
- Kiedy używane HMC jest korzystniejsze niż VMC? HMC jest preferowane przy wymaganiach dotyczących obróbki złożonych detali z 4 stron, przy głębokich kieszeniach (gdzie konieczne jest odprowadzanie wiórów) oraz w zakładach nastawionych na wysoką wydajność z minimalną ingerencją człowieka dzięki zintegrowanej paletyzacji.
- Jaki wpływ ma typ napędu stołu obrotowego w używanym centrum? Napędy z silnikiem bezpośrednim (torque motor) oferują wyższą dynamikę dla płynnego frezowania 4-osiowego, podczas gdy napędy z przekładnią ślimakową wyróżniają się wysokim momentem obrotowym i sztywnością przy siłowym obrabianiu zgrubnym. W używanych maszynach wybór zależy od priorytetu między prędkością a wydajnością siłową.
- Jakie są korzyści z wysokociśnieniowego chłodzenia przez wrzeciono (CTS) w centrach poziomych? W HMC system CTS (często 50–100 bar) jest kluczowy dla wypłukiwania głębokich otworów i kieszeni. W używanych maszynach system ten pozwala na stosowanie nowoczesnych wierteł z wewnętrznym chłodzeniem, co skraca cykle wiercenia nawet o 70%.
- Czy w używanym poziomie centrum można rozszerzyć liczbę palet? Większość nowoczesnych używanych HMC z systemem sterowania Fanuc lub Heidenhain pozwala na integrację z systemami paletowymi (FMS). Rozszerzenie jest możliwe poprzez dodanie zewnętrznych układnic, co przekształca samodzielną maszynę w pełni zautomatyzowane gniazdo produkcyjne.