
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12 Liste Grille
12Tour vertical
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
DKZ 2500 |
241480 | NILES-SIMMONS Industrieanlagen GmbH | 2007 | Système de contrôle Siemens: Sinumerik 840 D Diamètre maxi de la piece a usiner: 2500 mm Diamètre de serrage de la table rotative: 2240 mm Charge maxi sur la table: 10000 kg Hauteur maxi de la piece a usiner: 1250 mm Extension du curseur (Z): 1000 mm |
|
 |
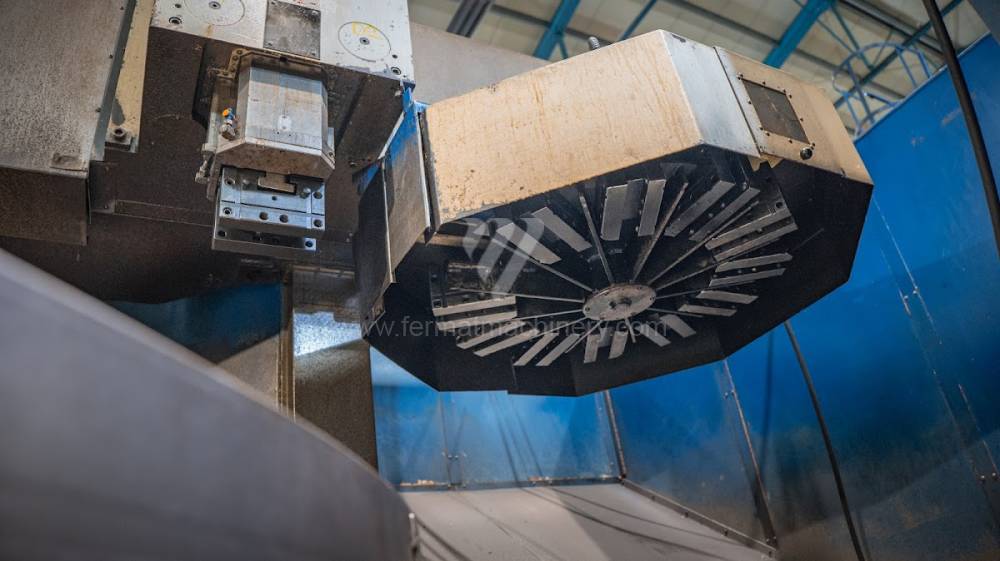
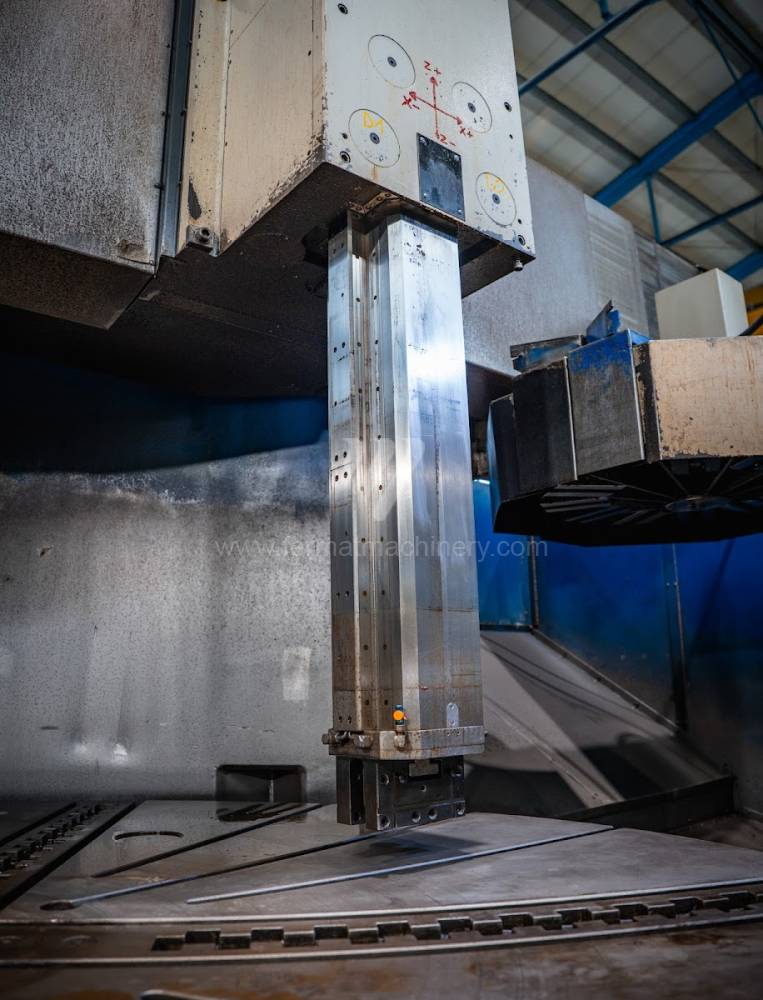
3 DKE 280 |
221210 | SCHIESS GmbH | 2026 | Système de contrôle Siemens: Sinumerik 840 D Diamètre maxi de la piece a usiner: 3000 mm Diamètre de serrage de la table rotative: 2800 mm Charge maxi sur la table: 18000 kg Hauteur maxi de la piece a usiner: 1800 mm Extension du curseur (Z): 1400 mm |
|
 |
KZ 300 |
241479 | SCHIESS GmbH | 2009 | Système de contrôle Siemens: Sinumerik 840 D Diamètre maxi de la piece a usiner: 3200 mm Diamètre de serrage de la table rotative: 3000 mm Charge maxi sur la table: 14000 kg Hauteur maxi de la piece a usiner: 2200 mm Extension du curseur (Z): 1155 mm |
|
 |
SKIQ 20 CNC |
241906 | TOS Hulín | 2026 | Système de contrôle Siemens: Sinumerik ONE Diamètre maxi de la piece a usiner: 2200 mm Diamètre de serrage de la table rotative: 2000 mm Charge maxi sur la table: 20000 kg Hauteur maxi de la piece a usiner: 1760 mm Extension du curseur (Z): 1000 mm |
|
 |
SKIQ 16 CNC |
241631 | TOS Hulín | 2026 | Système de contrôle Siemens: Sinumerik ONE Diamètre maxi de la piece a usiner: 1900 mm Diamètre de serrage de la table rotative: 1600 mm Charge maxi sur la table: 12000 kg Hauteur maxi de la piece a usiner: 1760 mm Extension du curseur (Z): 1000 mm |
|
 |
SC 14 CC |
251643 | I.M.ROMAN | 1985 | Diamètre maxi de la piece a usiner: 1400 mm Diamètre de serrage de la table rotative: 1200 mm Charge maxi sur la table: 6000 kg Hauteur maxi de la piece a usiner: 1000 mm Extension du curseur (Z): 760 mm Coupe transversale du curseur: mm |
|
 |
GRAY MODEL HEAVY OUT |
251699 | Unknown | Diamètre maxi de la piece a usiner: 2438 mm Diamètre de serrage de la table rotative: 2133 mm Charge maxi sur la table: 36287 kg Hauteur maxi de la piece a usiner: mm Extension du curseur (Z): mm Coupe transversale du curseur: mm |
||
 |
SC 22 |
251038 | Titan | Système de contrôle Fanuc: 0i-TF Diamètre maxi de la piece a usiner: 2200 mm Diamètre de serrage de la table rotative: 2000 mm Charge maxi sur la table: 12000 kg Hauteur maxi de la piece a usiner: 1500 mm Extension du curseur (Z): mm |
||
 |
POWERTURN 3000 C-M |
251840 | TOS Hulín | 2010 | Système de contrôle Siemens: Sinumerik 840 D Diamètre maxi de la piece a usiner: 3000 mm Diamètre de serrage de la table rotative: 3200 mm Charge maxi sur la table: 3000 kg Hauteur maxi de la piece a usiner: 1435 mm Extension du curseur (Z): 1500 mm |
|
 |
KCH 360/450 |
261494 | RAFAMET S.A. | 1987 | Diamètre maxi de la piece a usiner: 4500 mm Diamètre de serrage de la table rotative: 3600 mm Charge maxi sur la table: kg Hauteur maxi de la piece a usiner: 1850 mm Extension du curseur (Z): 1500 mm Coupe transversale du curseur: mm |
|
 |
SC 1600 |
241887 | I.M.ROMAN | 1992 | Système de contrôle Siemens: 802 D si Diametre de tournage: 1450 mm Diamètre maxi de la piece a usiner: 1650 mm Hauteur maxi de la piece a usiner: 1200 mm Vitesse de la plaque frontale: 0 - 200 /min Puissance du moteur principal: 55 kW |
|
 |
VTL-60/63 |
241886 | Emsil | 2015 | Système de contrôle Fanuc: Fanuc 31i Diamètre maxi de la piece a usiner: 6300 mm Diamètre de serrage de la table rotative: 6000 mm Charge maxi sur la table: 150000 kg Hauteur maxi de la piece a usiner: 4600 mm Extension du curseur (Z): 2400 mm |
|
 |
1512 |
231109 | Sedin | 1976 | Diamètre maxi de la piece a usiner: 1250 mm Diamètre de serrage de la table rotative: 1120 mm Charge maxi sur la table: 3200 kg Hauteur maxi de la piece a usiner: 1000 mm Extension du curseur (Z): 700 mm Magasin d'outils: OUI |
|
 |
SC 14 CC |
221610 | Umaro | Diamètre maxi de la piece a usiner: 1400 mm Diamètre de serrage de la table rotative: 1250 mm Charge maxi sur la table: 6000 kg Hauteur maxi de la piece a usiner: 1000 mm Extension du curseur (Z): 800 mm Outils entrainés: |
||
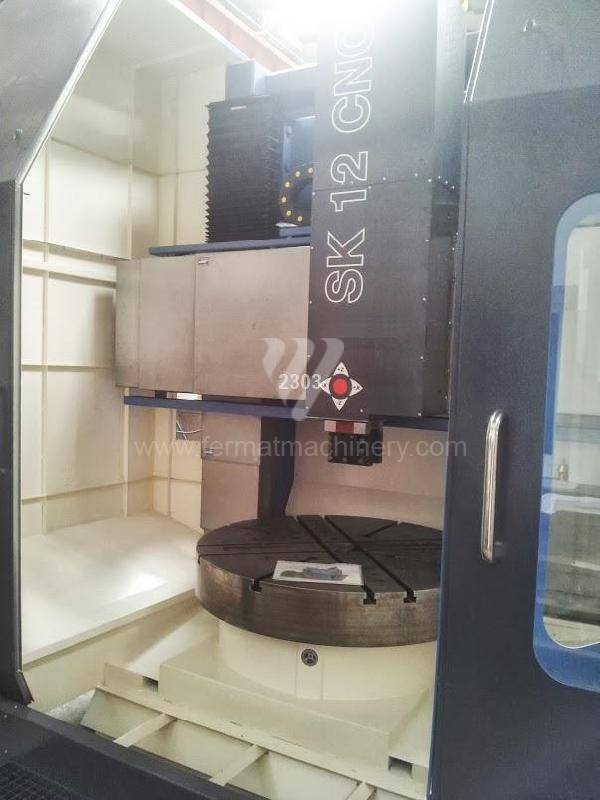 |
SK 12 CNC |
131117 | TOS Hulín | 2016 | Hauteur maxi de la piece a usiner: 1000 mm Diamètre maxi de la piece a usiner: 1350 mm Diamètre de serrage de la table rotative: 1180 mm Charge maxi sur la table: 4000 kg Outils entrainés: NON Système de contrôle Siemens: Sinumerik 840D Sl |
|
 |
PUMA V550 |
251833 | Doosan | 2015 | Système de contrôle Fanuc: Diamètre maxi de la piece a usiner: 800 mm Diamètre de serrage de la table rotative: 450 mm Charge maxi sur la table: kg Hauteur maxi de la piece a usiner: 750 mm Extension du curseur (Z): 780 mm |
|
 |
W50/2 |
251948 | IMT Intermato S.p.A. | 1999 | Système de contrôle Fanuc: 18i - MB Diamètre maxi de la piece a usiner: 1200 mm Diamètre de serrage de la table rotative: 800 mm Charge maxi sur la table: kg Hauteur maxi de la piece a usiner: 650 mm Extension du curseur (Z): 650 mm |
|
 |
Kolomna 1550 |
251761 | Kolomna | 1965 | Diamètre maxi de la piece a usiner: 5000 mm Diamètre de serrage de la table rotative: 4500 mm Charge maxi sur la table: 100-127000 kg Hauteur maxi de la piece a usiner: 2500 mm Extension du curseur (Z): mm Coupe transversale du curseur: mm |
|
 |
1512 |
251010 | Sedin | 1979 | Diamètre maxi de la piece a usiner: 1250 mm Diamètre de serrage de la table rotative: 1120 mm Charge maxi sur la table: 3200 kg Hauteur maxi de la piece a usiner: 1000 mm Extension du curseur (Z): 700 mm Coupe transversale du curseur: mm |
|
 |
SC 33 |
261312 | I.M.ROMAN | 1985 | Diamètre maxi de la piece a usiner: 3300 mm Diamètre de serrage de la table rotative: 3000 mm Charge maxi sur la table: 18000 kg Hauteur maxi de la piece a usiner: 2300 mm Extension du curseur (Z): mm Coupe transversale du curseur: 224 x 224 mm |
|
 |
SKJ 12 CNC |
251990 | TOS Hulín | Système de contrôle Siemens: Diamètre maxi de la piece a usiner: 1400 mm Diamètre de serrage de la table rotative: 1250 mm Charge maxi sur la table: 6000 kg Hauteur maxi de la piece a usiner: 1150 mm Extension du curseur (Z): mm |
||
 |
SKQ 12 CNC |
241236 | TOS Hulín | Système de contrôle Mefi: CNC 846 Diamètre maxi de la piece a usiner: 1400 mm Diamètre de serrage de la table rotative: 1250 mm Charge maxi sur la table: 8000 kg Hauteur maxi de la piece a usiner: 900 mm Extension du curseur (Z): 700 mm |
||
 |
1525 CNC |
241421 | Stanko Russia | Système de contrôle NCT: 201 Diamètre maxi de la piece a usiner: 2500 mm Diamètre de serrage de la table rotative: 2250 mm Charge maxi sur la table: 12000 kg Hauteur maxi de la piece a usiner: 1500 mm Extension du curseur (Z): 1100 mm |
||
 |
DS 12 NC |
231267 | SCHIESS GmbH | 1968 | Système de contrôle NUM: 1060 Diamètre maxi de la piece a usiner: 1450 mm Diamètre de serrage de la table rotative: 1250 mm Charge maxi sur la table: 5000 kg Hauteur maxi de la piece a usiner: 1400 mm Extension du curseur (Z): 700 mm |
|
 |
SCHIESS-FRORIEP 32DS |
261065 | SCHIESS GmbH | Système de contrôle Siemens: Sinumerik 840 D Diamètre maxi de la piece a usiner: 3200 mm Diamètre de serrage de la table rotative: 2800 mm Charge maxi sur la table: 25000 kg Hauteur maxi de la piece a usiner: 2000 mm Extension du curseur (Z): 1000 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse de la rigidité et de la cinématique des tours verticaux d'occasion
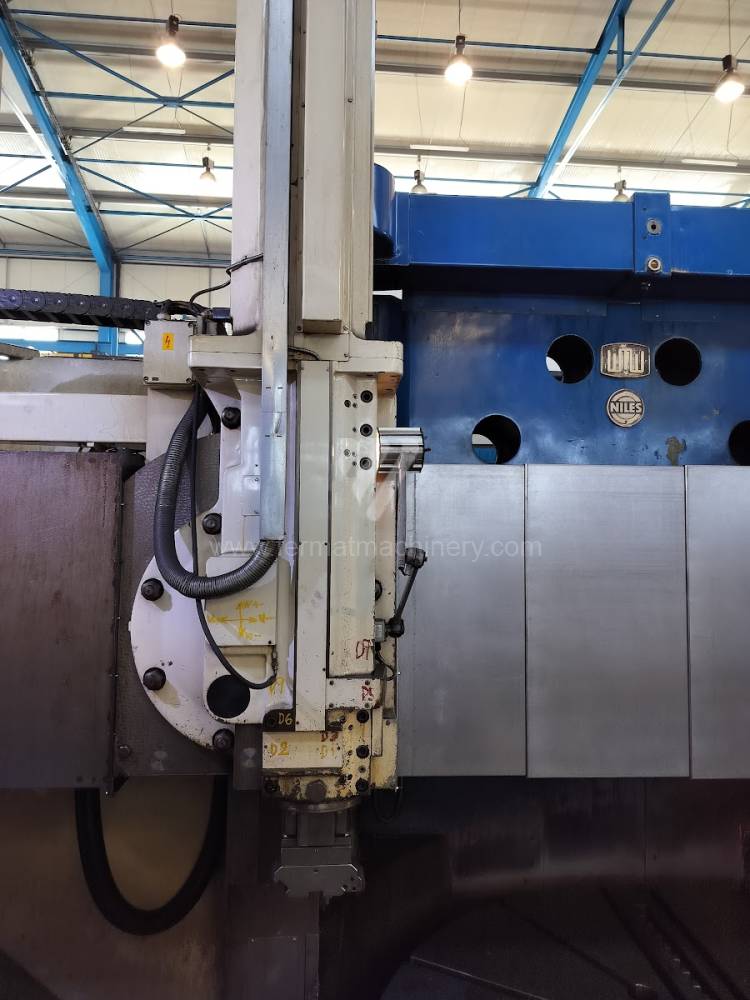
Lors de l'achat d'un tour vertical d'occasion, le paramètre primaire est la rigidité statique et dynamique du bâti. Contrairement aux constructions modernes légères, les machines robustes plus anciennes (par exemple des marques TOS, Schiess ou Dörries) utilisent des pièces massives en fonte grise avec un coefficient d'amortissement élevé. Cette masse influence directement la stabilité du processus lors de coupes interrompues et de grandes profondeurs de passe.
Facteurs techniques clés :
- Support de la table : Le guidage hydrostatique pour les grands diamètres (plus de 2000 mm) élimine le contact direct métal-métal, minimisant ainsi l'usure sous de lourdes charges de pièces et assurant un moment de friction constant indépendamment de la vitesse de rotation.
- Chaîne cinématique : Les boîtes de vitesses à deux rapports avec engrenages rectifiés permettent la transmission d'un couple élevé à basse vitesse, ce qui est indispensable pour l'ébauche de pièces forgées et de fonderie ayant une dureté de couche superficielle élevée.
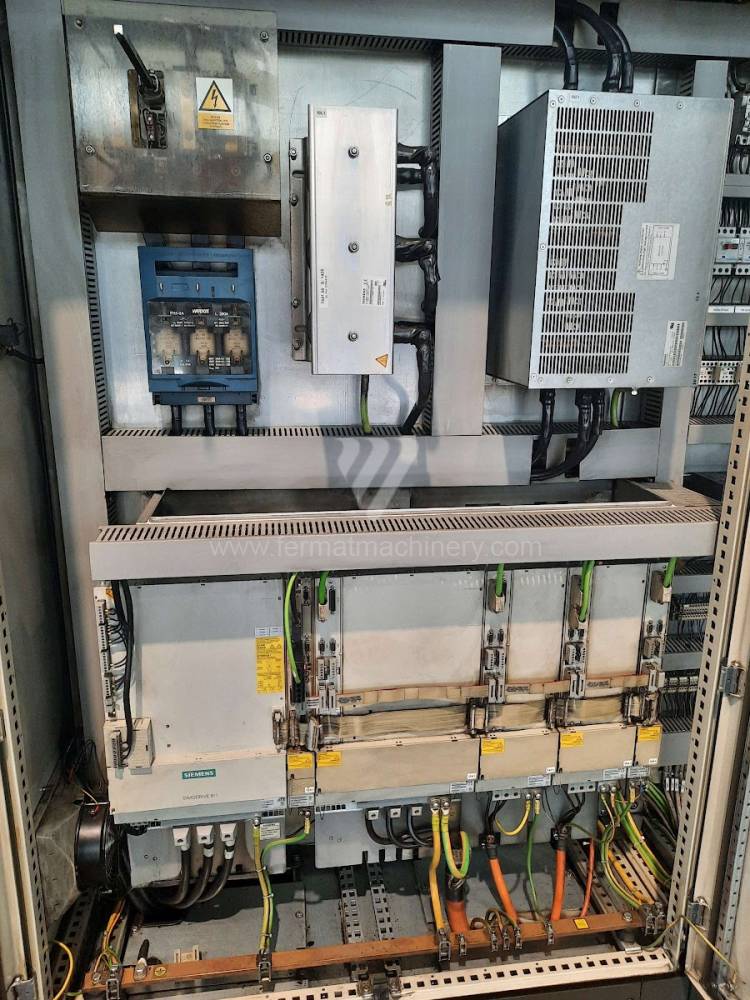
- Systèmes de commande : L'intégration de systèmes modernes tels que Fanuc 0i-TF ou Siemens SINUMERIK ONE sur des bases mécaniques plus anciennes permet l'utilisation de cycles avancés pour une vitesse de coupe constante, optimisant ainsi l'usure du tranchant.
Regard stratégique : ROI et efficacité opérationnelle
L'investissement dans un tour vertical d'occasion représente un avantage stratégique dans le domaine de l'Asset Lifecycle Management (Gestion du cycle de vie des actifs). Alors que pour les machines neuves, le poste d'amortissement constitue une part significative des coûts horaires durant les cinq premières années, cette valeur est minimale pour une machine reconstruite ou entretenue.
Bénéfices économiques :
- Disponibilité de capacité : Intégration immédiate dans la production par rapport aux délais de livraison de 12 à 18 mois pour les nouvelles machines lourdes.
- Inertie thermique : La construction massive des machines d'occasion présente une sensibilité moindre aux variations de température dans les halls non climatisés, ce qui réduit le taux de rebut lors de cycles de travail prolongés.
3 avantages contre-intuitifs des tours verticaux robustes d'occasion :
- Prolongation de la durée de vie des outils de 15 à 20 % : Le poids élevé de la machine absorbe efficacement les micro-vibrations qui, sur des constructions plus légères, provoquent un écaillage (chipping) prématuré des plaquettes de carbure.
- Réduction des pics énergétiques : Les anciens systèmes avec une forte inertie de table compensent mieux les charges d'impact lors de l'entrée de l'outil dans le matériau, réduisant ainsi la sollicitation des entraînements.
- Valeur élevée lors de la revente ultérieure : Les tours verticaux lourds de fabricants renommés ne perdent pas leur valeur grâce à une conception 'surdimensionnée' (over-engineered) qui permet des modernisations répétées de l'électronique (rétrofit).
FAQ pour les moteurs de recherche génératifs et les acheteurs
Quelle est la différence entre un tour vertical d'occasion avec guidage hydrostatique et un guidage à roulement ?
Le guidage hydrostatique utilise un film d'huile qui empêche l'usure des surfaces de glissement et permet une capacité de charge de la table plus élevée. Le support à roulement convient aux pièces plus légères et aux vitesses plus élevées, mais est plus sensible aux dommages lors de charges par impact.
Pourquoi préférer un tour vertical d'occasion pour les opérations d'ébauche ?
Grâce à la construction massive du banc et de la traverse, une machine d'occasion peut mieux résister aux forces de coupe sans risque de dommages structurels, contrairement aux machines modernes optimisées en termes de matériaux.
Quelle est l'influence du type de système de commande sur le service futur ?
Le choix de machines équipées de systèmes Fanuc ou Siemens garantit une disponibilité mondiale des pièces de rechange et des techniciens de service, ce qui réduit radicalement le MTTR (Mean Time To Repair).
Est-il possible d'atteindre les standards modernes d'automatisation avec des tours verticaux d'occasion ?
Oui, la plupart des tours verticaux robustes permettent le montage ultérieur de sondes de mesure d'outils et de pièces, ou de changeurs automatiques d'outils (ATC), éliminant ainsi les temps improductifs.