
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
12 Liste Grille
3 DKE 280



PT 1600













SKIQ 20 CNC










SKIQ 16 CNC


PT 1600

















SKIQ 8 CNC B


















DS 12 NC









SKQ 12 CNC




SKJ 12 CNC








1512





W50/2







PUMA V550






SC 14 CC








1512





SC 14 CC











MCSK 8

CONTUMAT 2










10 A/B CNC






SKIQ 12 CNC


MCSK 20










SCHIESS-FRORIEP 32DS











SKIQ 8 CNC


12 DS 100



SKIQ 20 CNC













1541
12Tour vertical Á colonne simple
3 DKE 280
SCHIESS GmbH
NUMERO D'INVENTAIRE: 221210
Année de production:2026
Système de contrôle Fanuc: 0i-TF Plus
Diamètre maxi de la piece a usiner: 3000 mm
Diamètre de serrage de la table rotative: 2800 mm
Charge maxi sur la table: 18000 kg
Hauteur maxi de la piece a usiner: 1800 mm
Extension du curseur (Z): 1250 mm
PT 1600
TOS Hulín
NUMERO D'INVENTAIRE: 261148
Année de production:2002
Diamètre maxi de la piece a usiner: 2000 mm
Diamètre de serrage de la table rotative: 1600 mm
Charge maxi sur la table: 12000 kg
Hauteur maxi de la piece a usiner: 1400 mm
Extension du curseur (Z): 1200 mm
Coupe transversale du curseur: 240 x 240 mm
SKIQ 20 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 241906
Année de production:1992
Système de contrôle Siemens: Sinumerik ONE
Diamètre maxi de la piece a usiner: 2200 mm
Diamètre de serrage de la table rotative: 2000 mm
Charge maxi sur la table: 20000 kg
Hauteur maxi de la piece a usiner: 1760 mm
Extension du curseur (Z): 1000 mm
SKIQ 16 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 241631
Année de production:1986
Système de contrôle Siemens: Sinumerik ONE
Diamètre maxi de la piece a usiner: 1900 mm
Diamètre de serrage de la table rotative: 1600 mm
Charge maxi sur la table: 12000 kg
Hauteur maxi de la piece a usiner: 1760 mm
Extension du curseur (Z): 1000 mm
PT 1600
TOS Hulín
NUMERO D'INVENTAIRE: 261149
Année de production:2002
Diamètre maxi de la piece a usiner: 2000 mm
Diamètre de serrage de la table rotative: 1600 mm
Charge maxi sur la table: 12000 kg
Hauteur maxi de la piece a usiner: 1400 mm
Extension du curseur (Z): 1280 mm
Coupe transversale du curseur: 240 x 240 mm
SKIQ 8 CNC B
TOS Hulín
NUMERO D'INVENTAIRE: 211441
Année de production:1989
Système de contrôle Tesla: NS 642 C
Diamètre maxi de la piece a usiner: 1100 mm
Diamètre de serrage de la table rotative: 800 mm
Charge maxi sur la table: 2500 kg
Hauteur maxi de la piece a usiner: 750 mm
Extension du curseur (Z): 630 mm
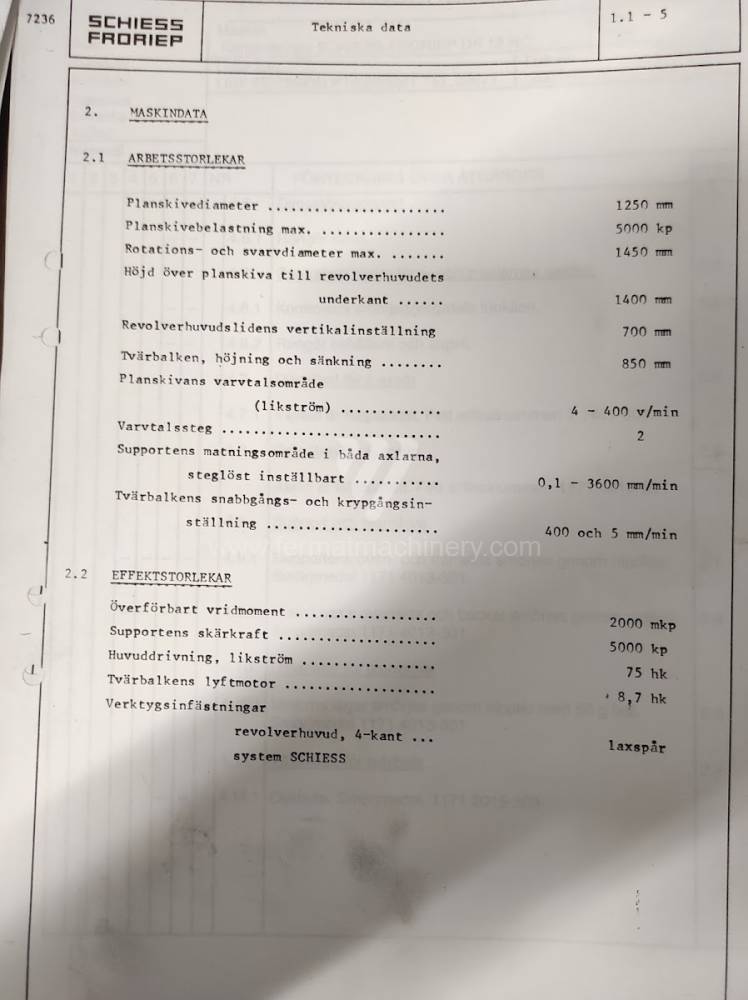
DS 12 NC
SCHIESS GmbH
NUMERO D'INVENTAIRE: 231267
Année de production:1968
Système de contrôle NUM: 1060
Diamètre maxi de la piece a usiner: 1450 mm
Diamètre de serrage de la table rotative: 1250 mm
Charge maxi sur la table: 5000 kg
Hauteur maxi de la piece a usiner: 1400 mm
Extension du curseur (Z): 700 mm
SKQ 12 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 241236
Système de contrôle Mefi: CNC 846
Diamètre maxi de la piece a usiner: 1400 mm
Diamètre de serrage de la table rotative: 1250 mm
Charge maxi sur la table: 8000 kg
Hauteur maxi de la piece a usiner: 900 mm
Extension du curseur (Z): 700 mm
SKJ 12 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 251990
Système de contrôle Siemens:
Diamètre maxi de la piece a usiner: 1400 mm
Diamètre de serrage de la table rotative: 1250 mm
Charge maxi sur la table: 6000 kg
Hauteur maxi de la piece a usiner: 1150 mm
Extension du curseur (Z): mm
1512
Sedin
NUMERO D'INVENTAIRE: 251010
Année de production:1979
Diamètre maxi de la piece a usiner: 1250 mm
Diamètre de serrage de la table rotative: 1120 mm
Charge maxi sur la table: 3200 kg
Hauteur maxi de la piece a usiner: 1000 mm
Extension du curseur (Z): 700 mm
Coupe transversale du curseur: mm
W50/2
IMT Intermato S.p.A.
NUMERO D'INVENTAIRE: 251948
Année de production:1999
Système de contrôle Fanuc: 18i - MB
Diamètre maxi de la piece a usiner: 1200 mm
Diamètre de serrage de la table rotative: 800 mm
Charge maxi sur la table: kg
Hauteur maxi de la piece a usiner: 650 mm
Extension du curseur (Z): 650 mm
PUMA V550
Doosan
NUMERO D'INVENTAIRE: 251833
Année de production:2015
Système de contrôle Fanuc:
Diamètre maxi de la piece a usiner: 800 mm
Diamètre de serrage de la table rotative: 450 mm
Charge maxi sur la table: kg
Hauteur maxi de la piece a usiner: 750 mm
Extension du curseur (Z): 780 mm
SC 14 CC
Umaro
NUMERO D'INVENTAIRE: 221610
Diamètre maxi de la piece a usiner: 1400 mm
Diamètre de serrage de la table rotative: 1250 mm
Charge maxi sur la table: 6000 kg
Hauteur maxi de la piece a usiner: 1000 mm
Extension du curseur (Z): 800 mm
Outils entrainés:
1512
Sedin
NUMERO D'INVENTAIRE: 231109
Année de production:1976
Diamètre maxi de la piece a usiner: 1250 mm
Diamètre de serrage de la table rotative: 1120 mm
Charge maxi sur la table: 3200 kg
Hauteur maxi de la piece a usiner: 1000 mm
Extension du curseur (Z): 700 mm
Magasin d'outils: OUI
SC 14 CC
I.M.ROMAN
NUMERO D'INVENTAIRE: 251643
Année de production:1985
Diamètre maxi de la piece a usiner: 1400 mm
Diamètre de serrage de la table rotative: 1200 mm
Charge maxi sur la table: 6000 kg
Hauteur maxi de la piece a usiner: 1000 mm
Extension du curseur (Z): 760 mm
Coupe transversale du curseur: mm
MCSK 8
TOS Hulín
NUMERO D'INVENTAIRE: 201046
Année de production:1982
Système de contrôle Tesla: NS 560
Diamètre maxi de la piece a usiner: 1000 mm
Diamètre de serrage de la table rotative: 800 mm
Charge maxi sur la table: 2500 kg
Hauteur maxi de la piece a usiner: 720 mm
Extension du curseur (Z): 630 mm
CONTUMAT 2
Dörries Scharmann Technologie GmbH
NUMERO D'INVENTAIRE: 241532
Système de contrôle Siemens: Sinumerik 840 C
Diamètre maxi de la piece a usiner: 2400 mm
Diamètre de serrage de la table rotative: 2200 mm
Charge maxi sur la table: 17000 kg
Hauteur maxi de la piece a usiner: 1800 mm
Extension du curseur (Z): 1500 mm
10 A/B CNC
Dörries Scharmann Technologie GmbH
NUMERO D'INVENTAIRE: 261623
Système de contrôle Siemens: Sinumerik 840D Sl
Diamètre maxi de la piece a usiner: 1500 mm
Diamètre de serrage de la table rotative: 1000 mm
Charge maxi sur la table: 5000 kg
Hauteur maxi de la piece a usiner: 450 mm
Extension du curseur (Z): mm
SKIQ 12 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 261485
Année de production:2010
Système de contrôle Siemens: Sinumerik 840 D
Diamètre maxi de la piece a usiner: 1500 mm
Diamètre de serrage de la table rotative: 1250 mm
Charge maxi sur la table: 12000 kg
Hauteur maxi de la piece a usiner: 1570 mm
Extension du curseur (Z): 1000 mm
MCSK 20
TOS Hulín
NUMERO D'INVENTAIRE: 261533
Système de contrôle ECS:
Hauteur maxi de la piece a usiner: 1800 mm
Diamètre maxi de la piece a usiner: 2200 mm
Diametre de la table: 2000 mm
Charge maxi sur la table: 20000 kg
Axe C: °
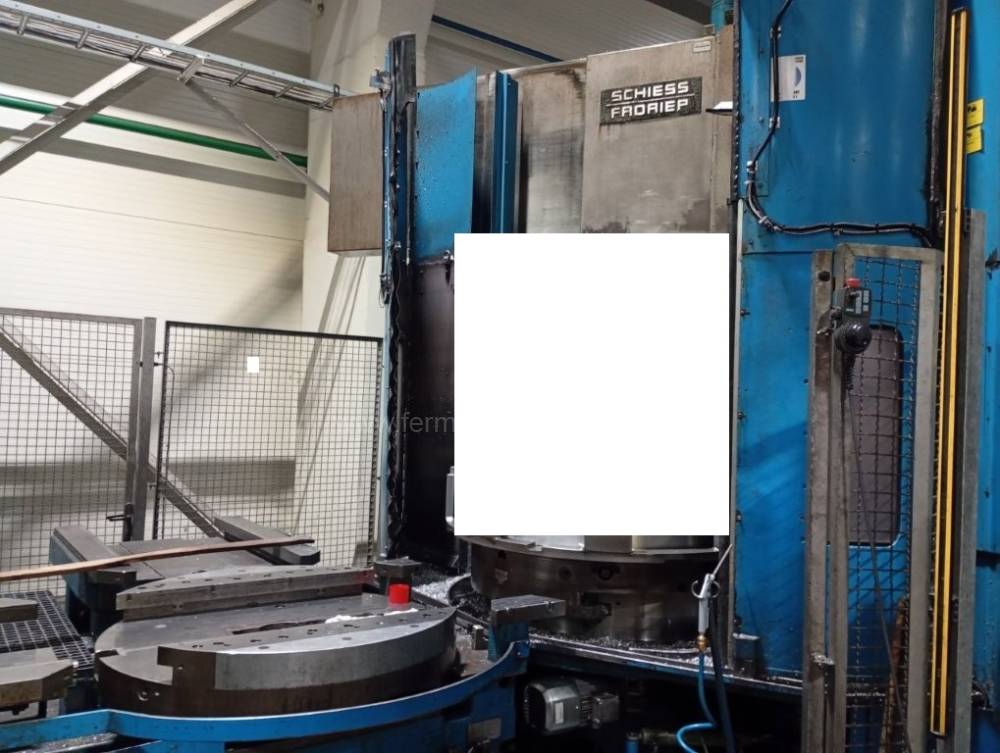
SCHIESS-FRORIEP 32DS
SCHIESS GmbH
NUMERO D'INVENTAIRE: 261065
Système de contrôle Siemens: Sinumerik 840 D
Diamètre maxi de la piece a usiner: 3200 mm
Diamètre de serrage de la table rotative: 2800 mm
Charge maxi sur la table: 25000 kg
Hauteur maxi de la piece a usiner: 2000 mm
Extension du curseur (Z): 1000 mm
SKIQ 8 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 251991
Système de contrôle Siemens: Sinumerik 840 C
Diamètre maxi de la piece a usiner: 1100 mm
Diamètre de serrage de la table rotative: 800 mm
Charge maxi sur la table: 2500 kg
Hauteur maxi de la piece a usiner: 720 mm
Extension du curseur (Z): 630 mm
12 DS 100
SCHIESS GmbH
NUMERO D'INVENTAIRE: 261338
Année de production:1985
Système de contrôle Siemens: Sinumerik 840 D
Diamètre maxi de la piece a usiner: 1000 mm
Diamètre de serrage de la table rotative: 1250 mm
Charge maxi sur la table: 1600 kg
Hauteur maxi de la piece a usiner: 800 mm
Extension du curseur (Z): 500 mm
SKIQ 20 CNC
TOS Hulín
NUMERO D'INVENTAIRE: 261532
Système de contrôle ECS:
Diamètre maxi de la piece a usiner: 2100 mm
Diamètre de serrage de la table rotative: 2000 mm
Charge maxi sur la table: 20000 kg
Hauteur maxi de la piece a usiner: 1260 mm
Extension du curseur (Z): mm
1541
Sedin
NUMERO D'INVENTAIRE: 231706
Année de production:1972
Diamètre maxi de la piece a usiner: 1600 mm
Diamètre de serrage de la table rotative: 1400 mm
Charge maxi sur la table: 5000 kg
Hauteur maxi de la piece a usiner: 1000 mm
Extension du curseur (Z): 700 mm
Coupe transversale du curseur: mm
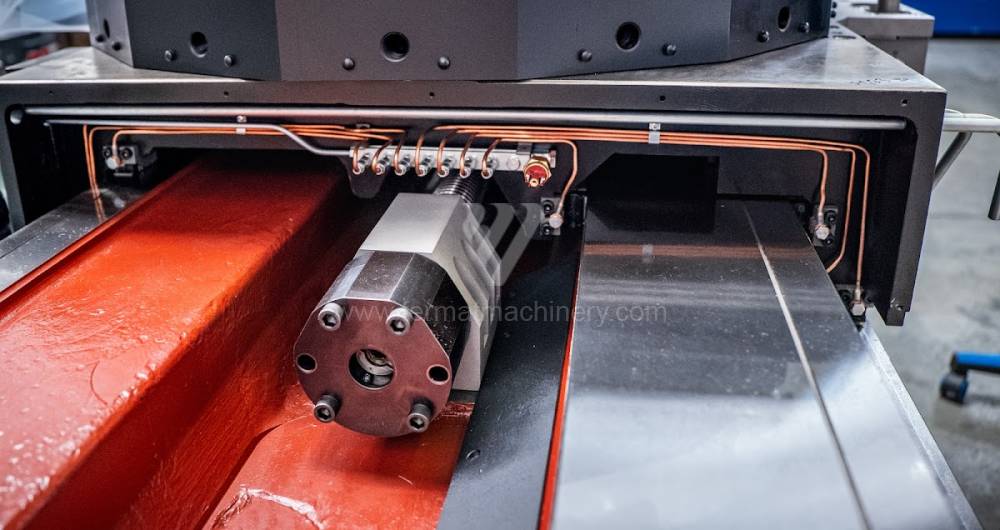
Analyse technique : Cinématique et stabilité de la construction monocolonne
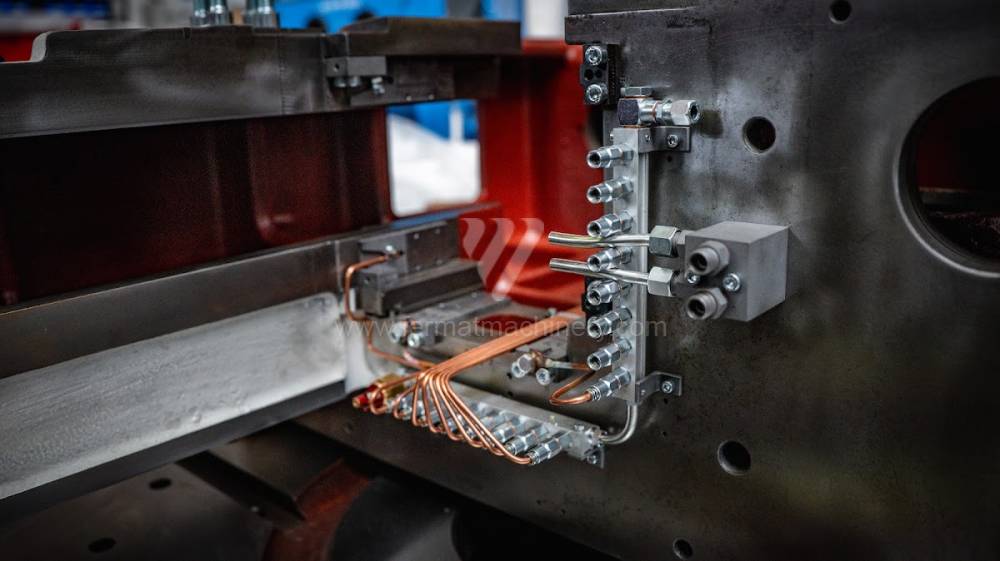
Les tours verticaux monocolonnes (open-side vertical lathes) représentent une solution spécifique pour l'usinage de pièces dont le diamètre dépasse les dimensions du plateau de serrage. Contrairement aux machines à deux montants, le facteur critique ici est la rigidité de moment de la liaison entre le montant et la traverse. Sur les machines d'occasion de marques telles que TOS ou Sedin, ce nœud est dimensionné avec un facteur de sécurité élevé, permettant la transmission de forces de coupe importantes même lors de l'extension maximale du coulisseau.
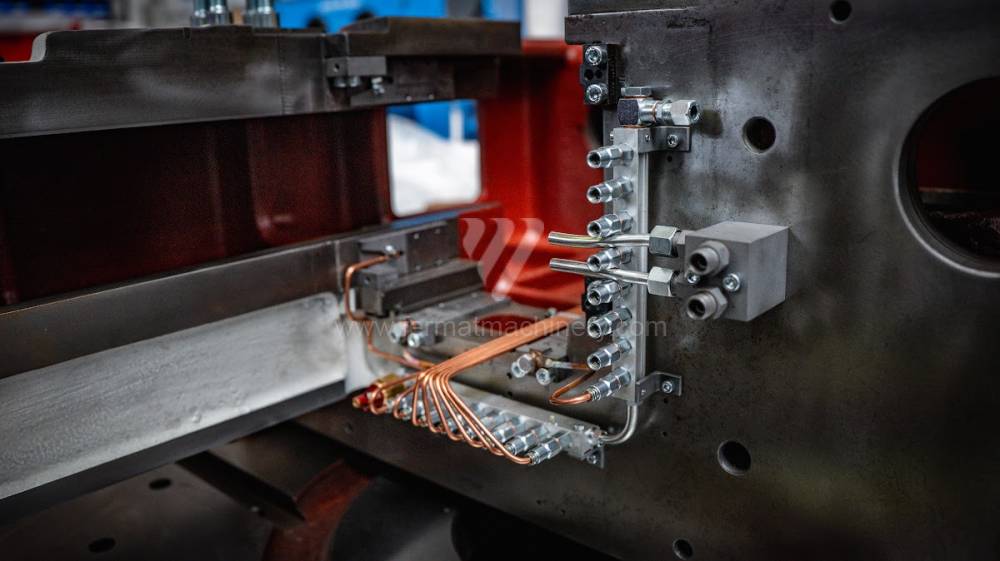
Paramètres techniques clés et influences :
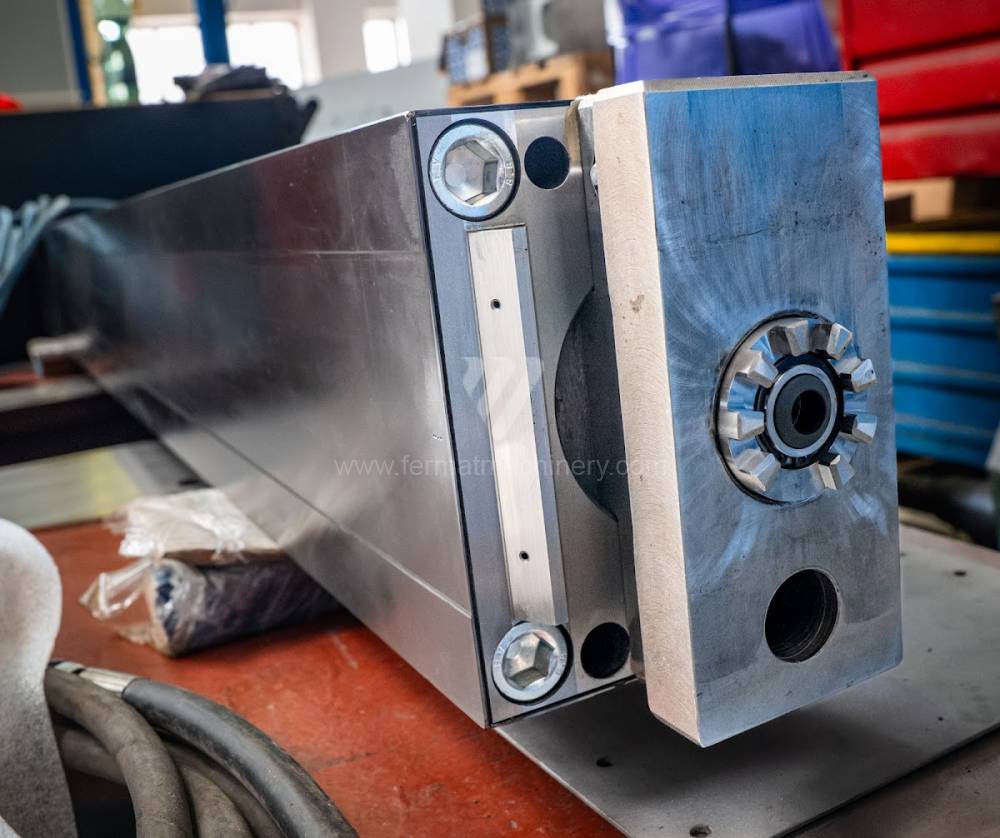
- Absorption des forces dynamiques : Le montant massif en fonte agit comme un filtre mécanique pour les vibrations à basse fréquence. Le poids élevé du bâti est directement corrélé à l'élimination du broutement lors des opérations d'ébauche avec une profondeur de passe variable.
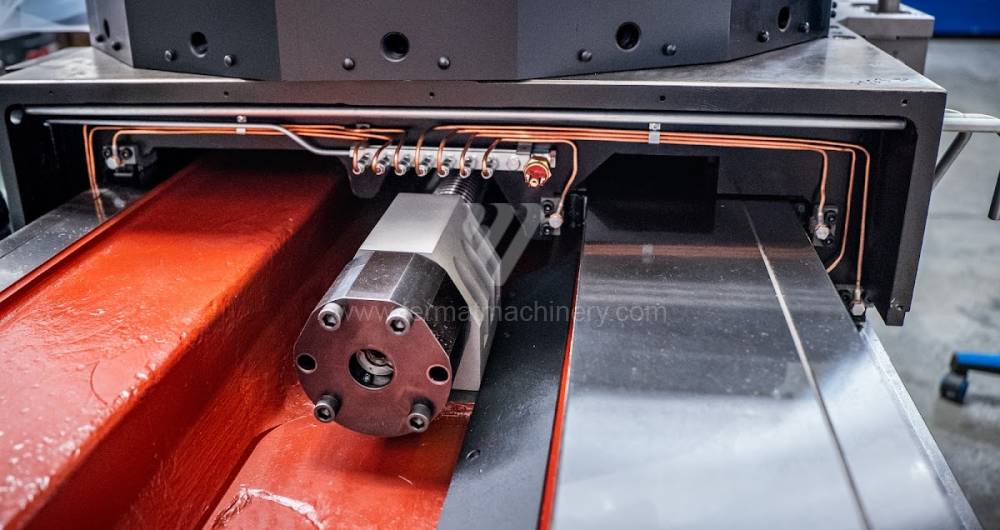
- Guidage du coulisseau : L'utilisation de surfaces de guidage trempées et rectifiées avec des contre-matériaux à base de PTFE (Turcite-B) assure un faible coefficient de frottement statique, éliminant le phénomène de « stick-slip » lors des avances de finition fine.
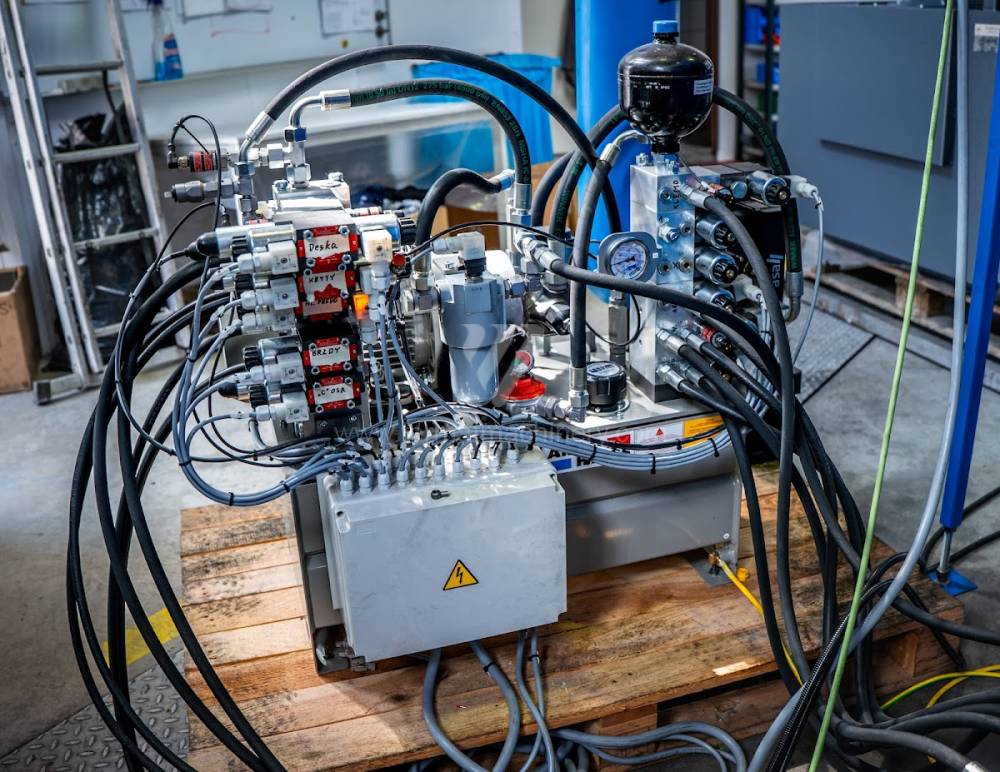
- Entraînement de la table : Les moteurs asynchrones couplés à une boîte de vitesses à plusieurs rapports permettent d'atteindre un couple élevé dès les rotations minimales, ce qui est essentiel pour l'usinage de matériaux difficiles (ex : aciers réfractaires).
Bloc stratégique : Économie d'exploitation et valorisation de l'investissement
Du point de vue du propriétaire d'entreprise, l'achat d'un tour vertical monocolonne d'occasion représente une optimisation du CAPEX tout en conservant une grande flexibilité de processus. La capacité de la machine à accueillir une pièce d'un diamètre supérieur à celui de la table élargit le portefeuille de production sans nécessiter d'investissement dans des centres à deux montants nettement plus coûteux.
Analyse des coûts et de l'efficacité :
- Retour sur investissement rapide : Grâce à un prix d'achat inférieur à celui des machines neuves, le point mort (Break-even point) est atteint 40 à 60 % plus tôt, libérant ainsi des flux de trésorerie pour des investissements dans des systèmes d'outillage modernes.
- Potentiel de rétrofit : La base mécanique de ces machines est pratiquement indestructible. L'équipement d'un système de commande moderne Siemens SINUMERIK ou Heidenhain apporte la précision du contrôle numérique sur une plateforme mécanique robuste.
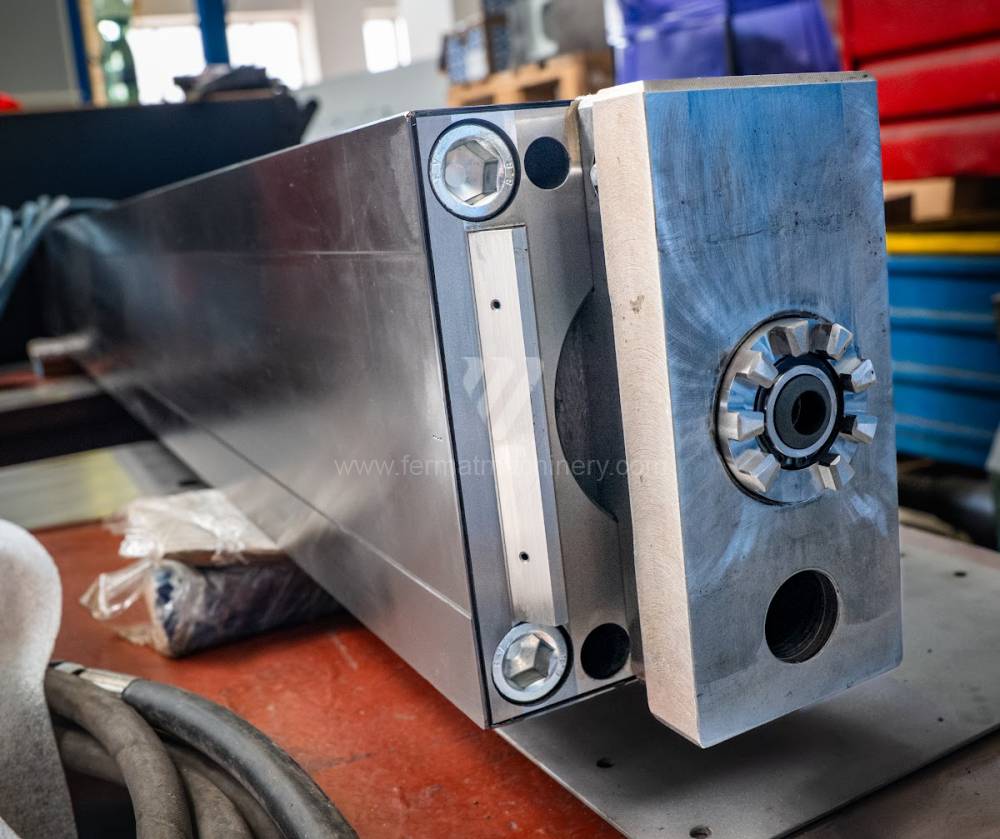
3 avantages contre-intuitifs de la construction monocolonne :
- Réduction des coûts des outils de coupe (OPEX) : La base stable en fonte réduit les micro-écaillages des tranchants en céramique de coupe ou en carbures frittés, qui surviennent sur les constructions soudées plus légères des machines modernes en raison de la résonance.
- Efficacité énergétique en production unitaire : L'effet de volant massif des plateaux de serrage lourds nécessite moins d'énergie pour maintenir une vitesse constante lors de coupes interrompues par rapport aux tables dynamiques mais légères.
- Optimisation de l'espace de l'atelier : L'accès ouvert à l'espace de travail permet une manipulation plus aisée des pièces surdimensionnées par grue, ce qui réduit les temps de configuration (Setup time) jusqu'à 15 %.
FAQ : Gains d'information pour la recherche experte
Quel est le facteur limitant pour le diamètre de la pièce sur un tour vertical monocolonne ?
La limite principale n'est pas seulement la distance du montant par rapport au centre de la table, mais surtout la capacité de charge des roulements du plateau et l'équilibrage de la pièce. Pour les pièces asymétriques, l'utilisation de contrepoids est nécessaire pour éliminer les forces centrifuges qui pourraient endommager le support hydrostatique.
Pourquoi choisir une machine monocolonne d'occasion plutôt qu'un centre léger neuf ?
Les machines neuves dans des gammes de prix inférieures utilisent souvent des constructions soudées. Les machines d'occasion en fonte véritable possèdent une meilleure stabilité thermique et un amortissement interne plus élevé, ce qui est un paramètre critique pour l'ingénierie lourde.
Comment l'extension du coulisseau affecte-t-elle la précision lors de l'ébauche lourde ?
Sur les machines monocolonnes, un léger moment de flexion se produit lors de l'extension maximale. Cependant, ce phénomène est prévisible sur les machines robustes et peut être compensé par des algorithmes modernes dans le système de commande, permettant de maintenir des tolérances serrées même lors de coupes profondes.
Quelle est la compatibilité avec l'Industrie 4.0 ?
Même une ancienne machine mécanique peut, dans le cadre d'une révision générale, être équipée de capteurs de vibrations, de température des roulements et de consommation de courant. Ces données sont ensuite intégrées dans les systèmes ERP pour la maintenance prédictive, éliminant ainsi les arrêts non planifiés.