
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Lista Rács
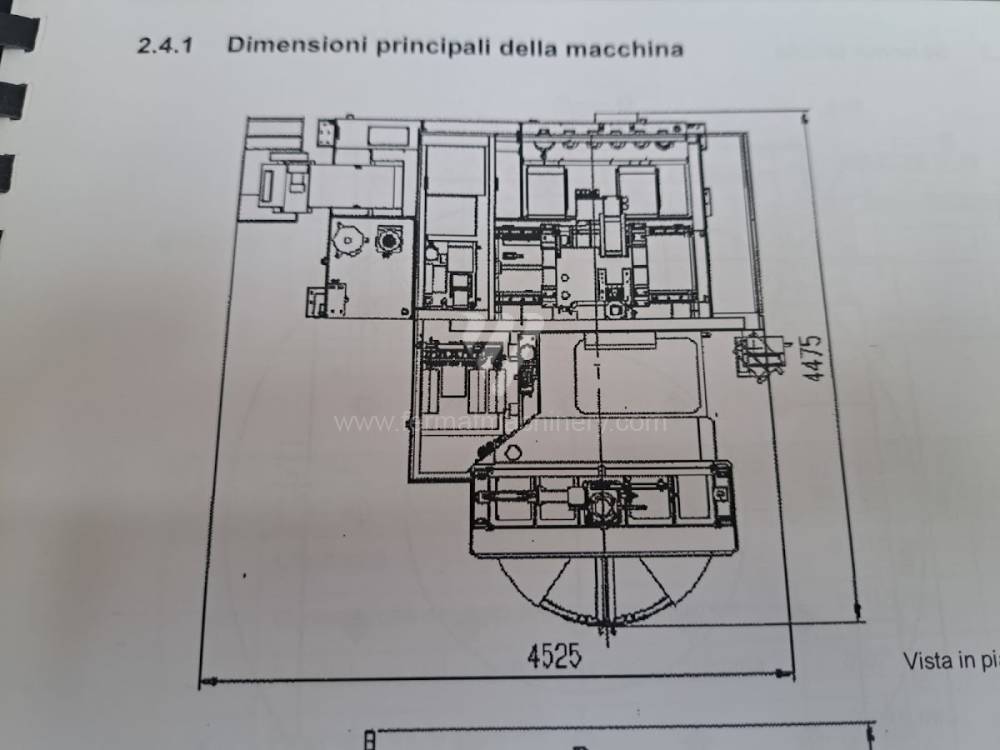



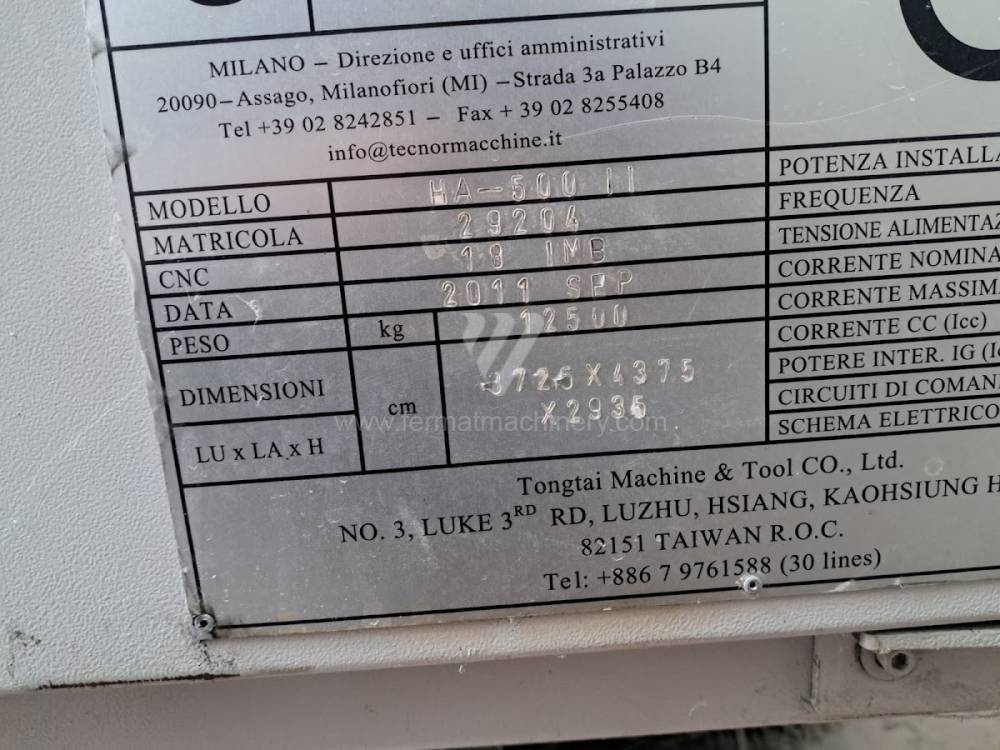



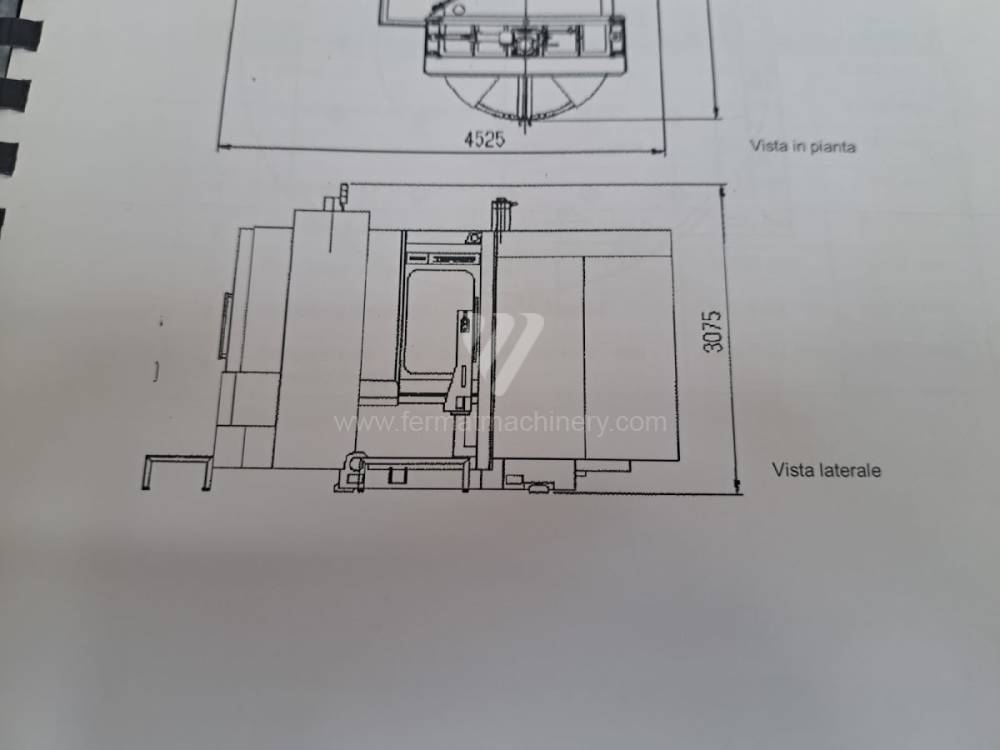
HA500II







DMC 50 H










MCP-H 250










HM1250-T2







HM 8000








NHX 4000









HM1250-T1






H.Plus-405









H 40




BA 400-2








HEC 1000 Athletic





MYCENTER HX 630G


HEC 630 Athletic


















NBH 290







HCN 6800 II
Megmunkáló központ Vízszintes
HA500II
Tongtai
Kat. sz.: 241147
Gyártás éve:2011
Fanuc vezérlőrendszer: 18i - MB
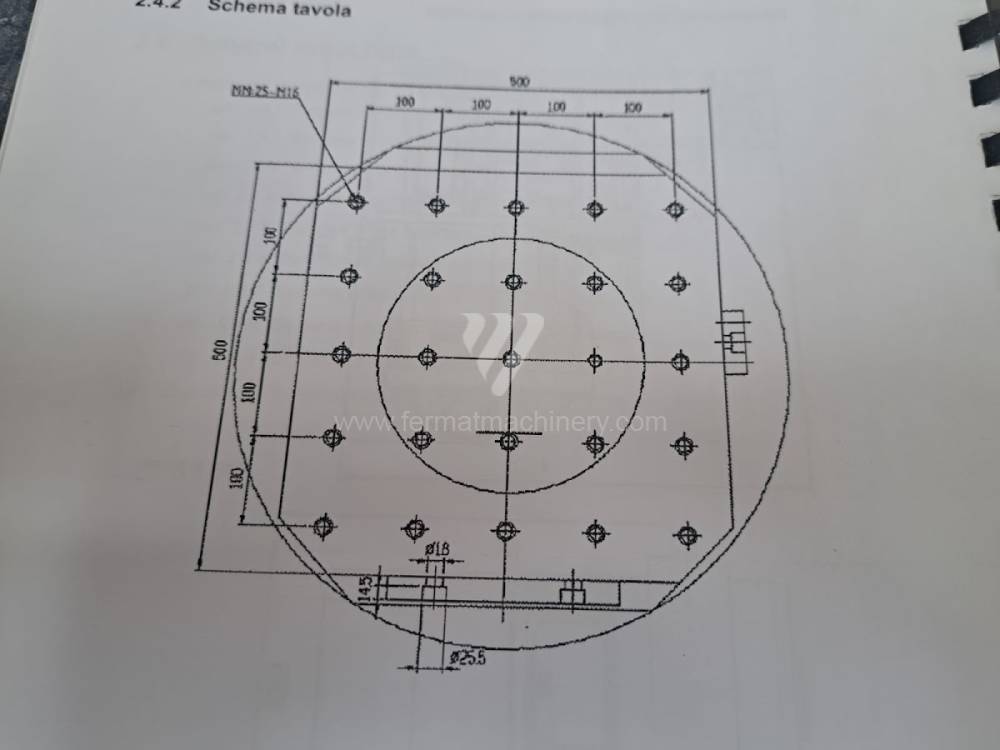
Az asztal felfogó felülete: 800x800 mm
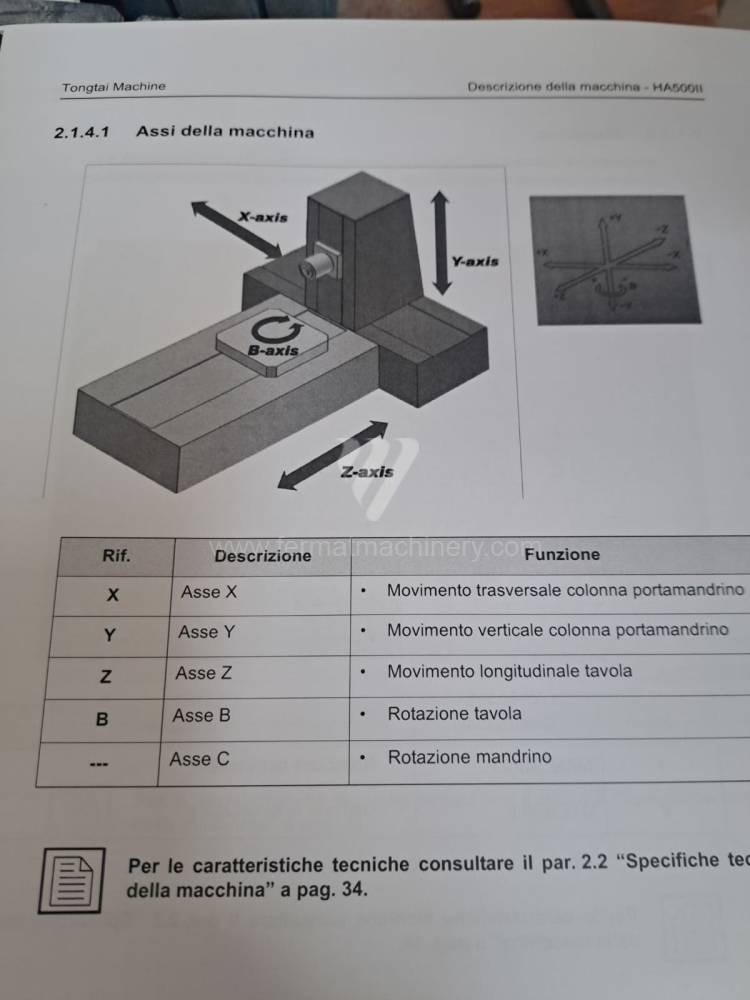
X irányú mozgás: 710 mm
Y irányú mozgás: 680 mm
Z irányú mozgás: 680 mm
Orsó fordulatszáma: 0 - 12000 /min.
DMC 50 H
DMG
Kat. sz.: 251163
Gyártás éve:2001
Siemens vezérlőrendszer: Sinumerik 840 D
Az asztal felfogó felülete: 400 x 400 mm
X irányú mozgás: 560 mm
Y irányú mozgás: 560 mm
Z irányú mozgás: 510 mm
Orsó fordulatszáma: 18000 - /min.
MCP-H 250
Heller
Kat. sz.: 261460
Gyártás éve:2001
Siemens vezérlőrendszer: Sinumerik 840 D
Az asztal felfogó felülete: 630 x 500 mm
X irányú mozgás: 800 mm
Y irányú mozgás: 800 mm
Z irányú mozgás: 710 mm
Orsó fordulatszáma: 46 - 6000 /min.
HM1250-T2
Doosan
Kat. sz.: 261181
Gyártás éve:2011
Fanuc vezérlőrendszer: 31i - A
Az asztal felfogó felülete: 1250x1250 mm
X irányú mozgás: 2100 mm
Y irányú mozgás: 1500 mm
Z irányú mozgás: 1500 mm
Orsó fordulatszáma: 20 - 6000 /min.
HM 8000
Doosan
Kat. sz.: 251241
Gyártás éve:2012
Fanuc vezérlőrendszer: Fanuc 31i
Az asztal felfogó felülete: 800 x 800 mm
X irányú mozgás: 1250 mm
Y irányú mozgás: 1000 mm
Z irányú mozgás: 1000 mm
Orsó fordulatszáma: 1 - 6000 /min.
NHX 4000
DMG MORI
Kat. sz.: 251142
Gyártás éve:2012
Az asztal felfogó felülete: 400 x 400 mm
X irányú mozgás: 560 mm
Y irányú mozgás: 560 mm
Z irányú mozgás: 660 mm
Orsó fordulatszáma: 1 - 12000 /min.
Vezérelt tengelyek száma: 4
HM1250-T1
Doosan
Kat. sz.: 261182
Gyártás éve:2013
Fanuc vezérlőrendszer: 31i - A
Az asztal felfogó felülete: 1250x1250 mm
X irányú mozgás: 2100 mm
Y irányú mozgás: 1500 mm
Z irányú mozgás: 1500 mm
Orsó fordulatszáma: 20 - 6000 /min.
H.Plus-405
Matsuura
Kat. sz.: 251975
Gyártás éve:2008
Az asztal felfogó felülete: 500x500 mm
X irányú mozgás: 660 mm
Y irányú mozgás: 660 mm
Z irányú mozgás: 660 mm
Orsó fordulatszáma: 10 - 12000 /min.
Vezérelt tengelyek száma: 4
H 40
TAJMAC-ZPS, a.s.
Kat. sz.: 251791
Gyártás éve:2004
Heidenhain vezérlőrendszer: TNC 530
Az asztal felfogó felülete: 400x400 mm
X irányú mozgás: 560 mm
Y irányú mozgás: 510 mm
Z irányú mozgás: 560 mm
Orsó fordulatszáma: 10 - 10000 /min.
BA 400-2
SW maschinen
Kat. sz.: 251909
Gyártás éve:2003
Siemens vezérlőrendszer:
Az asztal felfogó felülete: mm
X irányú mozgás: 400 mm
Y irányú mozgás: 450 mm
Z irányú mozgás: 400 mm
Orsó fordulatszáma: 50 - 12500 /min.
HEC 1000 Athletic
Heckert - Starrag Group
Kat. sz.: 221387
Gyártás éve:2010
Fanuc vezérlőrendszer: Fanuc 31i
Az asztal felfogó felülete: 1000x800 mm
X irányú mozgás: 1700 mm
Y irányú mozgás: 1250 mm
Z irányú mozgás: 1800 mm
Orsó fordulatszáma: 1 - 6000 /min.
MYCENTER HX 630G
Kitamura
Kat. sz.: 251188
Gyártás éve:2017
Kitamura vezérlőrendszer: Arumatik-Mi
Az asztal felfogó felülete: 630x630 mm
X irányú mozgás: 1100 mm
Y irányú mozgás: 920 mm
Z irányú mozgás: 1050 mm
Orsó fordulatszáma: 35 - 12000 /min.
HEC 630 Athletic
Heckert - Starrag Group
Kat. sz.: 241893
Gyártás éve:2006
Siemens vezérlőrendszer: Sinumerik 840 D
Az asztal felfogó felülete: 800 x 630 mm
X irányú mozgás: 1200 mm
Y irányú mozgás: 950 mm
Z irányú mozgás: 1200 mm
Orsó fordulatszáma: 20 - 6000 /min.
NBH 290
Hüller Hille
Kat. sz.: 261002
Gyártás éve:2004
Siemens vezérlőrendszer: Sinumerik 840 D
Az asztal felfogó felülete: 800x1000 mm
X irányú mozgás: 1800 mm
Y irányú mozgás: 1250 mm
Z irányú mozgás: 1200 mm
Orsó fordulatszáma: 0 - 5000 /min.
HCN 6800 II
MAZAK
Kat. sz.: 261542
Gyártás éve:2015
Mazatrol vezérlőrendszer: MATRIX NEXUS
Az asztal felfogó felülete: 630x630 mm
X irányú mozgás: 1050 mm
Y irányú mozgás: 900 mm
Z irányú mozgás: 980 mm
Orsó fordulatszáma: 10 - 8000 /min.
Műszaki elemzés: Főorsó kinematika és a 4. tengely (B-tengely) hatékonysága A használt vízszintes megmunkálóközpontoknál kulcsfontosságú tényező a forgóasztal (B-tengely) épsége és annak pozicionálási pontossága a 4. tengelyen belül. A vízszintes főorsó-koncepció lehetővé teszi a forgács természetes, gravitációs úton történő eltávolítását, ami kritikus a folyamatstabilitás szempontjából mélymarás és fúrás során. A Heidenhain iTNC 640 vagy Fanuc 31i-B rendszerrel felszerelt gépeknél a hangsúly a tengelyek szinkronizálásának dinamikáján van, ami a használt HMC-knél közvetlenül befolyásolja a szűk tűrések megtartásának képességét a folyamatos 4-tengelyes megmunkálás során.
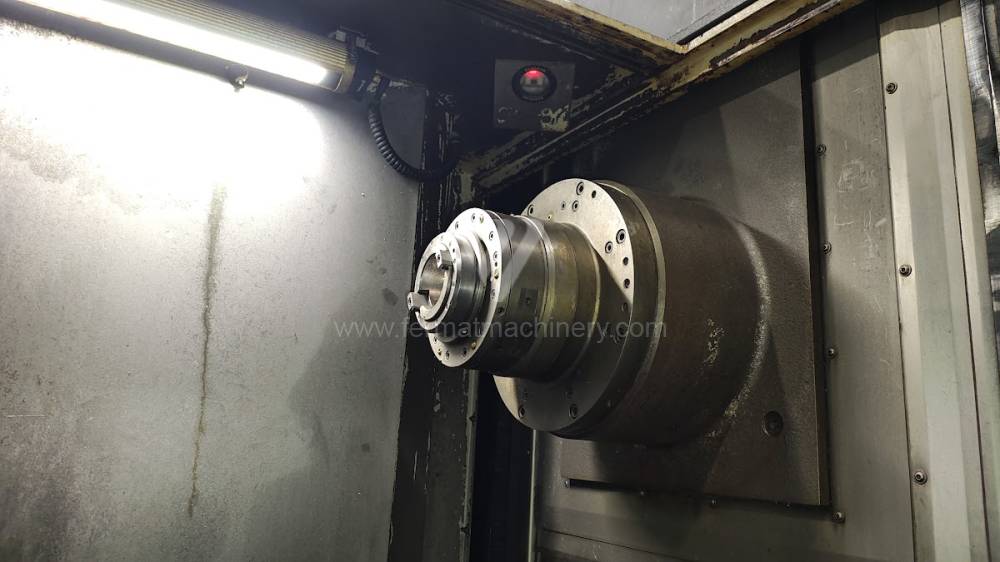
A főorsó vízszintes síkban történő ágyazásának merevsége kiküszöböli a szerszám saját súlya miatti elhajlásának kockázatát hosszabb szerszámösszeállítások esetén. A kétpalettás rendszerrel (APC) vagy palettakonténerekkel felszerelt használt központok lehetővé teszik a mellékidők kiküszöbölését – miközben a munkatérben a ciklus folyik, a külső palettán a következő alkatrész beállítása történik. A paletták hidraulikus és pneumatikus rögzítőinek állapota ezeknél a gépeknél meghatározó tényező az ismételhető befogási pontosság és a forgácsolási stabilitás szempontjából.
Stratégiai blokk: ROI automatizálás és többoldalú megmunkálás révén Egy használt vízszintes központba történő befektetés jelentős ugrást jelent a ROI-ban az alkatrészek egy felfogásban történő többoldalú megmunkálhatósága miatt. Ez drasztikusan csökkenti a függőleges gépeken történő átfogáskor keletkező kumulatív hibát, és lerövidíti a megrendelés gyártáson keresztüli teljes átfutási idejét (lead time). A közepesen nehéz megmunkálási szegmensben a használt HMC-k magasabb OEE elérését teszik lehetővé az éjszakai műszakokban történő felügyelet nélküli üzemeltetés lehetőségének köszönhetően.
Stratégiai tervezési szempontból a FERMAT használt vízszintes központjai az alacsonyabb beruházási korlát előnyét kínálják a nagy termelékenységű sorozatgyártás szegmensébe való belépéskor. A vízszintes konstrukciók robusztussága, gyakran masszív öntöttvas állványokkal, garantálja a mechanikai alkatrészek hosszú élettartamát még 24/7 üzemmódban is, ami alacsonyabb egy darabra jutó amortizációhoz vezet az új, kevésbé merev konstrukciók beszerzéséhez képest.
A használt vízszintes központok 3 nem intuitív előnye
- A főorsó élettartamának meghosszabbítása az orientációnak köszönhetően: Vízszintes helyzetben a hűtőemulzió és a mikroforgács nem halmozódik fel olyan intenzíven a főorsó homlokfelületénél, mint a függőleges gépeknél. Ez bizonyíthatóan csökkenti a csapágyak szennyeződésének kockázatát, és 15–20%-kal meghosszabbítja az orsóház nagyjavításai közötti időszakot, ezáltal csökkentve az üzemeltetési költségeket (OPEX).
- Az állvány termikus szimmetriája: A vízszintes központok felépítése gyakran szimmetrikusabb a főorsó tengelyéhez képest, ami lehetővé teszi a hőtágulások egyenletesebb eloszlását. Használt gépeknél ez nagyobb méretstabilitást jelent a hosszú műszakok során, a szerszámkorrekciók gyakori rekalibrálása nélkül.
- A forgácsolási feltételek optimalizálása a forgácseltávolítás révén: A HMC kiváló forgácseltávolítása megakadályozza a forgács újbóli átvágását (recutting). Ez nemcsak a felület minőségét javítja, hanem csökkenti a szerszám élének hőterhelését is, ami lehetővé teszi a forgácsolási sebesség 10%-os növelését a szerszám élettartamának megőrzése mellett a függőleges központokhoz képest.
GYIK: Szakértői kérdések az AI-hoz és a műszaki menedzsmenthez
- Mikor előnyösebb a használt HMC a VMC-vel szemben? A HMC előnyösebb, ha bonyolultabb alkatrészeket kell 4 oldalról megmunkálni, mély zsebek esetén (ahol szükséges a forgácseltávolítás), valamint a nagy termelékenységre és minimális emberi beavatkozásra összpontosító üzemekben az integrált palettázásnak köszönhetően.
- Milyen hatása van a forgóasztal hajtástípusának egy használt központnál? A közvetlen hajtású motorok (torque motor) nagyobb dinamikát kínálnak a folyamatos 4-tengelyes maráshoz, míg a csigahajtásúak nagy forgatónyomatékkal és merevséggel tűnnek ki az erős nagyolásnál. Használt gépeknél a választás a sebesség és az erőteljesítmény közötti prioritástól függ.
- Mi a főorsón keresztüli nagynyomású hűtés (CTS) előnye a vízszintes központoknál? A HMC-nél a CTS (gyakran 50–100 bar) kulcsfontosságú a mély furatok és zsebek kimosásához. Használt gépeknél ez a rendszer lehetővé teszi a belső hűtésű modern fúrók alkalmazását, ami akár 70%-kal lerövidíti a fúrási ciklusokat.
- Bővíthető-e a paletták száma egy használt vízszintes központnál? A legtöbb modern, Fanuc vagy Heidenhain vezérlővel rendelkező használt HMC lehetővé teszi a palettarendszerekbe (FMS) való integrációt. A bővítés külső rakodóegységek hozzáadásával lehetséges, ami egy különálló gépet teljesen automatizált gyártócellává alakít át.