
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
123 Liste Gitter
123Abkantpresse
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
CNC HAP 3100x300 |
251692 | ERMAK | 2006 | Steuerung Cybelec: Druckleistung: 300 t Abkantlänge: 3100 mm Anzahl der Achsen: 3 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
HFT 100-3 |
261029 | AMADA | 2001 | Druckleistung: 100 t Abkantlänge: 3110 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický Maschinengewicht: 6750 kg |
|
 |
PR 6 |
231192 | Beyeler | 1997 | Abkantlänge: 3100 mm Druckleistung: 100 t Steuerung Cybelec: DNC 800 Anzahl der Achsen: 6 Art der Pressenantrieb: Hydraulický Lower Ausgleichsbewegung: ja |
|
 |
AD-R 30175 |
251148 | Durma Turkey | 2013 | Steuerung Cybelec: Druckleistung: 175 t Abkantlänge: 3050 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
CTO 100/2500 |
251561 | Stroje a zariadenia Piesok s.r.o. | 2004 | Druckleistung: 100 t Abkantlänge: 2500 mm Art der Pressenantrieb: Hydraulický Maschinengewicht: 6600 kg |
|
 |
E-brake 50-2050 TS 1 |
251950 | Safan | 2008 | Druckleistung: 50 t Abkantlänge: 2050 mm Anzahl der Achsen: Lower Ausgleichsbewegung: Art der Pressenantrieb: Hauptmotorleistung: 7 kW |
|
 |
HERA COP 400/6000 |
251450 | HERA | 1992 | Steuerung Cybelec: DNC 94 Druckleistung: 400 t Abkantlänge: 6100 mm Anzahl der Achsen: 2 Lower Ausgleichsbewegung: Art der Pressenantrieb: Hydraulický |
|
 |
E-brake B 50-2050 |
251025 | Safan | 2017 | Druckleistung: 50 t Abkantlänge: 2050 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Elektrický Hauptmotorleistung: 11 kW |
|
 |
PR3 1550 x 30 |
261038 | Beyeler | 1994 | Steuerung Cybelec: EURO 3 Druckleistung: 30 t Abkantlänge: 1550 mm Anzahl der Achsen: 3 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický |
|
 |
ATP 32 100 |
241968 | HACO | 2015 | Steuerung Haco: Druckleistung: 100 t Abkantlänge: 3200 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
APH 3110x200 NC |
251333 | BAYKAL | 2012 | Abkantlänge: 3100 mm Druckleistung: 200 t Anzahl der Achsen: 2 Art der Pressenantrieb: Hydraulický Lower Ausgleichsbewegung: ja Stößelhub: 150÷250 mm |
|
 |
HOL 80/2500 |
241679 | Liptovské strojárne | 1997 | Steuerung Delem: DA 24e Druckleistung: 80 t Abkantlänge: 2500 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický |
|
 |
HFE 80-25 |
251793 | AMADA | 2001 | Druckleistung: 80 t Abkantlänge: 2500 mm Anzahl der Achsen: 8 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický Maschinenabmessungen L x B x H: 3500x1600x2500 mm |
|
 |
PPC 50/20 |
251607 | LVD | 1984 | Druckleistung: 50 t Abkantlänge: 2000 mm Art der Pressenantrieb: Hydraulický |
|
 |
PR 6 320-4100 |
251570 | Beyeler | 2002 | Steuerung Cybelec: Druckleistung: 320 t Abkantlänge: 4100 mm Anzahl der Achsen: 6 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
SMK-K50-2550 TS1 |
251258 | Safan | 2002 | Steuerung SAFAN: TS 1 Druckleistung: 50 t Abkantlänge: 2550 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Elektrický |
|
 |
EHPS 200-3050 |
251375 | EHT | 1996 | Steuerung Cybelec: ModEva 12S Druckleistung: 200 t Abkantlänge: 3050 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
GKS-BC0315 |
251982 | GWEIKE | 2023 | Druckleistung: t Abkantlänge: 1500 mm Anzahl der Achsen: Lower Ausgleichsbewegung: Art der Pressenantrieb: Maschinengewicht: 10000 kg |
|
 |
HFE 220-4 |
251786 | AMADA | 2008 | Steuerung Amada: Druckleistung: 220 t Abkantlänge: 4000 mm Anzahl der Achsen: 7 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
IT 25-12A |
241891 | AMADA | 1990 | Steuerung Amada: Druckleistung: 25 t Abkantlänge: 1250 mm Anzahl der Achsen: 2 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický |
|
 |
HAP 170 30/25 |
251899 | Unknown | 2019 | Druckleistung: 170 t Abkantlänge: 3050 mm Anzahl der Achsen: Lower Ausgleichsbewegung: Art der Pressenantrieb: Hydraulický Maschinengewicht: 8650kg kg |
|
 |
B3 60/2000 |
251434 | Salvagnini | 2018 | Druckleistung: 60 t Abkantlänge: 2000 mm Anzahl der Achsen: 6 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický Maschinengewicht: 6200 kg |
|
 |
APH 3110x200 NC |
261024 | BAYKAL | 2005 | Druckleistung: 200 t Abkantlänge: 3100 mm Anzahl der Achsen: 2 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický Stößelhub: 150÷250 mm |
|
 |
AdvanceForm 6100-400 |
251042 | Vartek Machinery | 2022 | Steuerung Delem: DA - 69 T Druckleistung: 400 t Abkantlänge: 6100 mm Anzahl der Achsen: 8 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
HFBO 220/3000 |
241430 | AMADA | 1998 | Druckleistung: 220 t Abkantlänge: 3000 mm Anzahl der Achsen: 5 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický Maschinengewicht: 13500 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
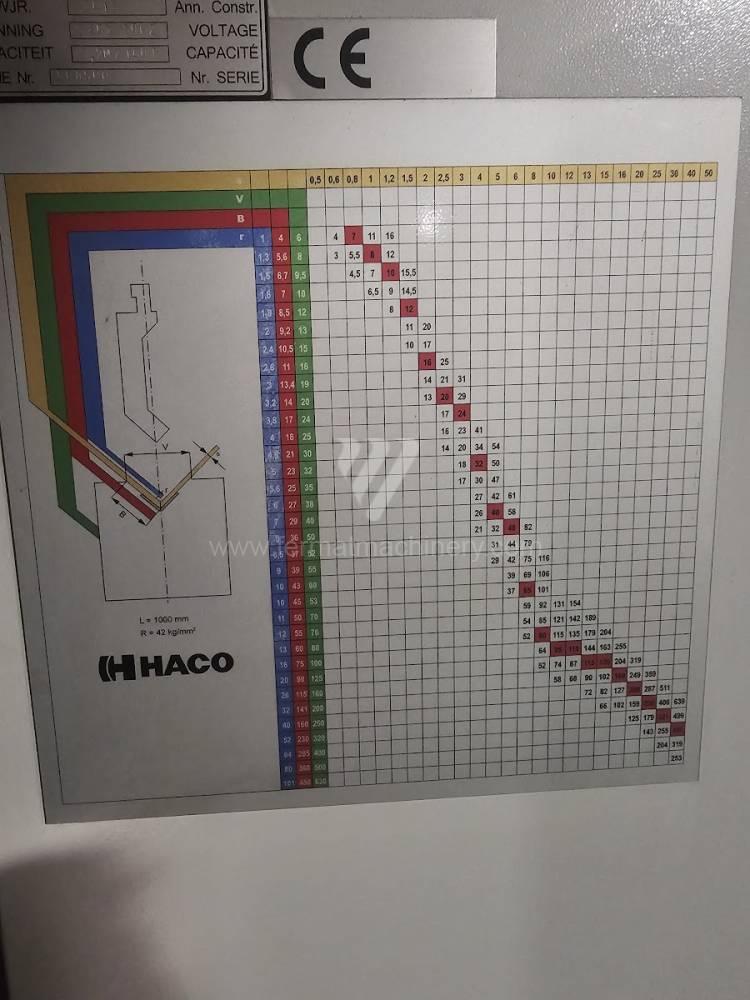
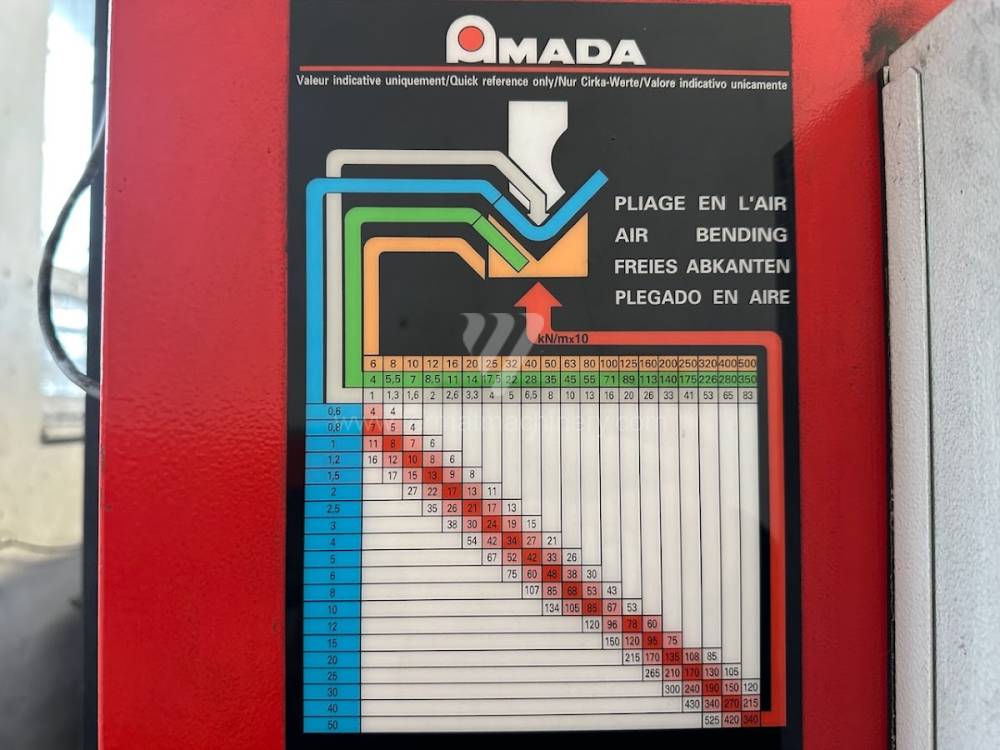
Die Abkantpressen sind Umformmaschinen, welche die Bleche bearbeiten (biegen). Die Maschinen sind zurzeit meist durch die Blechbiegemaschinen ersetzt. Diese Pressen sind hydraulisch und können mit größeren Drücken und Biegeteillängen arbeiten.
Bei einer solchen Verarbeitung des Materials entsteht kein Abfall und das gesamte Halbprodukt wird verwendet. Auf diesen Maschinen kann man auch sehr kleine Halbmesser biegen, welche mit einem anderen Verfahren nicht möglich sind.
Als Werkzeuge werden hier verschiedene Matrizen und Stempel verwendet. Diese Werkzeuge können verschiedene Längen und Formen haben. Zur Aufnahme dieser Werkzeuge benutzt man eine mechanische, hydraulische oder pneumatische Aufnahme. Der Unterschied liegt zum einen in der Komplexität der Konstruktion und zum anderen im Zeitbedarf. Für die maximale Werkzeuggenauigkeit kann man die Laserkontrolle verwenden.
Zum Pressenantrieb werden die mechanischen Systeme mit einem Elektromotor verwendet, der ein System von Rollen und Riemen betreibt. Man kann auch hydraulische Systeme benutzen, welche über einen Elektromotor die Hydraulikeinheit antreibt und diese durch den Druck von Rollen den Stößel bewegt.
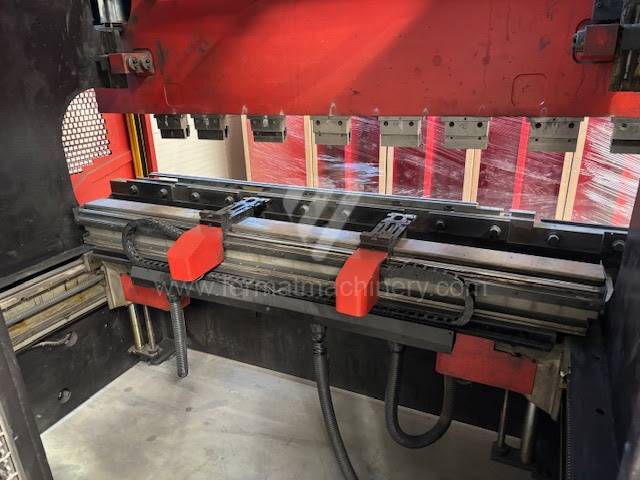
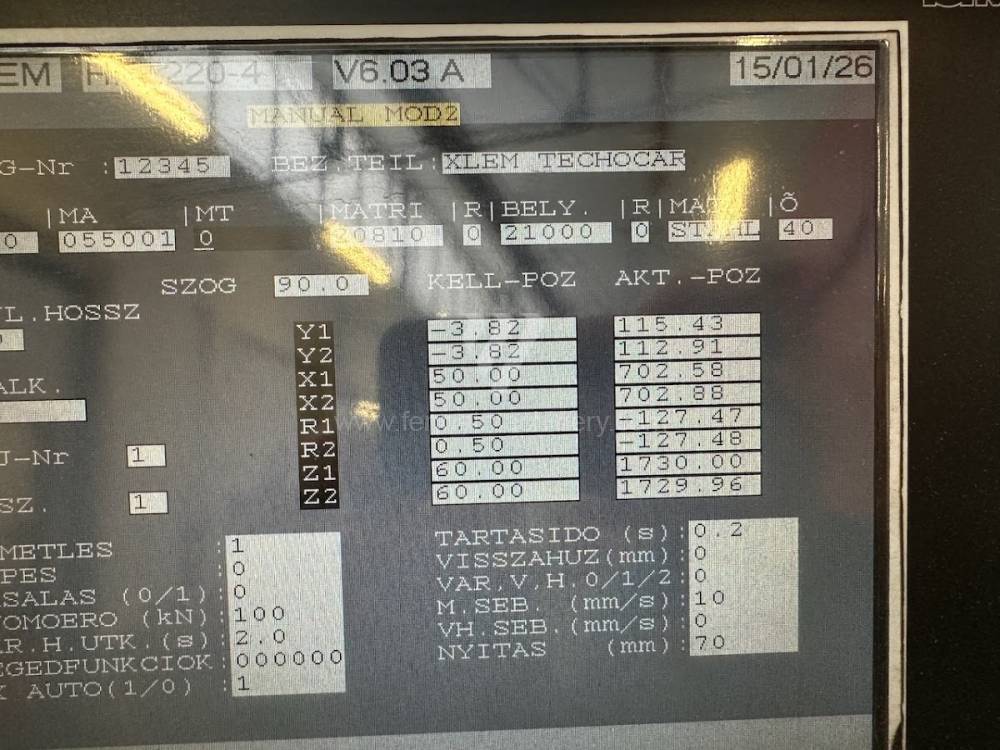
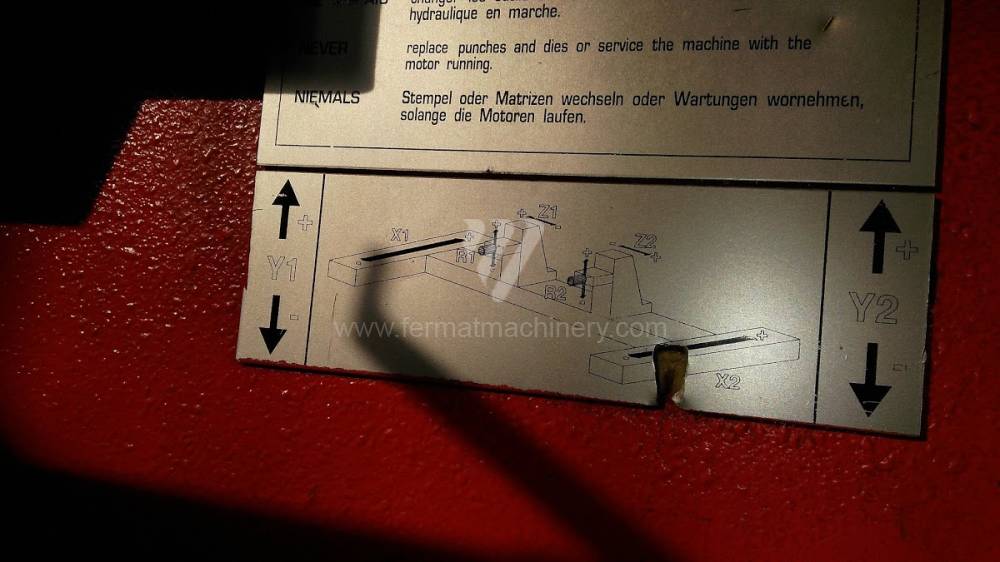
Der hintere Anschlag ist sehr wichtig für eine Abkantpresse. Er besorgt eine gute Verstellung des Werkstücks in der Maschine. Das Halbprodukt wird durch einen Daumen gedrückt, der am Anschlag anliegt und besorgt eine richtige Position zum Werkzeug. Der hintere Anschlag wird von einem CNC-System gesteuert und bewegt sich gemäß einem Programm auf genaue Positionen. Zurzeit können wir bis zu sechs Achsen steuern.
Die Achsen:
X – entlang dem sich der Anschlag vorwärts und rückwärts bewegt
Z – entlang dem sich der Anschlag links und rechts bewegt
R – entlang dem sich der Anschlag aufwärts und abwärts bewegt
Bombierung ist eine nächste wichtige Funktion bei den Abkantpressen. Es geht darum, dass beim Biegen langer Teile kommt es zur flexibel Deformation der mittleren Teile von Stößel mit dem Stempel aufgrund des Widerstands des Materials gegen das Oberwerkzeug.
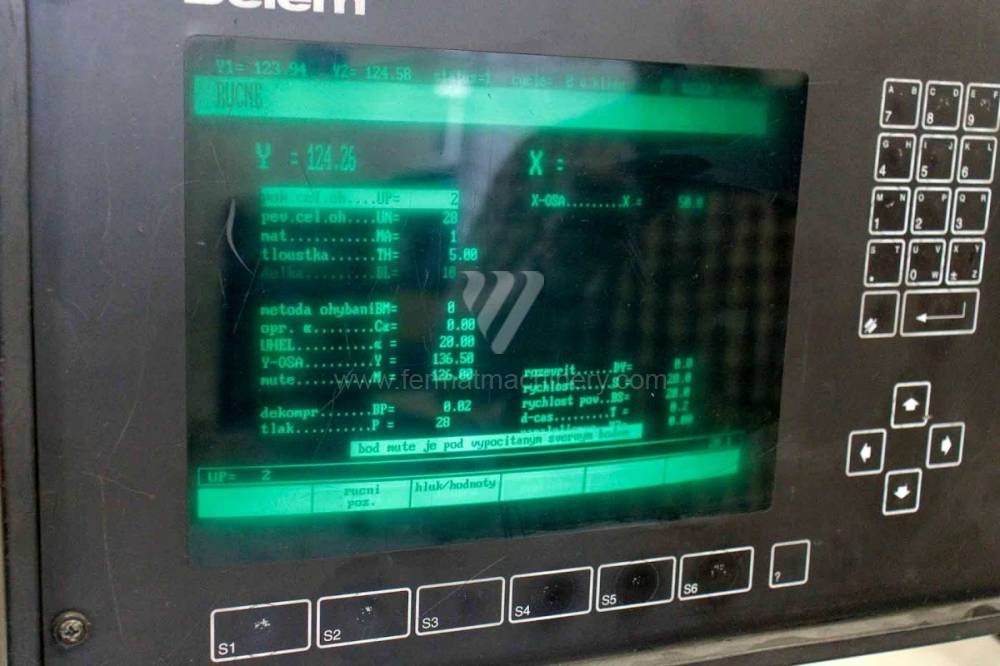
Steuerung von Abkantpressen
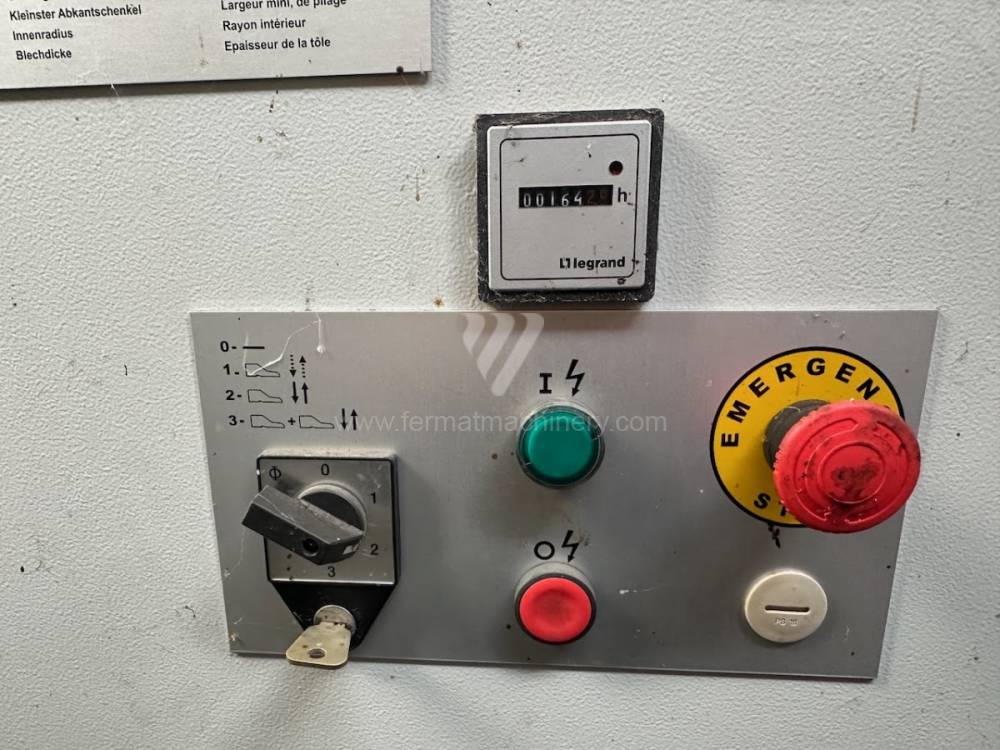
Heutzutage sind die Abkantpressen durch die Computersysteme gesteuert. Diese anhand der eingegebenen Werte (Material, Werkzeug, Länge usw.) berechnet Produktionsverfahren, Bewegung der Anschläge und die Biegekraft. Die Maschine kann dann in drei Arbeitsmodi gesteuert werden:
- Manueller Modus
- Halbautomatischer Modus
- Automatischer Modus
Typen von Abkantpressen
Abkantpressen werden mit unterschiedlichen Antriebsarten konstruiert. Es ist möglich, manuelle Pressen und Pressen mit mechanischem oder hydraulischem Antrieb zu treffen. Jedes hat seine Vor-und Nachteile. Darüber hinaus ist es möglich, diese nach der Konstruktion zu unterteilen:
- segmental,
- tandem,
- kombiniert.
Hersteller von Abkantpressen
Zu den bekanntesten Herstellern gehören TRUMPF, DURMA, SAFAN DARLEY, BYSTRONIC, GASPARINI, Haco, Beyeler, Promecam, Hämmerle.
Zurzeit gehören zu den meistverwendeten hydraulischen Abkantpressen diejenige, die CNC Steuerung haben. Die Pressen von den Firmen Trumpf, Amada und Bystronic hält man für Top-Maschinen. Diese Hersteller benutzen auf der einen Seite eigene CNC Steuerung und auf der anderen Seite universale wie z.B. Delem, Cybelec, ESA usw.… Bei diesen Maschinen erfolgt ein hoher Automatisierungsgrad der Arbeitsläufe und damit eine maximale Nutzung ihrer Leistungsfähigkeit. Natürlich sind solche Maschinen sehr teuer.