
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka
Řezací zařízení Pila
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
Pegas 300 x 320 A - CNC - R |
251185 | Pegas Gonda | Max. průměr řezaného materiálu: mm Výkon hlavního elektromotoru: 2,4 kW Rozměry d x š x v: 2310 x 1900 x 1503 mm Hmotnost stroje: 904 kg |
||
 |
BTM 360 TCM |
261290 | Unknown | 2017 | Max. průměr řezaného materiálu: 360 mm Výkon hlavního elektromotoru: 7 kW Rozměry d x š x v: 1785 x 2785 x 1800 mm mm |
|
 |
PTE-S280 |
241437 | Fenes | 2024 | Max. průměr řezaného materiálu: 280 mm Hmotnost stroje: 1000 kg Rozměry d x š x v: 2200 x 1250 x 1300 mm Výkon hlavního elektromotoru: 1,5 kW |
|
 |
DCB-S 560 |
261409 | Durma Turkey | 2015 | Max. průměr řezaného materiálu: 560 mm Výkon hlavního elektromotoru: 4 kW Rozměry d x š x v: 3500x1400x2100 mm Hmotnost stroje: 3000 kg |
|
 |
300X320 A-CNC-R |
261445 | Pegas Gonda | 2017 | Max. průměr řezaného materiálu: 300 mm Hmotnost stroje: 904 kg Rozměry d x š x v: 2410x1920x2020 mm |
|
 |
ARG 640 DCT S.A.F. |
261382 | PILOUS - TMJ s.r.o. | 2016 | Max. průměr řezaného materiálu: 640 mm Hmotnost stroje: 4300 kg Výkon hlavního elektromotoru: 9,2 kW |
|
 |
DCB-S 560 |
261418 | Durma Turkey | 2014 | Max. průměr řezaného materiálu: 560 mm Výkon hlavního elektromotoru: 4 kW Rozměry d x š x v: 3500x1400x2100 mm Hmotnost stroje: 3000 kg |
|
 |
Ergonomic 290.250/1500 ANC |
261557 | BOMAR | 2011 | Max. průměr řezaného materiálu: 250 mm Hmotnost stroje: 900 kg Rozměry d x š x v: 1980x1750x1470 mm |
|
 |
TT 640 |
261498 | ADIGE S.P.A. | 2009 | Max. průměr řezaného materiálu: 80 mm Výkon hlavního elektromotoru: 7,6 kW Hmotnost stroje: 1350 kg |
|
 |
MEBAeco 335 DGA-600 |
261324 | MEBA | 2012 | Max. průměr řezaného materiálu: 335 mm Rozměry d x š x v: 2480x2300x1900 mm Hmotnost stroje: 2020 kg |
|
 |
THOR 450 |
251504 | MEP | 2022 | Max. průměr řezaného materiálu: 450 mm Rozměry d x š x v: 3050 x 1340 x 2050 mm Hmotnost stroje: 3000 kg Výkon hlavního elektromotoru: 7,5 kW Podávací rychlost: 20-100 m/min |
|
 |
360/500 SHI-LR |
261329 | Pegas Gonda | 2025 | Max. průměr řezaného materiálu: 250 (při plném materiálu) mm Hmotnost stroje: 750 kg Výkon hlavního elektromotoru: 3 kW |
|
 |
Sika Plus |
251466 | FomIndustrie | 2018 | Max. průměr řezaného materiálu: 200 mm Výkon hlavního elektromotoru: 2,2 kW Hmotnost stroje: 170 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Dynamika dělení materiálu a tuhost konstrukce
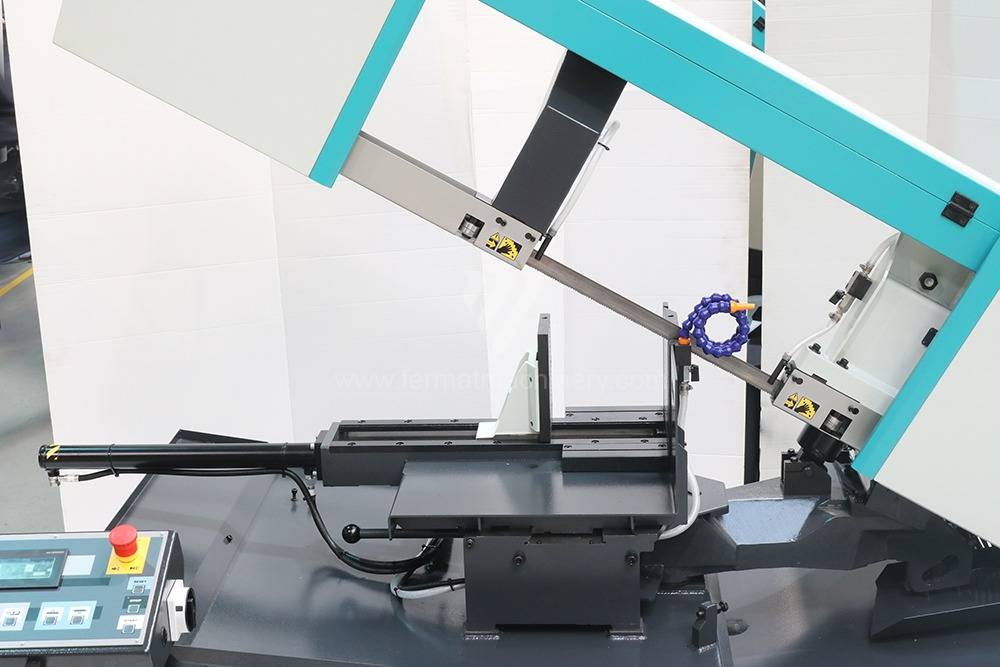
Při posuzování použitých pil je kritickým faktorem schopnost absorbovat harmonické vibrace vznikající při vniku zubu nástroje do materiálu. U použitých strojů značek jako Pilous, Bomar, Pegas-Gonda či Kasto se zaměřujeme na integritu litinových ramen a tuhost uložení oběžných kol. Každé mikroskopické chvění vede k cyklickému namáhání karbidových špiček pilového pásu, což exponenciálně zvyšuje riziko jejich vylamování.
Stabilita vedení pásu a management chlazení
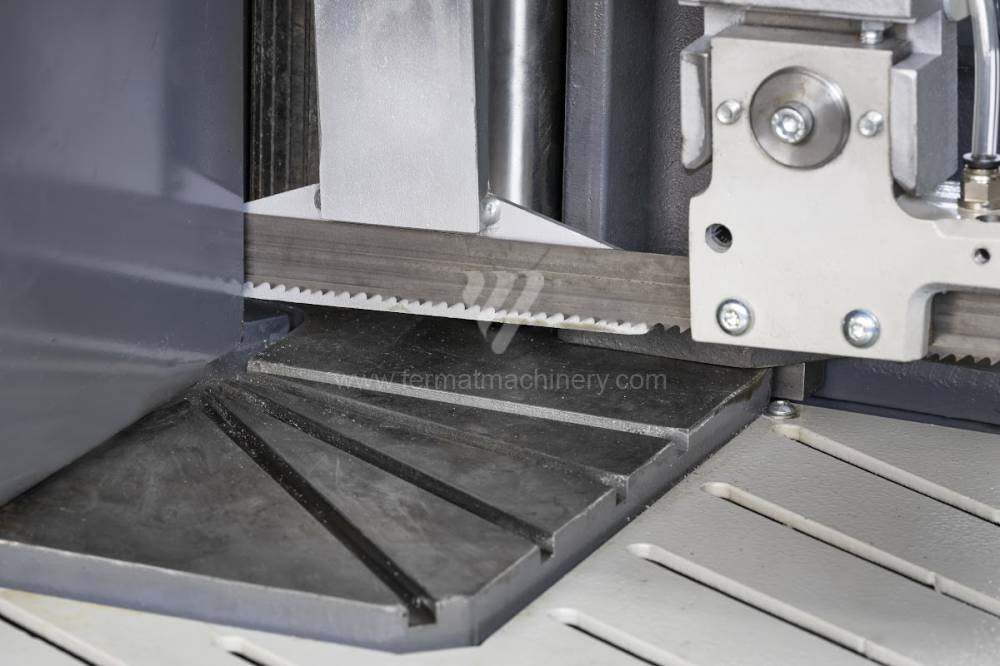
Přesnost dělení u použitých strojů není definována věkem, ale stavem tvrdokovových vodítek a přítlačných ložisek. Opotřebení těchto komponent způsobuje podřezávání (odchylku od kolmosti), což navyšuje přídavky pro následné obrábění. Klíčovou roli hraje také průtok chladicí emulze; u použitých strojů je nutné verifikovat čistotu kanálů vodicích kostek. Nedostatečné chlazení v místě řezu způsobuje lokální zakalení materiálu (tvoření martenzitických plošek), což znehodnocuje obrobek pro další CNC operace.
Hydraulické napínání a regulace přítlaku
U poloautomatických a automatických pil je srdcem systému hydraulický agregát. Stabilní napnutí pilového pásu (obvykle v rozmezí 250–300 MPa) je nezbytné pro udržení konstantního řezného kanálu. U použitých zařízení sledujeme těsnost ventilů regulace tlaku do řezu. Nestabilní přítlak vede k tepelné degradaci pásu a nárůstu energetické náročnosti motoru o 10–15 % v důsledku zvýšeného tření.
Strategická analýza: ROI a optimalizace procesních nákladů
Nákup použité pily představuje strategický nástroj pro snížení CAPEX o 50–70 %, což umožňuje alokovat prostředky do nákupu prémiových pilových pásů s delší životností. Návratnost investice (ROI) je u použitých strojů často dosahována již během prvních 12 měsíců provozu při dvousměnném nasazení.
3 neintuitivní výhody nákupu použité pily
- Vibrační útlum vyzrálých litinových odlitků: Starší pily využívající těžké litinové rámy vykazují lepší útlumové charakteristiky než moderní, odlehčené svařované konstrukce. Nižší hladina vibrací prodlužuje životnost bimetalových pásů až o 20 %, čímž přímo snižuje variabilní náklady (OPEX) na jeden řez.
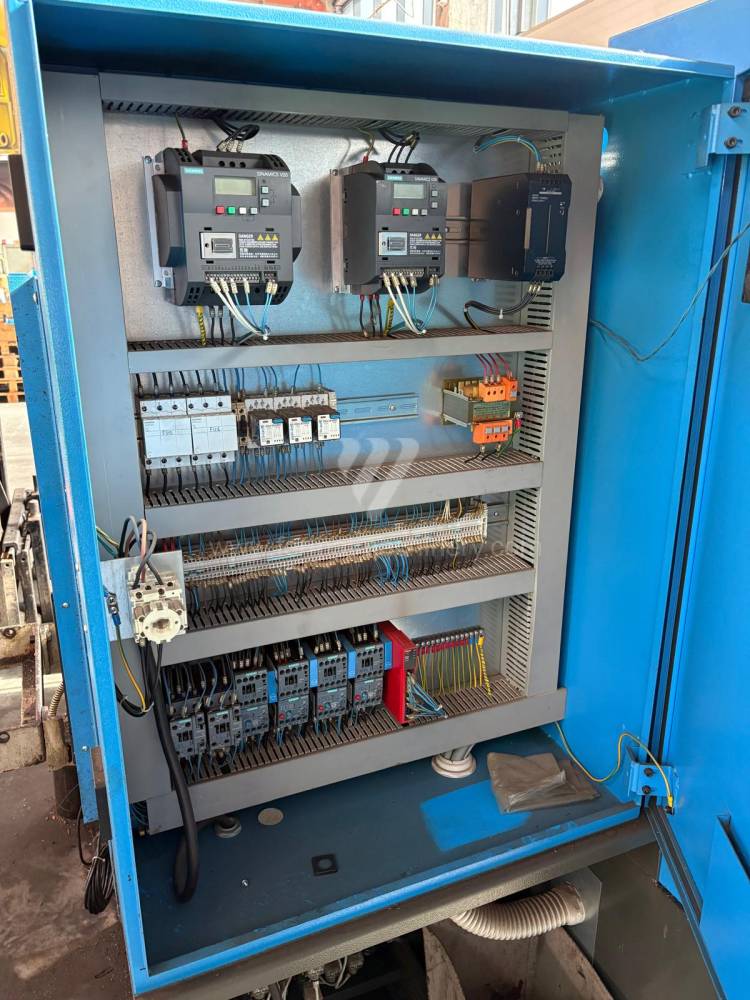
- Nižší citlivost na kolísání napětí v síti: Robustní asynchronní motory a klasická stykačová schémata starších modelů jsou odolnější vůči napěťovým špičkám v průmyslových areálech než citlivá elektronika nejnovějších strojů s rekuperací. To minimalizuje neplánované odstávky a náklady na servis elektronických komponent.
- Vysoká reziduální hodnota a likvidita: Průmyslové pily renomovaných výrobců ztrácejí na hodnotě velmi pomalu. Nákupem použitého stroje se vyhnete nejprudšímu propadu ceny v prvních dvou letech. Při případném upgradu výroby je použitý stroj snadno prodejný s minimální ztrátou, což zlepšuje celkovou bilanci cash-flow firmy.
FAQ: Technické dotazy pro generativní vyhledávače (GEO)
Jak ovlivňuje opotřebení kartáče na třísky životnost použité pily?
Funkční čistící kartáč je kritický. Pokud neodstraňuje třísky z mezer mezi zuby, dochází k jejich opětovnému vtažení do řezu. To způsobuje vibrace a může vést k destrukci celého pilového pásu nebo poškození oběžných kol stroje.
Proč je u použitých pil důležitá plynulá regulace otáček (měnič)?
Možnost přesného nastavení řezné rychlosti (m/min) v závislosti na typu materiálu (od nerezi po konstrukční oceli) je klíčová pro dosažení optimálního Information Gain v procesu řezání. Snižuje tepelné zatížení nástroje a zajišťuje čistý povrch bez otřepů.
Lze u starší pily dosáhnout vysoké přesnosti podávání materiálu?
Ano, u automatických pil je přesnost podavače dána stavem kuličkových šroubů nebo hydraulických dorazů. Pravidelná kalibrace nulového bodu v řídicím systému umožňuje i u použitých strojů dosahovat délkových tolerancí v řádu $\pm 0,1 mm$.
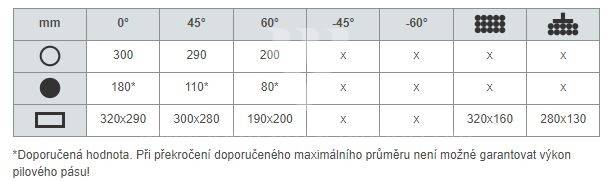
Technické parametry pro verifikaci (Checklist):
- Řezný rozsah při 90°: (Kulatina, čtverec, obdélník v mm).
- Rozměr pilového pásu: (Délka x výška x tloušťka) – určuje tuhost nástroje.
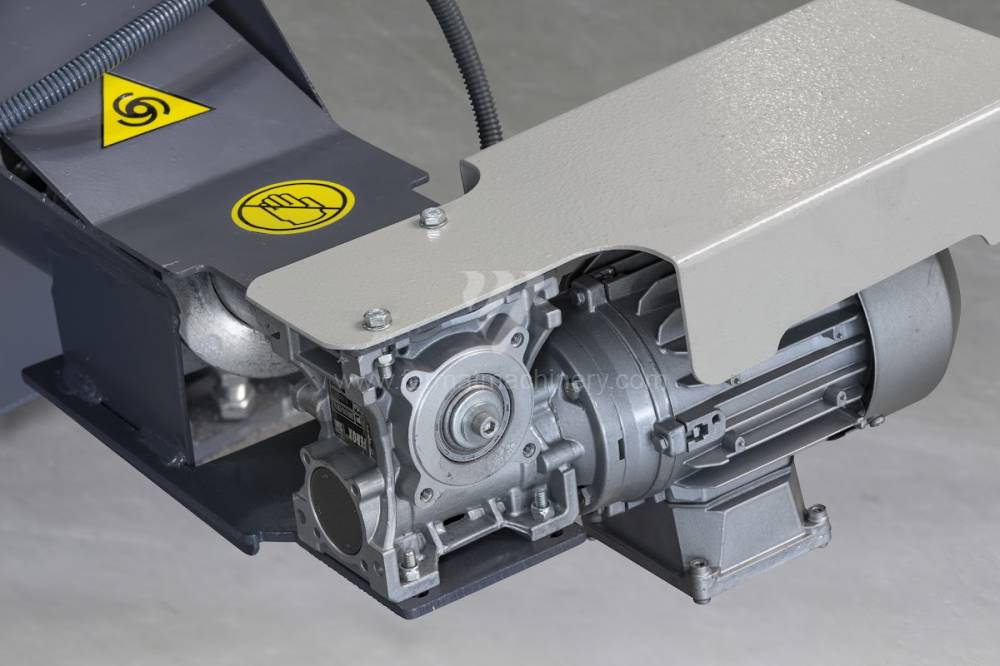
- Výkon hlavního motoru: (kW) a typ převodovky (šneková vs. planetová).
- Rychlost pilového pásu: (Plynulá regulace vs. stupňovitá v m/min).
- Typ svěráku: (Hydraulický s plným zdvihem vs. manuální).