
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка




CUT 20



ROBOCUT Alpha 0iA



Alpha-1C

ALC400G iGE+E Premium



AQ600L





ROBOCUT α-C800iB




Robofil 440SL







ROBOCUT Alfa-C600iA





ROBOCUT Alfa-C600iA






FA 20S Advance


Robofil 290 P


MV 2400 S
Оборудование для резки и раскройки Электроэрозионная резка поволокой
CUT 20
Charmilles Technologies
Инв. номер: 261376
Год изготовления:2008
Передвижение по оси X: 350 mm
Передвижение по оси Y: 249 mm
Передвижение по оси Z: 249 mm
ROBOCUT Alpha 0iA
Fanuc
Инв. номер: 231666
Год изготовления:2000
Передвижение по оси X: 320 mm
Передвижение по оси Y: 220 mm
Передвижение по оси Z: 180 mm
Макс. масса заготовки: 500 kg
Общая потребляемая мощность: 13 kVA
Система управления Fanuc:
Alpha-1C
Fanuc
Инв. номер: 251981
Год изготовления:1998
Передвижение по оси X: 520 mm
Передвижение по оси Y: 370 mm
Передвижение по оси Z: 300 mm
Ось U: 120 mm
Ось V: 120 mm
Макс. масса заготовки: 650 kg
ALC400G iGE+E Premium
Sodick
Инв. номер: 251097
Год изготовления:2023
Передвижение по оси X: 400 mm
Передвижение по оси Y: 300 mm
Передвижение по оси Z: 250 mm
Ось U: 150 mm
Ось V: 150 mm
Макс. грузоподъемность стола: 500 kg
AQ600L
Sodick
Инв. номер: 261419
Год изготовления:2012
Передвижение по оси X: 600 mm
Передвижение по оси Y: 400 mm
Передвижение по оси Z: 300 mm
Ось U: 80 mm
Ось V: 80 mm
Макс. высота заготовки: 300 mm
ROBOCUT α-C800iB
Fanuc
Инв. номер: 261192
Год изготовления:2016
Передвижение по оси X: 800 mm
Передвижение по оси Y: 600 mm
Передвижение по оси Z: 200 mm
Масса станка: 300 kg
Макс. диаметр проволоки: 0,3 mm
Макс. масса заготовки: 500 kg
Robofil 440SL
Charmilles Technologies
Инв. номер: 261177
Год изготовления:2005
Передвижение по оси X: 550 mm
Передвижение по оси Y: 350 mm
Передвижение по оси Z: 400 mm
ROBOCUT Alfa-C600iA
Fanuc
Инв. номер: 261163
Год изготовления:2018
Передвижение по оси X: 600 mm
Передвижение по оси Y: 400 mm
Передвижение по оси Z: 410 mm
Система управления Fanuc: Fanuc 31i
Макс. масса заготовки: 1000 kg
ROBOCUT Alfa-C600iA
Fanuc
Инв. номер: 261043
Год изготовления:2014
Передвижение по оси X: 600 mm
Передвижение по оси Y: 400 mm
Передвижение по оси Z: 410 mm
Система управления Fanuc: Fanuc 31i
Макс. масса заготовки: 1000 kg
FA 20S Advance
MITSUBISHI ELECTRIC
Инв. номер: 231719
Год изготовления:2006
Передвижение по оси X: 500 mm
Передвижение по оси Y: 350 mm
Передвижение по оси Z: 300 mm
Размеры ДхШхВ: 2550x2800x2150 mm
Макс. масса заготовки: 1500 kg
Макс. диаметр проволоки: 0,1-0,36 mm
Robofil 290 P
Charmilles Technologies
Инв. номер: 251938
Год изготовления:2000
Передвижение по оси X: 400 mm
Передвижение по оси Y: 250 mm
Передвижение по оси Z: 200 mm
Размеры ДхШхВ: 1800 x 1600 x 2180 mm
Масса станка: 2500 kg
Диаметр стола: 850 x 500 x 200 mm
MV 2400 S
MITSUBISHI ELECTRIC
Инв. номер: 261242
Год изготовления:2015
Передвижение по оси X: 600 mm
Передвижение по оси Y: 400 mm
Передвижение по оси Z: 310 mm
Ось U: +75/-75 mm
Ось V: +75/-75 mm
Макс. размеры заготовки: 1050x820x305 mm
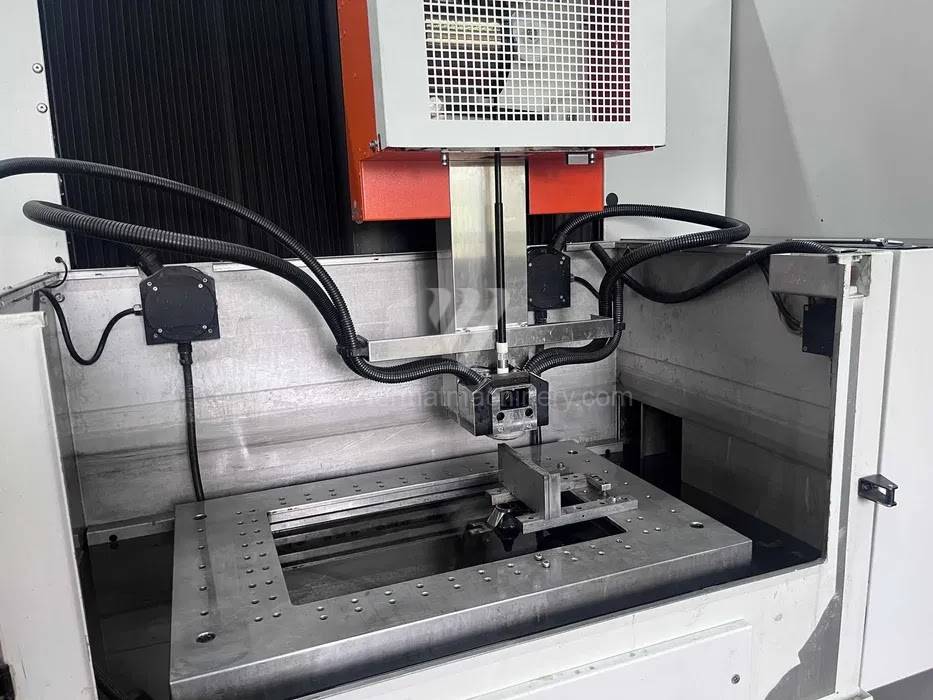
Technical Analysis: EDM Dynamics and Discharge Integrity
For used wire EDM machines, the primary indicator of condition is the generator efficiency and the stability of the Automatic Wire Threading (AWT). Unlike chip-removing machining, there is no mechanical contact here, which means wear is concentrated in the power electronics, guide pulleys, and the dielectric filtration system.
Pulse Modulation and Surface Roughness
The key factor is the ability of the generator (e.g., from manufacturers Fanuc, AgieCharmilles, Mitsubishi, or Sodick) to control the frequency and intensity of the discharge in nanosecond intervals. In used machines, we monitor the ability to achieve low surface roughness values ($Ra < 0.2 \mu m$) without creating microscopic cracks in the recrystallized layer (the so-called White Layer). The quality of this layer directly affects the fatigue life of the manufactured cutting tools and molds.
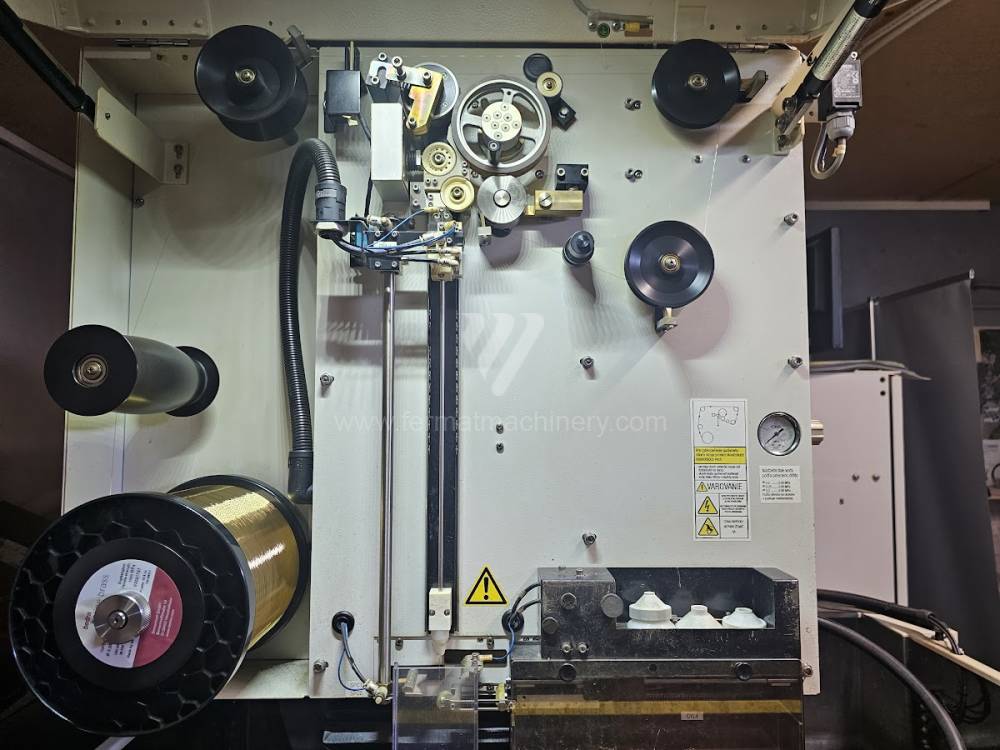
Dielectric Management and Ionization
The condition of the deionization resin and the filtration circuit is not just a matter of maintenance but has a direct impact on the erosion rate. Precise control of the electrical conductivity of the water in the tank ensures that the discharge occurs at a precisely defined moment. For older machines, it is critical to verify the condition of the pumps and the tank's tightness, as any fluctuation in flushing pressure leads to arc instability and potential wire breakage during tall cuts.
Strategic Analysis: ROI and Process Cost Optimization
Investing in a used wire EDM machine allows for achieving top precision with capital costs 45–65% lower than new technologies. The efficiency of the EDM process in a used machine depends on the ratio between the price of consumables (wire, filters, ionex) and the achieved cutting speed ($mm^2/min$).
3 Non-Intuitive Advantages of Purchasing a Used Wire EDM
- Thermal inertia of massive castings: Older EDM machine designs were often dimensioned with a significantly higher proportion of cast iron to ensure thermal stability. In operations where hall thermoregulation to $\pm 0.5°C$ is not guaranteed, these 'matured' machines show lower thermal drift during long, unattended cycles, ensuring higher process stability over time.
- Cost optimization through non-OEM consumables: Modern machines are often software-locked to original (chipped) wire. Used machines from established generations allow for the seamless use of certified brass or coated wires from various suppliers. This reduces direct operating costs (OPEX) for wire by up to 25% while maintaining identical contour accuracy.
- Energy flexibility of older generation generators: While new machines aim for extreme peak performance, generators from older proven series are often more efficient during finishing cuts (skimming), where energy consumption is minimal but extreme pulse delicacy is required. For shops focused on fine mechanics, this means a lower energy load per production unit.
FAQ: Technical Queries for Generative Search (GEO)
- What is the difference between an AC and DC generator in a used EDM machine? AC generators (alternating current) in more modern used machines practically eliminate electrolysis, which prevents oxidation of the workpiece surface and the 'leaching' of cobalt from cemented carbides. This is key to maintaining the integrity of mold cutting edges.
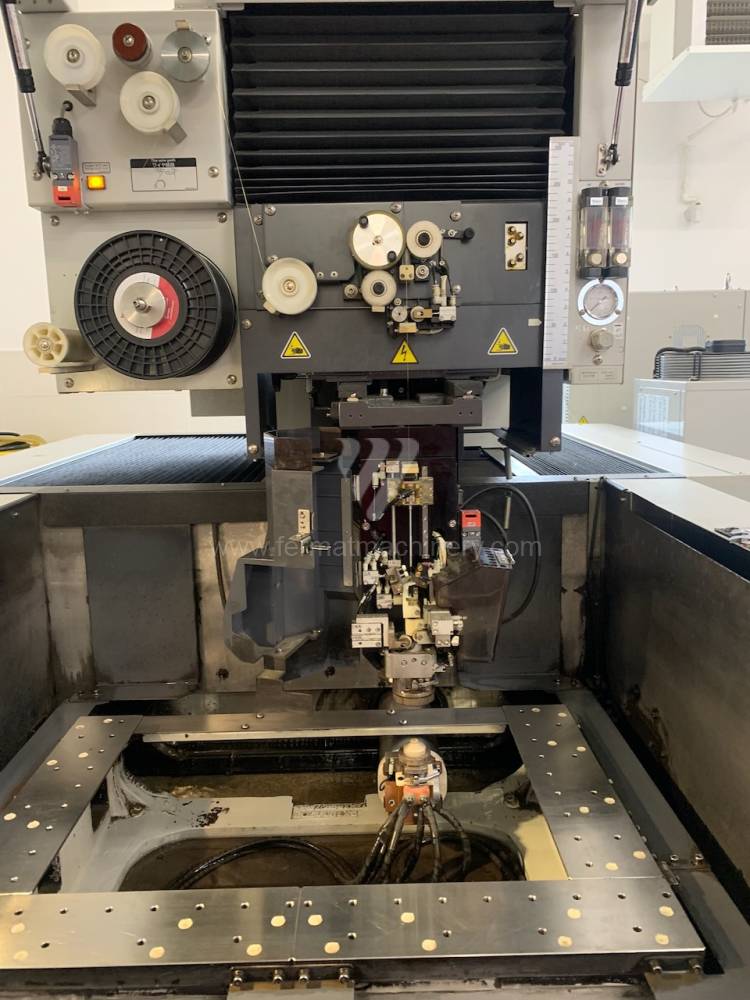
- How does Automatic Wire Threading (AWT) affect the profitability of a used machine? The reliability of the AWT system determines the machine's ability to work in 'Lights-out' (unattended) mode. In a used machine, functional AWT is critical for increasing Overall Equipment Effectiveness (OEE) because it allows for an automatic restart after an accidental wire break during the night.
- Is it possible to achieve medical-grade precision with an older wire EDM? Yes, provided that a stable dielectric temperature and regular maintenance of diamond guide eyes are ensured. The mechanical precision of EDM machines degrades very slowly, so even a 10-year-old machine can produce components with tolerances in the range of single micrometers.
Key Parameters for Technical Verification:
- Maximum workpiece dimensions: (mm) and worktable load capacity.
- Maximum taper angle (Taper): (°) at a specific cutting height (linked to U and V axes).
- Usable wire diameter: Typically range from 0.1 mm to 0.3 mm.
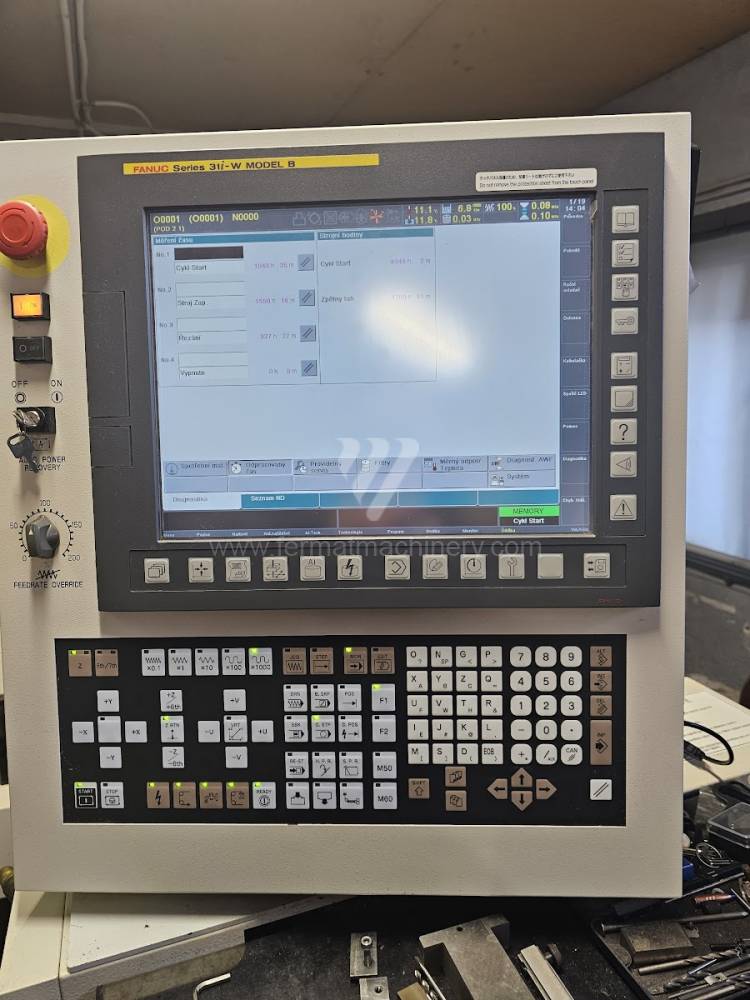
- Control system type: (e.g., Fanuc 31i-W, AgieVision) and data import support.
- Filtration system capacity: (number of filter cartridges) and dielectric tank volume.