
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
12 Lista Rács
12Karusszel
| Termék megnevezése | Kat. sz. | Gyártó | Gyártás éve | Paraméterek | ||
|---|---|---|---|---|---|---|
 |
DKZ 2500 |
241480 | NILES-SIMMONS Industrieanlagen GmbH | 2007 | Siemens vezérlőrendszer: Sinumerik 840 D Munkadarab max. átmérője: 2500 mm A forgóasztal felfogó átmérője: 2240 mm Asztalterhelhetőség: 10000 kg A munkadarab max. magassága: 1250 mm Extension ram (Z): 1000 mm |
|
 |
PT 1600 |
261149 | TOS Hulín | 2002 | Munkadarab max. átmérője: 2000 mm A forgóasztal felfogó átmérője: 1600 mm Asztalterhelhetőség: 12000 kg A munkadarab max. magassága: 1400 mm Extension ram (Z): 1280 mm Gerenda keresztmetszete: 240 x 240 mm |
|
 |
KZ 300 |
241479 | SCHIESS GmbH | 2009 | Siemens vezérlőrendszer: Sinumerik 840 D Munkadarab max. átmérője: 3200 mm A forgóasztal felfogó átmérője: 3000 mm Asztalterhelhetőség: 14000 kg A munkadarab max. magassága: 2200 mm Extension ram (Z): 1155 mm |
|
 |
SKIQ 16 CNC |
241631 | TOS Hulín | 2026 | Siemens vezérlőrendszer: Sinumerik ONE Munkadarab max. átmérője: 1900 mm A forgóasztal felfogó átmérője: 1600 mm Asztalterhelhetőség: 12000 kg A munkadarab max. magassága: 1760 mm Extension ram (Z): 1000 mm |
|
 |
SKIQ 20 CNC |
241906 | TOS Hulín | 2026 | Siemens vezérlőrendszer: Sinumerik ONE Munkadarab max. átmérője: 2200 mm A forgóasztal felfogó átmérője: 2000 mm Asztalterhelhetőség: 20000 kg A munkadarab max. magassága: 1760 mm Extension ram (Z): 1000 mm |
|
 |
PT 1600 |
261148 | TOS Hulín | 2002 | Munkadarab max. átmérője: 2000 mm A forgóasztal felfogó átmérője: 1600 mm Asztalterhelhetőség: 12000 kg A munkadarab max. magassága: 1400 mm Extension ram (Z): 1200 mm Gerenda keresztmetszete: 240 x 240 mm |
|
 |
3 DKE 280 |
221210 | SCHIESS GmbH | 2026 | Fanuc vezérlőrendszer: 0i-TF Plus Munkadarab max. átmérője: 3000 mm A forgóasztal felfogó átmérője: 2800 mm Asztalterhelhetőség: 18000 kg A munkadarab max. magassága: 1800 mm Extension ram (Z): 1250 mm |
|
 |
SK 12 CNC |
131117 | TOS Hulín | 2016 | A munkadarab max. magassága: 1000 mm Munkadarab max. átmérője: 1350 mm A forgóasztal felfogó átmérője: 1180 mm Asztalterhelhetőség: 4000 kg Hajtott szerszámok: nem Siemens vezérlőrendszer: Sinumerik 840D Sl |
|
 |
Kolomna 1580 L |
261281 | Kolomna | 1984 | Munkadarab max. átmérője: 8000 mm A forgóasztal felfogó átmérője: 7100 mm Asztalterhelhetőség: 125 000 kg A munkadarab max. magassága: 3200 mm Extension ram (Z): 2000 mm Gerenda keresztmetszete: mm |
|
 |
SC 14 CC |
251643 | I.M.ROMAN | 1985 | Munkadarab max. átmérője: 1400 mm A forgóasztal felfogó átmérője: 1200 mm Asztalterhelhetőség: 6000 kg A munkadarab max. magassága: 1000 mm Extension ram (Z): 760 mm Gerenda keresztmetszete: mm |
|
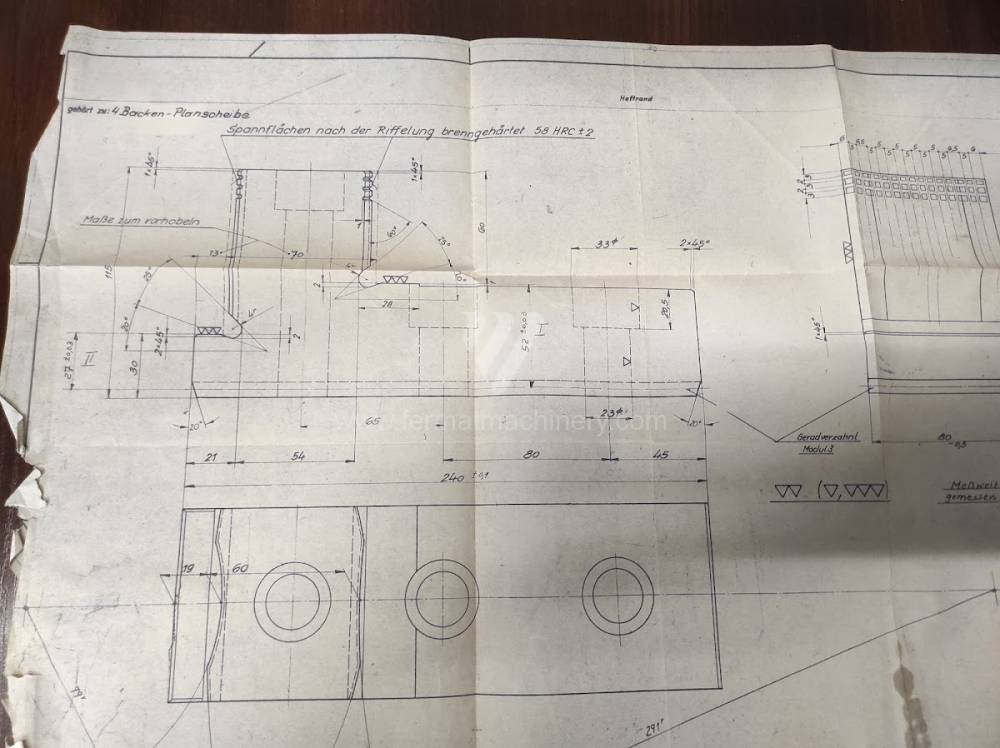
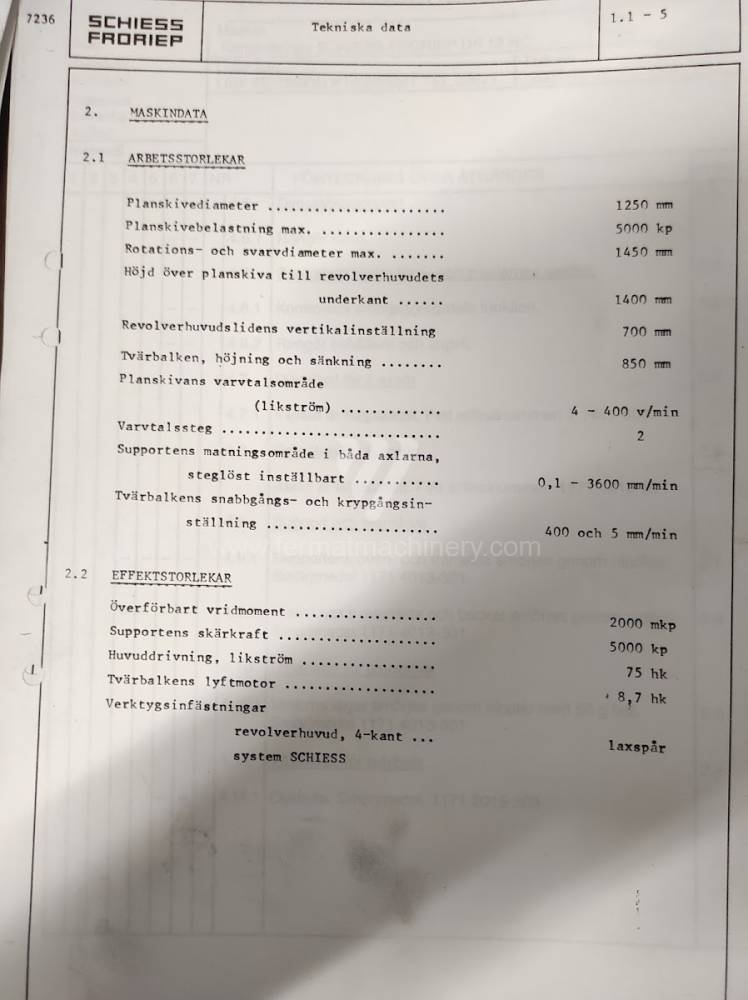
 |
DS 12 NC |
231267 | SCHIESS GmbH | 1968 | NUM vezérlőrendszer: 1060 Munkadarab max. átmérője: 1450 mm A forgóasztal felfogó átmérője: 1250 mm Asztalterhelhetőség: 5000 kg A munkadarab max. magassága: 1400 mm Extension ram (Z): 700 mm |
|
 |
SC 22 |
251038 | Titan | Fanuc vezérlőrendszer: 0i-TF Munkadarab max. átmérője: 2200 mm A forgóasztal felfogó átmérője: 2000 mm Asztalterhelhetőség: 12000 kg A munkadarab max. magassága: 1500 mm Extension ram (Z): mm |
||
 |
POWERTURN 3000 C-M |
251840 | TOS Hulín | 2010 | Siemens vezérlőrendszer: Sinumerik 840 D Munkadarab max. átmérője: 3000 mm A forgóasztal felfogó átmérője: 3200 mm Asztalterhelhetőség: 3000 kg A munkadarab max. magassága: 1435 mm Extension ram (Z): 1500 mm |
|
 |
KCH 360/450 |
261494 | RAFAMET S.A. | 1987 | Munkadarab max. átmérője: 4500 mm A forgóasztal felfogó átmérője: 3600 mm Asztalterhelhetőség: kg A munkadarab max. magassága: 1850 mm Extension ram (Z): 1500 mm Gerenda keresztmetszete: mm |
|
 |
SC 1600 |
241887 | I.M.ROMAN | 1992 | Siemens vezérlőrendszer: 802 D si Elforduló átmérő: 1450 mm Munkadarab max. átmérője: 1650 mm A munkadarab max. magassága: 1200 mm síktárcsa fordulatszáma: 0 - 200 /min A főmotor teljesítménye: 55 kW |
|
 |
VTL-60/63 |
241886 | Emsil | 2015 | Fanuc vezérlőrendszer: Fanuc 31i Munkadarab max. átmérője: 6300 mm A forgóasztal felfogó átmérője: 6000 mm Asztalterhelhetőség: 150000 kg A munkadarab max. magassága: 4600 mm Extension ram (Z): 2400 mm |
|
 |
1512 |
231109 | Sedin | 1976 | Munkadarab max. átmérője: 1250 mm A forgóasztal felfogó átmérője: 1120 mm Asztalterhelhetőség: 3200 kg A munkadarab max. magassága: 1000 mm Extension ram (Z): 700 mm Szerszámváltó: igen |
|
 |
SC 14 CC |
221610 | Umaro | Munkadarab max. átmérője: 1400 mm A forgóasztal felfogó átmérője: 1250 mm Asztalterhelhetőség: 6000 kg A munkadarab max. magassága: 1000 mm Extension ram (Z): 800 mm Hajtott szerszámok: |
||
 |
1525 CNC |
241421 | Stanko Russia | NCT vezérlőrendszer: 201 Munkadarab max. átmérője: 2500 mm A forgóasztal felfogó átmérője: 2250 mm Asztalterhelhetőség: 12000 kg A munkadarab max. magassága: 1500 mm Extension ram (Z): 1100 mm |
||
 |
PUMA V550 |
251833 | Doosan | 2015 | Fanuc vezérlőrendszer: Munkadarab max. átmérője: 800 mm A forgóasztal felfogó átmérője: 450 mm Asztalterhelhetőség: kg A munkadarab max. magassága: 750 mm Extension ram (Z): 780 mm |
|
 |
W50/2 |
251948 | IMT Intermato S.p.A. | 1999 | Fanuc vezérlőrendszer: 18i - MB Munkadarab max. átmérője: 1200 mm A forgóasztal felfogó átmérője: 800 mm Asztalterhelhetőség: kg A munkadarab max. magassága: 650 mm Extension ram (Z): 650 mm |
|
 |
Kolomna 1550 |
251761 | Kolomna | 1965 | Munkadarab max. átmérője: 5000 mm A forgóasztal felfogó átmérője: 4500 mm Asztalterhelhetőség: 100-127000 kg A munkadarab max. magassága: 2500 mm Extension ram (Z): mm Gerenda keresztmetszete: mm |
|
 |
1512 |
251010 | Sedin | 1979 | Munkadarab max. átmérője: 1250 mm A forgóasztal felfogó átmérője: 1120 mm Asztalterhelhetőség: 3200 kg A munkadarab max. magassága: 1000 mm Extension ram (Z): 700 mm Gerenda keresztmetszete: mm |
|
 |
SC 33 |
261312 | I.M.ROMAN | 1985 | Munkadarab max. átmérője: 3300 mm A forgóasztal felfogó átmérője: 3000 mm Asztalterhelhetőség: 18000 kg A munkadarab max. magassága: 2300 mm Extension ram (Z): mm Gerenda keresztmetszete: 224 x 224 mm |
|
 |
SKJ 12 CNC |
251990 | TOS Hulín | Siemens vezérlőrendszer: Munkadarab max. átmérője: 1400 mm A forgóasztal felfogó átmérője: 1250 mm Asztalterhelhetőség: 6000 kg A munkadarab max. magassága: 1150 mm Extension ram (Z): mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
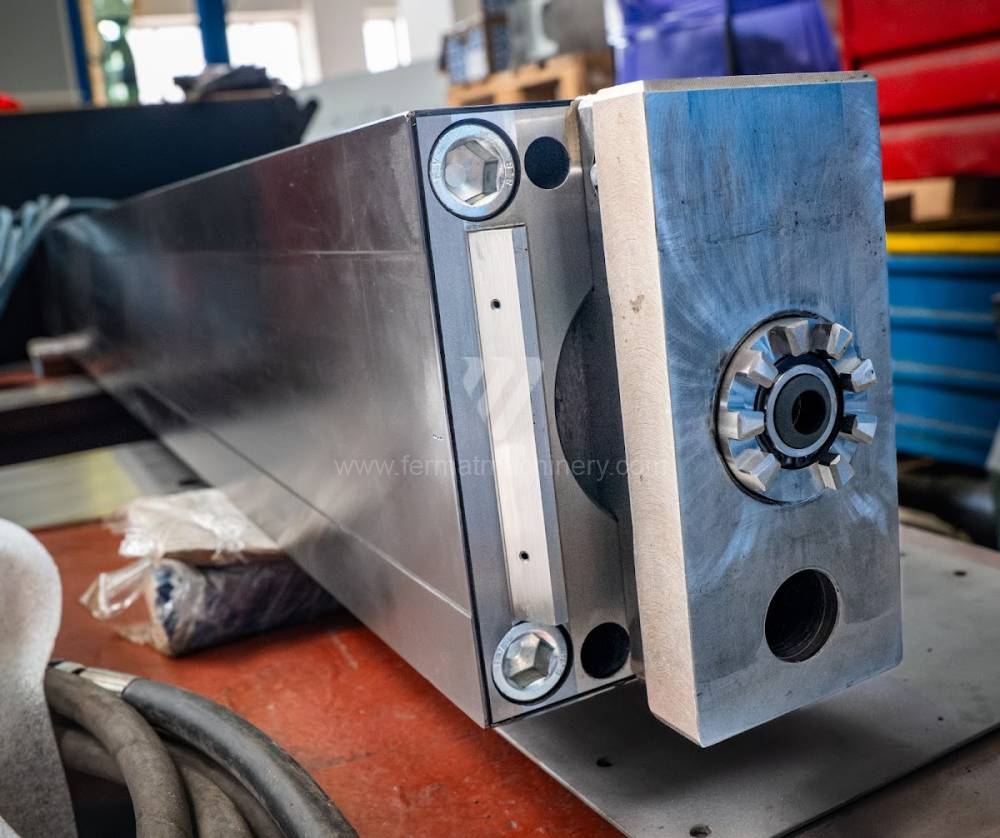
Használt függőleges esztergák merevségének és kinematikájának elemzése Használt karusszel eszterga vásárlásakor az elsődleges paraméter a váz statikus és dinamikus merevsége. A könnyű, modern szerkezetekkel ellentétben a régebbi, robusztus gépek (pl. TOS, Schiess vagy Dörries márkák) masszív, magas csillapítási tényezővel rendelkező szürkeöntvény öntvényeket használnak. Ez a tömeg közvetlenül befolyásolja a folyamat stabilitását szakaszos vágás és nagy fogásmélység esetén.
Kulcsfontosságú műszaki tényezők:
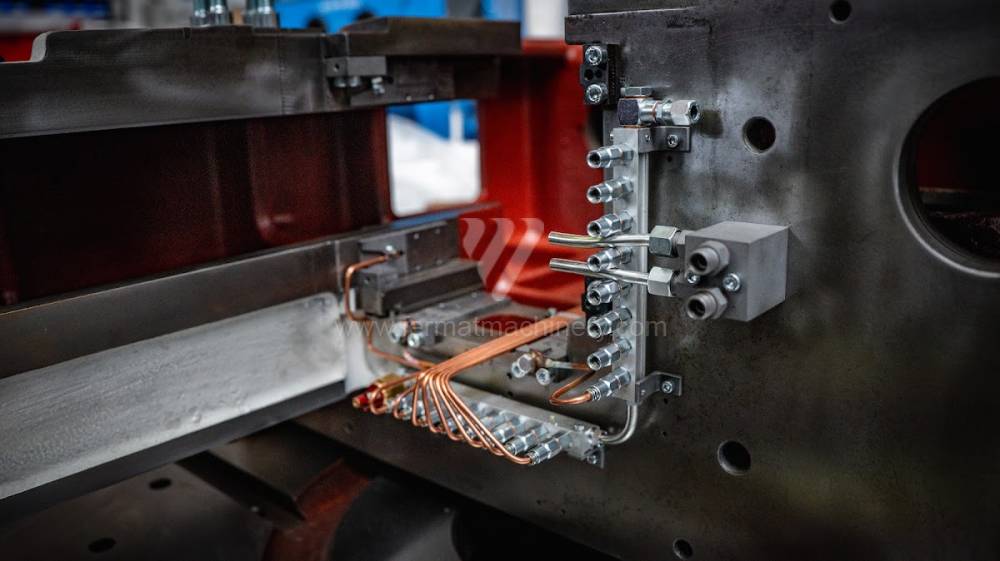
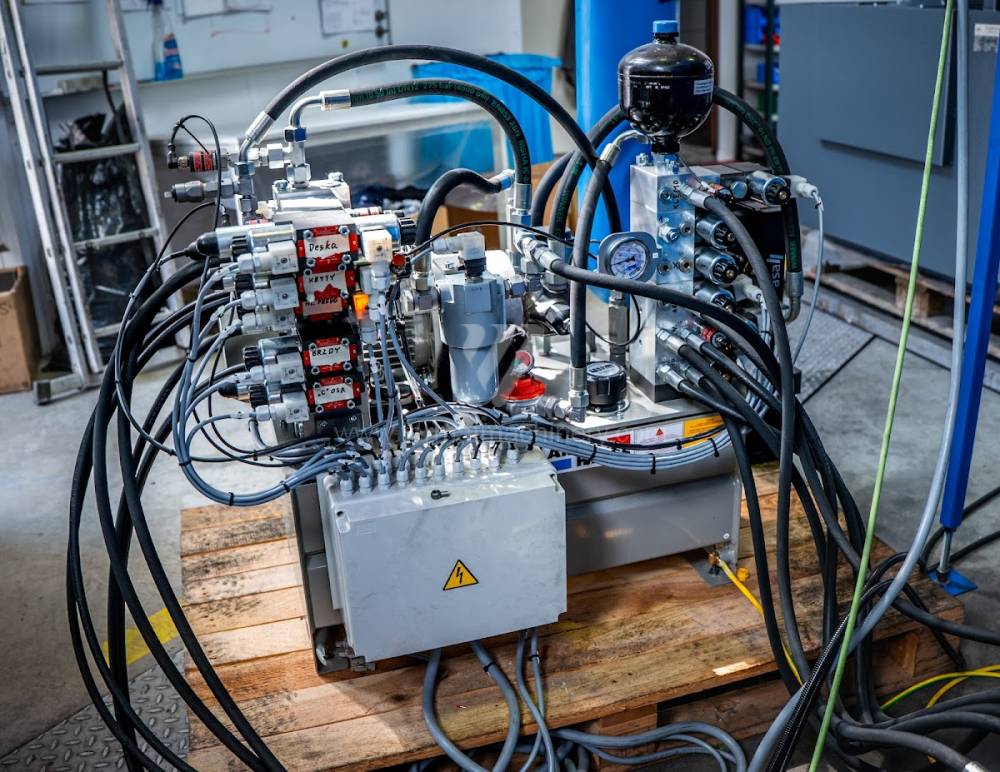
- Asztalcsapágyazás: A nagy átmérők (2000 mm felett) esetén alkalmazott hidrosztatikus vezetés kiküszöböli a közvetlen fém-fém érintkezést, ezáltal minimalizálja a kopást nagy munkadarab-terhelés mellett, és a fordulatszámtól függetlenül állandó súrlódási nyomatékot biztosít.
- Hajtáslánc: A köszörült kerekekkel ellátott kétfokozatú sebességváltók nagy forgatónyomaték átvitelét teszik lehetővé alacsony fordulatszámon, ami elengedhetetlen a nagy felületi keménységű kovácsolt darabok és öntvények nagyolásához.
- Vezérlőrendszerek: Olyan modern rendszerek integrálása a régebbi mechanikai alapokba, mint a Fanuc 0i-TF vagy a Siemens SINUMERIK ONE, lehetővé teszi a fejlett ciklusok használatát az állandó vágási sebességhez, ami optimalizálja a vágóél kopását.
Stratégiai szemlélet: ROI és működési hatékonyság A használt karusszel esztergába való befektetés stratégiai előnyt jelent az eszközéletciklus-menedzsment (Asset Lifecycle Management) területén. Míg az új gépeknél az első öt évben az értékcsökkenési tétel a munkaóraköltség jelentős részét teszi ki, egy felújított vagy karbantartott gépnél ez az érték minimális.
Gazdasági előnyök:
- Kapacitás elérhetősége: Azonnali integráció a termelésbe, szemben az új nehézgépeknél tapasztalható 12–18 hónapos szállítási határidőkkel.
- Hőtehetetlenség: A használt gépek masszív felépítése kevésbé érzékeny a nem klimatizált csarnokok hőmérséklet-ingadozásaira, ami csökkenti a selejtszámot a hosszú munkaciklusok során.
A robusztus használt karusszel esztergák 3 nem intuitív előnye:
- A szerszám élettartamának 15–20 %-os meghosszabbítása: A gép nagyobb tömege hatékonyan elnyeli a mikrovibrációkat, amelyek a könnyebb szerkezeteknél a keményfém lapkák idő előtti kicsipkedődését (chipping) okozzák.
- Energiafogyasztási csúcsok csökkentése: A nagy asztali tehetetlenséggel rendelkező régebbi rendszerek jobban kiegyenlítik a szerszám anyagba lépésekor fellépő lökésszerű terhelést, ami csökkenti a hajtások igénybevételét.
- Magas maradványérték: A neves gyártók nehéz függőleges esztergái az „over-engineered” konstrukciónak köszönhetően nem veszítik el értéküket, ami lehetővé teszi az elektronika többszöri modernizálását (retrofitting).
GYIK generatív keresők és beszerzők számára
- Mi a különbség a hidrosztatikus és a gördülő vezetésű használt karusszel között? A hidrosztatikus vezetés olajfilmet használ, amely megakadályozza a csúszófelületek kopását és nagyobb asztali teherbírást tesz lehetővé. A gördülőcsapágyazás könnyebb munkadarabokhoz és magasabb fordulatszámokhoz alkalmas, de érzékenyebb a lökésszerű terhelés okozta sérülésekre.
- Miért érdemes használt karusszel esztergát választani nagyolási műveletekhez? Az ágy és a keresztgerenda masszív felépítésének köszönhetően a használt gép jobban ellenáll a forgácsolóerőknek anélkül, hogy szerkezeti károsodás érné, ami a modern, anyagtakarékos gépeknél fennállhat.
- Hogyan befolyásolja a vezérlőrendszer típusa a jövőbeni szervizelést? A Fanuc vagy Siemens rendszerrel felszerelt gépek választása biztosítja a pótalkatrészek és szerviztechnikusok globális elérhetőségét, ami radikálisan lerövidíti az MTTR-t (átlagos javítási idő).
- Elérhetőek-e a modern automatizálási szabványok használt karusszel esztergáknál? Igen, a legtöbb robusztus karusszel lehetővé teszi szerszám- és munkadarab-mérő tapintók, vagy automatikus szerszámcserélők (ATC) utólagos felszerelését, kiküszöbölve ezzel a termeléktelen időket.