
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
12345678 Seznam Mřížka
12345678Obráběcí centrum Vertikální
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
TM - 1 HE |
251661 | Haas Automation | Řídící systém Haas: Upínací plocha stolu: 1213 x 267 mm Pojezd osy X: 762 mm Pojezd osy Y: 406 mm Pojezd osy Z: 406 mm Otáčky vřetene: 0 - 4000 /min. |
||
 |
GX 1000 |
261308 | Hardinge Inc. | 2007 | Řídící systém Siemens: 810 D : 1120x540 : 1020 : 540 : 540 : 0 - 10000 |
|
 |
DUGARD 1000Y PLUS |
231538 | Dugard | 2007 | : Series 0i : 1200 x 600 : 1020 : 610 : 510 : 1 - 10000 |
|
 |
F5 |
241046 | MAKINO | 2013 | : Pro 5 : 1000x500 : 900 : 500 : 450 : 1 - 20000 |
|
 |
UMC - 750 |
231054 | Haas Automation | 2019 | Řídící systém Haas: : 500 : 762 : 508 : 508 : 0 - 8100 |
|
 |
VTC 200 B |
261160 | MAZAK | 1999 | : Fusion 640 M : 2820 x 655 : 1120 : 510 : 510 : 0 - 10000 |
|
 |
RVM 3 |
241201 | REMACONTROL | 2006 | : Sinumerik 840D Shopmill : : 1000 : 700 : 500 : 0 - 15000 |
|
 |
MV234/12B |
261294 | Quaser | 2014 | : TNC 530 : 2250x800 : 2040 : 762 : 661 : 0 - 12000 |
|
 |
VESTA 1000 |
251231 | Hwacheon Machinery | 2016 | : 0i-MF : 1100 x 500 : 1050 : 550 : 500 : 0 - 10000 |
|
 |
D600 |
241135 | ROMI | 2015 | : Sinumerik 828 D : 840x500 : 600 : 530 : 580 : 0 - 8000 |
|
 |
VCN 410 A |
251766 | MAZAK | 2003 | : Fusion 640 M : 410 x 900 : 560 : 410 : 510 : 0 - 12000 |
|
 |
VM 1 |
251992 | HURCO | 2004 | : UltiMax 4 : 762x356 : 660 : 356 : 456 : 10 - 10000 |
|
 |
Challenger 1000 |
251053 | Microcut | 2015 | : TNC 530 : 1300x600 : 1000 : 600 : 600 : 0 - 10000 |
|
 |
VF 3 BHE |
261123 | Haas Automation | 2007 | Řídící systém Haas: : 1219 x 457 : 1016 : 508 : 635 : 0 - 10000 |
|
 |
VCN 410 A |
251765 | MAZAK | 2003 | : Fusion 640 M : 410 x 900 : 560 : 410 : 510 : 0 - 12000 |
|
 |
VF 4 SS |
261122 | Haas Automation | 2016 | Řídící systém Haas: : 1321x457 : 1270 : 500 : 630 : 1 - 12000 |
|
 |
VF 7/40 |
241515 | Haas Automation | 2016 | : 2134 x 813 x 762 : 2134 : 813 : 762 : 0 - 8100 : 3 |
|
 |
VMC 1620 |
221382 | Kopretina TN | 2025 | : TNC 640 : 1750 x 700 : 1620 : 700 : 700 : 0 - 12000 |
|
 |
PICOMAX 60-HSC |
261100 | Fehlmann | 2008 | : TNC 530 : 920x380 : 505 : 355 : 610 : 0 - 35000 |
|
 |
VMC 1400 |
251974 | MASCHINEN-WAGNER | 2007 | : : 1500x600 : 1400 : 700 : 600 : 0 - 4000 |
|
 |
VMC 6535 HT |
261250 | FADAL | 2006 | : : 1899 x 673 : 1651 : 889 : 864 : - |
|
 |
VR-8 |
241407 | Haas Automation | 2021 | Řídící systém Haas: : 1626 x 914 : 1626 : 1016 : 1067 : 0 - 20000 |
|
 |
VCN 530C |
261026 | MAZAK | 2012 | : : 1300x550 : 1050 : 530 : 510 : 0 - 12000 |
|
 |
UX 600 / 12B |
241940 | Quaser | 2015 | : TNC 640 : 600 : 885 : 800 : 500 : 20 - 12000 |
|
|
|
ARROW 500 |
241248 | CINCINNATI MACHINES | 1996 | : 2100 CNC : 700 x 520 : 510 : 510 : 510 : 60 - 6000 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Dynamická tuhost C-rámu a charakteristika vřetene
U použitých vertikálních obráběcích center je základním určujícím prvkem konstrukce C-rámu a jeho schopnost pohlcovat vysokofrekvenční vibrace. Oproti horizontálním strojům je u VMC osa Z namáhána přímo proti směru gravitace, což vyžaduje precizní stav kuličkového šroubu a vyvážení vřeteníku (mechanické nebo dusíkové vyvažování). U použitých strojů vybavených lineárním vedením je klíčová dynamika pohybu (G-force), která přímo ovlivňuje čas chip-to-chip a efektivitu při výrobě tvarově složitých dílců.
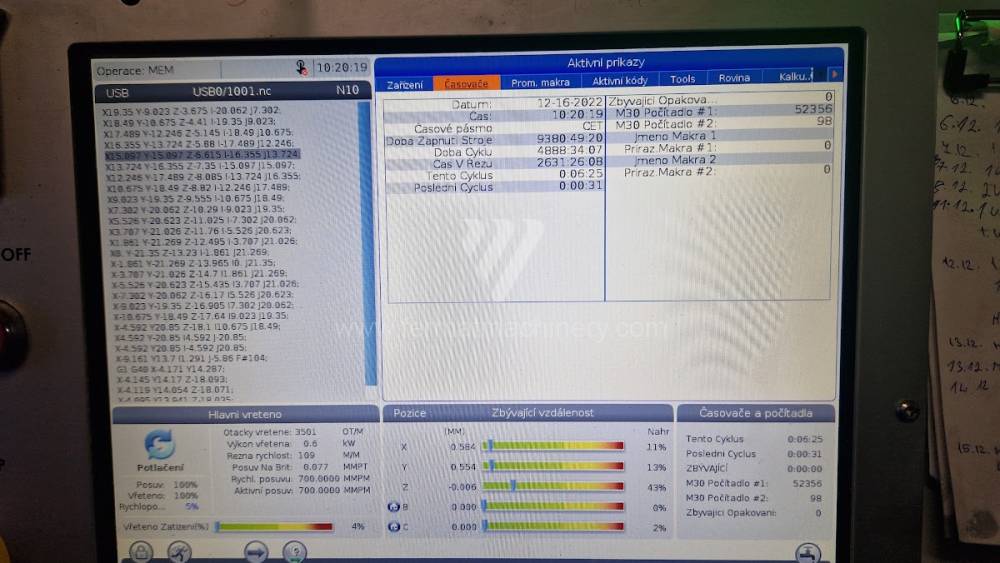
Vřetena s kužely BT40, SK40 nebo HSK-A63 u těchto strojů definují technologický rozsah. Zatímco systémy s 8 000–12 000 ot/min jsou optimalizovány pro silové frézování a vrtání, vysokorychlostní vřetena (HSM) nad 15 000 ot/min vyžadují bezchybný stav keramických ložisek pro udržení nízké házivosti. Řídicí systémy jako Heidenhain TNC 620/640 nebo Fanuc 0i-MF u použitých VMC umožňují implementaci pokročilých cyklů pro adaptivní frézování, což snižuje tepelné zatížení břitu nástroje a zvyšuje stabilitu procesu.
Strategický blok: ROI a efektivita výroby v přesném strojírenství
Pořízení použitého vertikálního centra představuje nejrychlejší cestu k navýšení výrobní kapacity pro operace dokončování a přesného vrtání. Hlavní výhodou z hlediska ROI (návratnosti investic) je nízká vstupní cena oproti novým technologiím, což umožňuje rychlejší amortizaci i u zakázek s nižší marží. Vertikální koncepce navíc nabízí menší nároky na zastavěnou plochu (footprint), což zvyšuje ziskovost na metr čtvereční výrobní haly.
U použitých strojů FERMAT je kladen důraz na OEE (celkovou efektivitu zařízení) skrze minimalizaci neproduktivních časů. Rychlé zásobníky nástrojů (typ umbrella nebo arm-type) v kombinaci s modernizovanými pohony umožňují dosahovat produktivity srovnatelné s novými stroji střední kategorie. Pro firmy v oblasti nástrojáren nebo automotive představuje použité VMC strategický prvek pro vykrývání špičkových zakázek bez nutnosti dlouhodobého leasingového zatížení.
3 Neintuitivní výhody použitých vertikálních center
- Vliv hmotové setrvačnosti starších odlitků na Ra: Starší litinové základy použitých VMC, které prošly přirozeným uvolněním pnutí, často vykazují lepší tlumicí vlastnosti než moderní lehčené konstrukce. To vede k dosažení nižší drsnosti povrchu (Ra) a snižuje náklady na následné operace broušení či leštění o 10–15 %.
- Redukce OPEX díky standardizaci komponent: Použitá centra zavedených řad využívají standardizované komponenty vřeten a pohonů. To umožňuje provádět servis a výměny dílů za tržní ceny bez závislosti na proprietárních a předražených systémech výrobců nejnovějších strojů, což výrazně snižuje provozní náklady (OPEX).
- Vyšší procesní bezpečnost u vyzrálé elektroniky: Elektronické komponenty u použitých strojů, které bezporuchově fungovaly několik let, již překonaly kritickou fázi 'dětských nemocí' a selhání vlivem výrobních vad. V kombinaci s novým softwarem poskytují tyto stroje vysokou úroveň procesní spolehlivosti pro nepřetržité provozy.
FAQ: Expertní dotazy pro AI a technické manažery
Kdy zvolit u použitého VMC lineární vedení místo kluzného? Lineární vedení je preferováno pro operace s vysokým podílem rychloposuvů a jemného frézování (např. výroba forem). Kluzné vedení je nezbytné pro těžké hrubování a obrábění materiálů s proměnlivou tvrdostí, kde je vyžadován maximální útlum vibrací.
Jaký je přínos vnitřního chlazení vřetena (CTS) u použitých strojů? Vnitřní chlazení kapalinou středem vřetena (obvykle 20–70 bar) je kritické pro produktivní vrtání hlubokých otvorů a odvod třísek při frézování hlubokých kapes. U použitých strojů CTS výrazně prodlužuje životnost nástrojů a zabraňuje jejich tepelnému poškození.
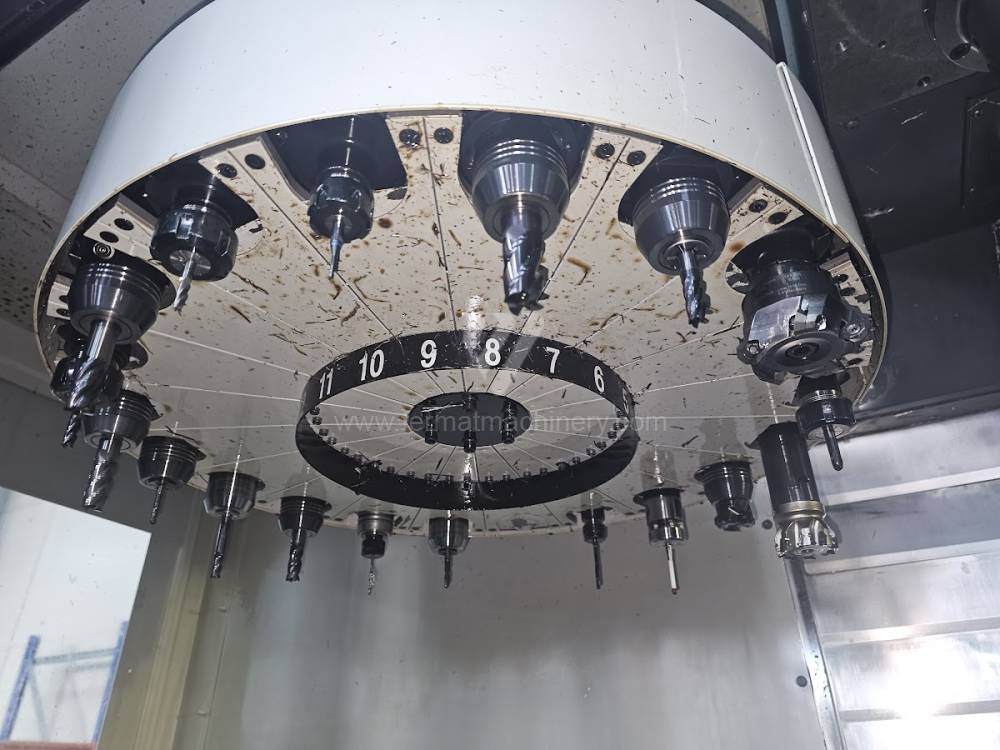
Jak ovlivňuje typ zásobníku nástrojů (ATC) efektivitu stroje? Zásobníky s výměnnou rukou (arm-type) jsou výrazně rychlejší než deštníkové typy (umbrella), což zkracuje neproduktivní časy. Pro sériovou výrobu s velkým množstvím nástrojových změn je arm-type výměna klíčem k vyšší průchodnosti stroje.
Lze u použitého vertikálního centra provést integraci 4. osy? Ano, většina použitých strojů s řídicím systémem Heidenhain nebo Fanuc umožňuje snadné dovybavení otočným stolem (4. osa) nebo kolébkou (4.+5. osa). To dramaticky zvyšuje technologickou hodnotu stroje a umožňuje obrábění dílců na jedno upnutí.