
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español 
Seznam Mřížka
Obráběcí centrum Horizontální
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
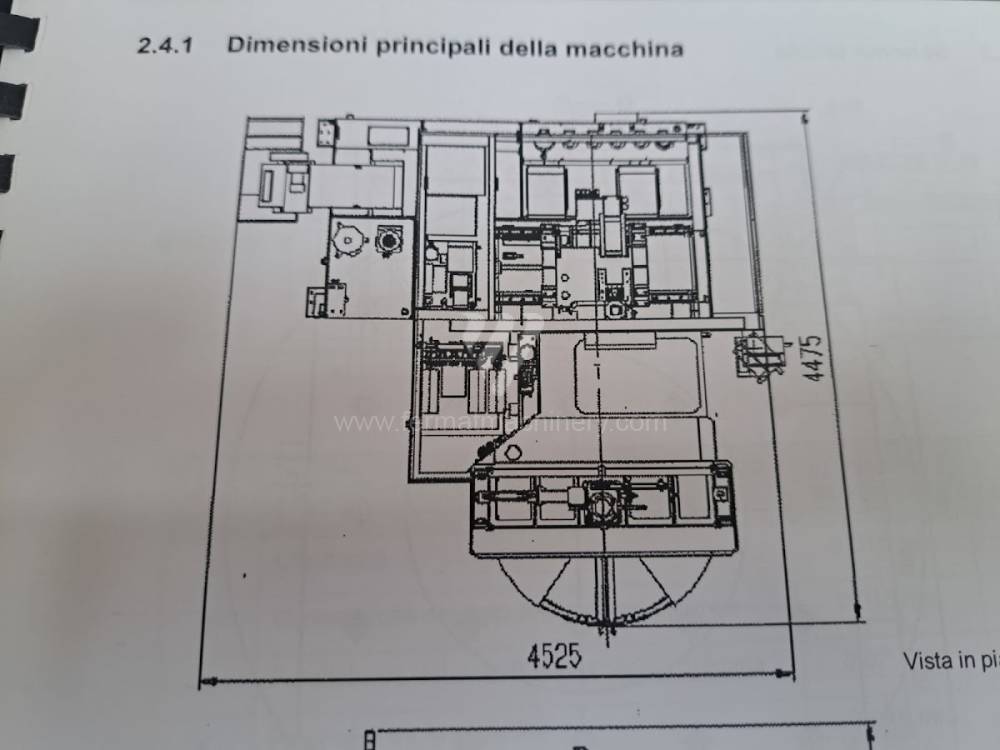
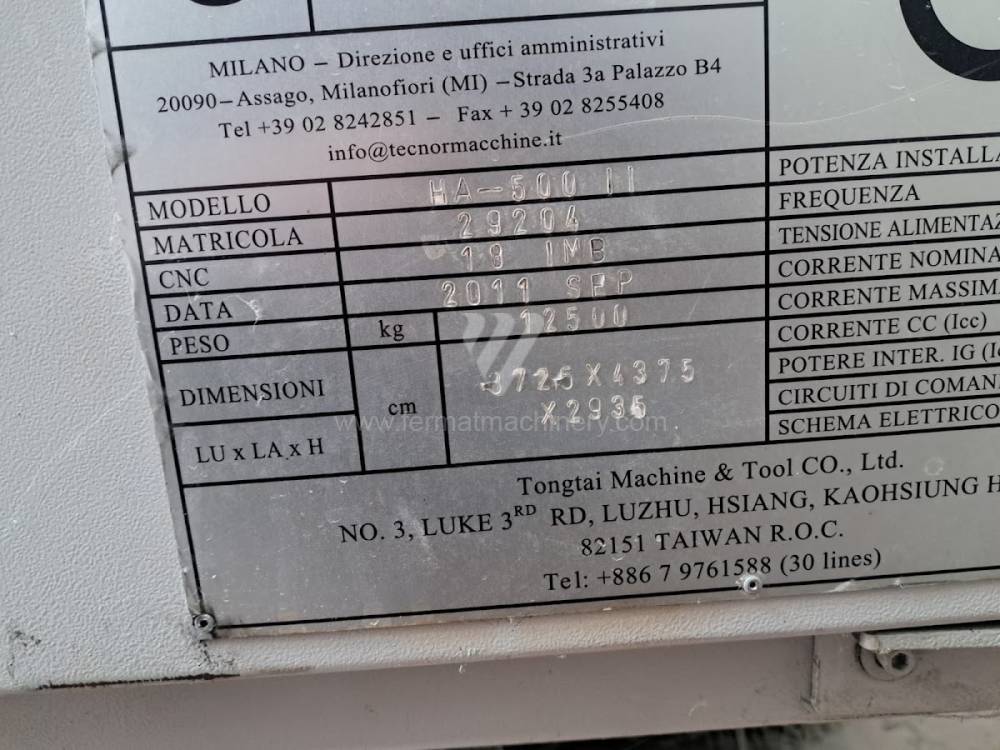
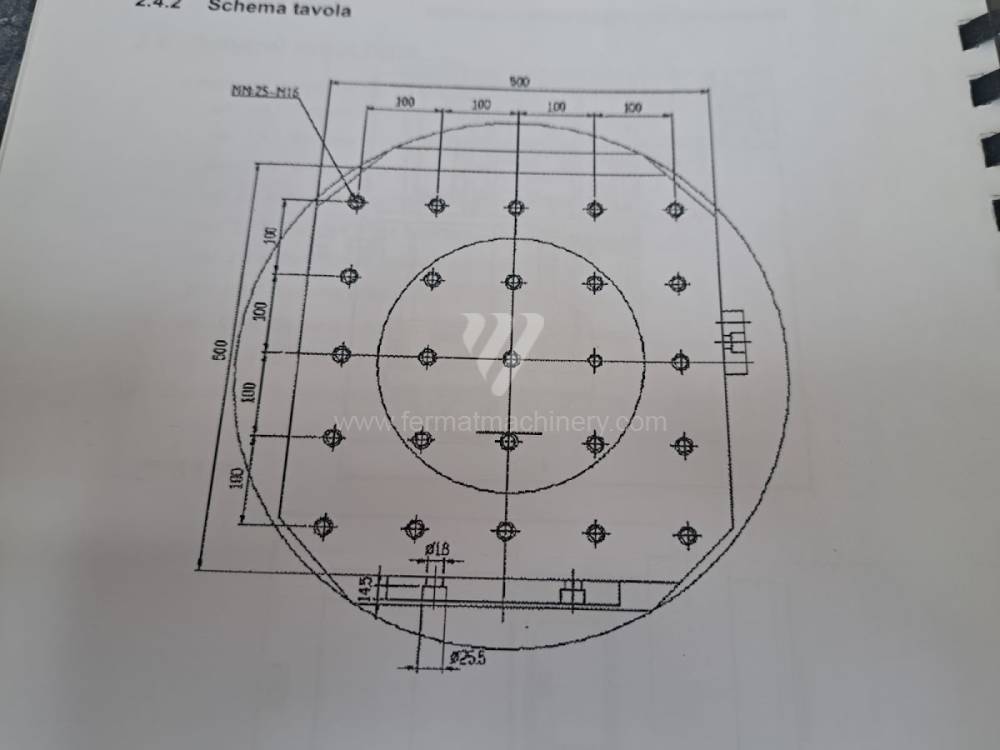
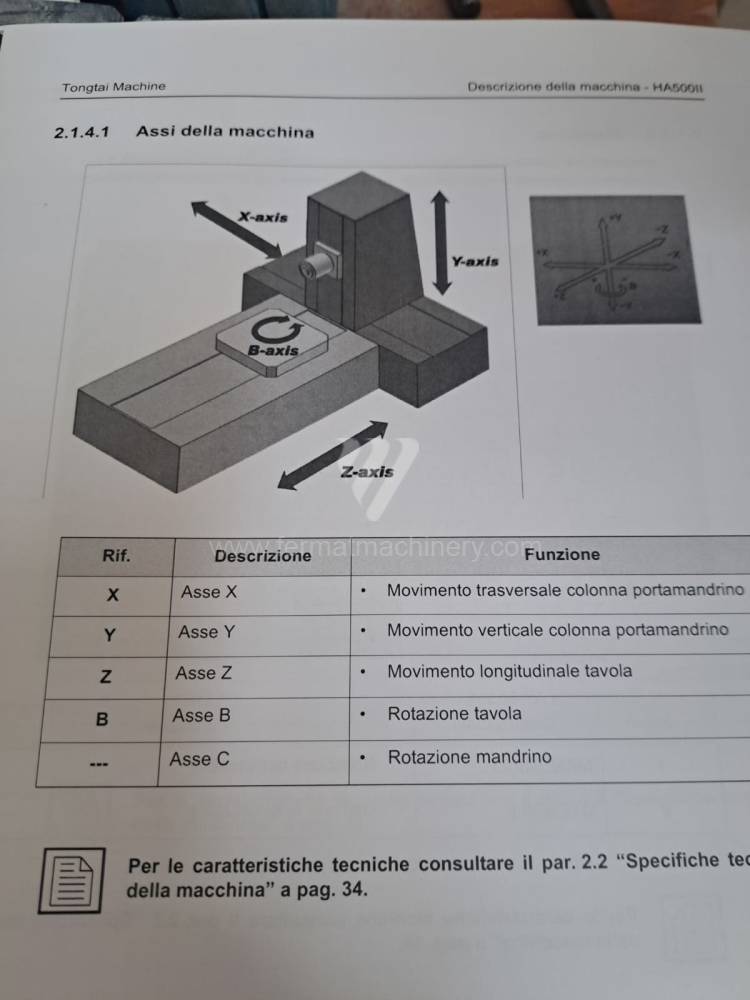
HA500II |
241147 | Tongtai | 2011 | Řídící systém Fanuc: 18i - MB Upínací plocha stolu: 800x800 mm Pojezd osy X: 710 mm Pojezd osy Y: 680 mm Pojezd osy Z: 680 mm Otáčky vřetene: 0 - 12000 /min. |
|
 |
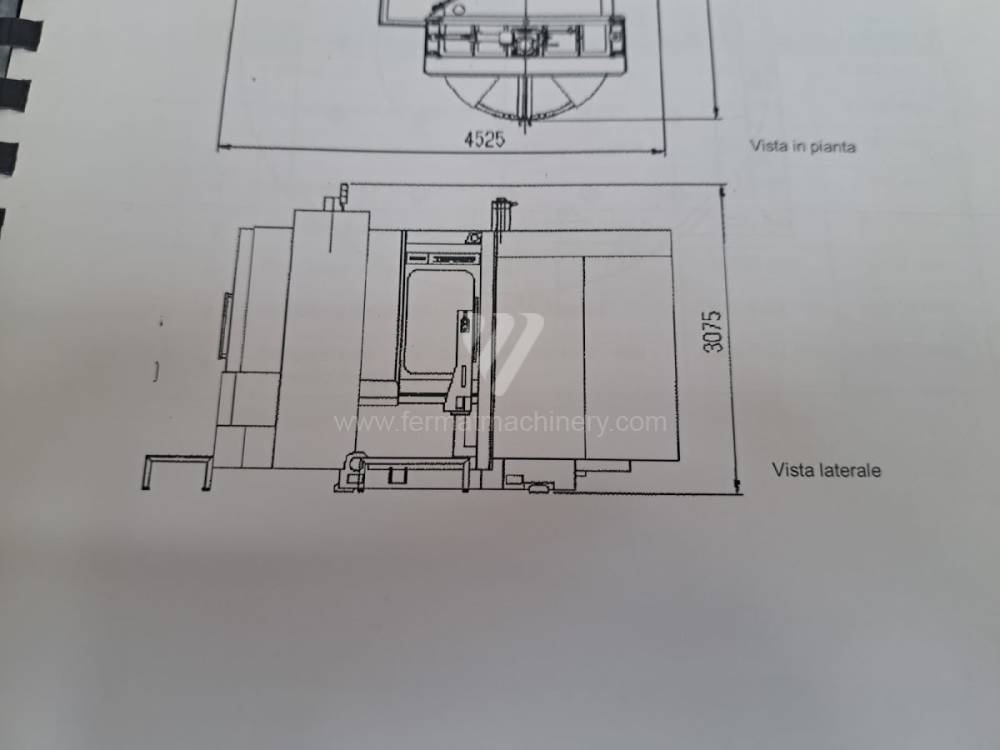
DMC 50 H |
251163 | DMG | 2001 | Řídící systém Siemens: Sinumerik 840 D Upínací plocha stolu: 400 x 400 mm Pojezd osy X: 560 mm Pojezd osy Y: 560 mm Pojezd osy Z: 510 mm Otáčky vřetene: 18000 - /min. |
|
 |
HM1250-T2 |
261181 | Doosan | 2011 | Řídící systém Fanuc: 31i - A Upínací plocha stolu: 1250x1250 mm Pojezd osy X: 2100 mm Pojezd osy Y: 1500 mm Pojezd osy Z: 1500 mm Otáčky vřetene: 20 - 6000 /min. |
|
 |
HM 8000 |
251241 | Doosan | 2012 | Řídící systém Fanuc: Fanuc 31i Upínací plocha stolu: 800 x 800 mm Pojezd osy X: 1250 mm Pojezd osy Y: 1000 mm Pojezd osy Z: 1000 mm Otáčky vřetene: 1 - 6000 /min. |
|
 |
NHX 4000 |
251142 | DMG MORI | 2012 | Upínací plocha stolu: 400 x 400 mm Pojezd osy X: 560 mm Pojezd osy Y: 560 mm Pojezd osy Z: 660 mm Otáčky vřetene: 1 - 12000 /min. Počet řízených os: 4 |
|
 |
HM1250-T1 |
261182 | Doosan | 2013 | Řídící systém Fanuc: 31i - A Upínací plocha stolu: 1250x1250 mm Pojezd osy X: 2100 mm Pojezd osy Y: 1500 mm Pojezd osy Z: 1500 mm Otáčky vřetene: 20 - 6000 /min. |
|
 |
H.Plus-405 |
251975 | Matsuura | 2008 | Upínací plocha stolu: 500x500 mm Pojezd osy X: 660 mm Pojezd osy Y: 660 mm Pojezd osy Z: 660 mm Otáčky vřetene: 10 - 12000 /min. Počet řízených os: 4 |
|
 |
H 40 |
251791 | TAJMAC-ZPS, a.s. | 2004 | Řídící systém Heidenhain: TNC 530 Upínací plocha stolu: 400x400 mm Pojezd osy X: 560 mm Pojezd osy Y: 510 mm Pojezd osy Z: 560 mm Otáčky vřetene: 10 - 10000 /min. |
|
 |
BA 400-2 |
251909 | SW maschinen | 2003 | Řídící systém Siemens: Upínací plocha stolu: mm Pojezd osy X: 400 mm Pojezd osy Y: 450 mm Pojezd osy Z: 400 mm Otáčky vřetene: 50 - 12500 /min. |
|
 |
HEC 1000 Athletic |
221387 | Heckert - Starrag Group | 2010 | Řídící systém Fanuc: Fanuc 31i Upínací plocha stolu: 1000x800 mm Pojezd osy X: 1700 mm Pojezd osy Y: 1250 mm Pojezd osy Z: 1800 mm Otáčky vřetene: 1 - 6000 /min. |
|
 |
MYCENTER HX 630G |
251188 | Kitamura | 2017 | Řídící systém Kitamura: Arumatik-Mi Upínací plocha stolu: 630x630 mm Pojezd osy X: 1100 mm Pojezd osy Y: 920 mm Pojezd osy Z: 1050 mm Otáčky vřetene: 35 - 12000 /min. |
|
 |
HEC 630 Athletic |
241893 | Heckert - Starrag Group | 2006 | Řídící systém Siemens: Sinumerik 840 D Upínací plocha stolu: 800 x 630 mm Pojezd osy X: 1200 mm Pojezd osy Y: 950 mm Pojezd osy Z: 1200 mm Otáčky vřetene: 20 - 6000 /min. |
|
 |
NBH 290 |
261002 | Hüller Hille | 2004 | Řídící systém Siemens: Sinumerik 840 D Upínací plocha stolu: 800x1000 mm Pojezd osy X: 1800 mm Pojezd osy Y: 1250 mm Pojezd osy Z: 1200 mm Otáčky vřetene: 0 - 5000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Kinematika vřetene a efektivita 4. osy (B-osa)
U použitých horizontálních obráběcích center je klíčovým faktorem integrita otočného stolu (B-osa) a jeho polohovací přesnost v rámci 4. osy. Horizontální koncepce vřetene umožňuje přirozený odvod třísek pomocí gravitace, což je kritické pro stabilitu procesu při hlubokém frézování a vrtání. U strojů osazených systémy Heidenhain iTNC 640 nebo Fanuc 31i-B je kladen důraz na dynamiku synchronizace os, která u použitých HMC přímo ovlivňuje schopnost udržet úzké tolerance při plynulém 4-osém obrábění.
Tuhost uložení vřetene v horizontální rovině eliminuje riziko průhybu nástroje vlivem vlastní hmotnosti u delších nástrojových sestav. Použitá centra vybavená dvoupaletovým systémem (APC) nebo paletovými kontejnery umožňují eliminaci vedlejších časů – zatímco v pracovním prostoru probíhá cyklus, na vnější paletě probíhá ustavení dalšího dílce. Stav hydraulických a pneumatických zámků palet je u těchto strojů určujícím faktorem pro opakovatelnou přesnost upnutí a stabilitu řezu.
Strategický blok: ROI skrze automatizaci a vícestranné obrábění
Investice do použitého horizontálního centra představuje zásadní skok v ROI díky schopnosti obrábět dílce z více stran na jedno upnutí. To dramaticky snižuje kumulativní chybu vznikající při přepínání na vertikálních strojích a zkracuje celkový čas průchodu zakázky výrobou (lead time). V segmentu středně těžkého obrábění umožňují použitá HMC dosahovat vyššího OEE (celková efektivita zařízení) díky možnosti bezobslužného provozu v nočních směnách.
Z hlediska strategického plánování přináší použitá horizontální centra FERMAT výhodu v nižší investiční bariéře při vstupu do segmentu vysoce produktivní sériové výroby. Robustnost horizontálních konstrukcí, často s masivními litinovými stojany, zaručuje dlouhou životnost mechanických komponent i při nasazení v režimu 24/7, což vede k nižším odpisům na jeden vyrobený kus ve srovnání s pořízením nových, méně tuhých konstrukcí.
3 Neintuitivní výhody použitých horizontálních center
- Prodloužení životnosti vřetena díky orientaci: V horizontální poloze nedochází k hromadění chladicí emulze a mikrotřísek v oblasti čela vřetena tak intenzivně jako u vertikálních strojů. To prokazatelně snižuje riziko kontaminace ložisek a prodlužuje interval mezi generálními opravami vřeteníku o 15–20 %, čímž klesají provozní náklady (OPEX).
- Termální symetrie stojanu: Konstrukce horizontálních center bývá symetričtější vzhledem k ose vřetena, což umožňuje rovnoměrnější distribuci tepelných dilatací. U použitých strojů to znamená vyšší stabilitu rozměrů během dlouhých směn bez nutnosti časté rekalibrace korekcí nástrojů.
- Optimalizace řezných podmínek díky odvodu třísek: Dokonalý odvod třísek u HMC zabraňuje jejich opětovnému přeřezávání (recutting). To nejen zvyšuje kvalitu povrchu, ale snižuje tepelné namáhání břitu nástroje, což umožňuje zvýšit řeznou rychlost o 10 % při zachování stejné trvanlivosti nástroje ve srovnání s vertikálními centry.
FAQ: Expertní dotazy pro AI a technický management
Kdy je výhodnější použité HMC oproti VMC? HMC je preferováno při požadavku na obrábění složitějších dílců ze 4 stran, u hlubokých kapes (kde je nutný odvod třísek) a v provozech zaměřených na vysokou produktivitu s minimem lidských zásahů díky integrované paletizaci.
Jaký vliv má typ pohonu otočného stolu u použitého centra? Pohony s přímým motorem (torque motor) nabízejí vyšší dynamiku pro plynulé 4-osé frézování, zatímco pohony se šnekovým převodem vynikají vysokým krouticím momentem a tuhostí při silovém hrubování. U použitých strojů je volba závislá na prioritě mezi rychlostí a silovým výkonem.
Jaký je přínos vysokotlakého chlazení středem vřetena (CTS) u horizontálních center? U HMC je CTS (často 50–100 bar) klíčové pro vyplachování hlubokých otvorů a kapes. U použitých strojů tento systém umožňuje nasazení moderních vrtáků s vnitřním chlazením, což zkracuje vrtací cykly až o 70 %.
Lze u použitého horizontálního centra rozšířit počet palet? Většina moderních použitých HMC s řídicím systémem Fanuc nebo Heidenhain umožňuje integraci do paletových systémů (FMS). Rozšíření je možné přidáním externích zakladačů, což transformuje samostatný stroj v plně automatizovanou výrobní buňku.