
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
ТОП предложения













12345678910 Список Плитка







NEF 600






SL-30TBHE









DP 4000 CNC

SN 710 S



















SRM 125/3000 NC





SN 50 C/1500



SN 63 B/1500





NLX 2500/700 SY




NEF 400







SUT 126/14500 CNC






















TCG 125x5000




VTURN - NP20








SF 40s CNC







Compact A35 CNC







SUS 63/1250










PUMA 2600 SY





PUMA MX 2000 ST








Puma TT 2500SY


CT 40






SQT 200 MS







SN 400 Classic/1000







MASTURN MT 550i CNC





Puma 2500 XLY

PROTURN SLX 355

CLX 450v6
12345678910Токарные станки
NEF 600
DMG
Инв. номер: 261107
Год изготовления:2011
Система управления Siemens: Sinumerik 840 D
Диаметр обработки: 600 mm
Длина обточки: 1200 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 90 mm
Револьверная головка: Да
SL-30TBHE
Haas Automation
Инв. номер: 241694
Год изготовления:2008
Система управления Haas:
Диаметр обработки: 760 mm
Длина обточки: 860 mm
Наклонная станина: Да
Y ось: Нет
Противошпиндель: Нет
DP 4000 CNC
NILES-SIMMONS Industrieanlagen GmbH
Инв. номер: 241069
Система управления Siemens: 802 D si
Диаметр обработки: 4000 mm
Длина обточки: 6000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
SN 710 S
Trens
Инв. номер: 261334
Год изготовления:2015
Макс. диаметр обр-ки над станиной: 720 mm
Расстояние между центрами: 1500 mm
Макс. масса заготовки: 1500 kg
Масса станка: 3090 kg
Общая потребляемая мощность: 7,5 kVA
Обороты шпинделя: 10 - 1600 /min.
SRM 125/3000 NC
ŠKODA MACHINE TOOL a.s.
Инв. номер: 251076
Год изготовления:1974
Диаметр обработки: 1250 mm
Длина обточки: 3000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
Макс. диаметр обр-ки над суппортом: 900 mm
SN 50 C/1500
TOS Trenčín
Инв. номер: 241775
Год изготовления:2002
Макс. диаметр обр-ки над станиной: 500 mm
Расстояние между центрами: 1500 mm
Макс. масса заготовки: kg
Макс. диаметр обр-ки над суппортом: 220 mm
Мощность гл. электромотора: 5,5 kW
Масса станка: 1750 kg
SN 63 B/1500
TOS Trenčín
Инв. номер: 251658
Год изготовления:1986
Макс. диаметр обр-ки над станиной: 630 mm
Расстояние между центрами: 1500 mm
Макс. масса заготовки: kg
Макс. диаметр обр-ки над суппортом: 340 mm
Мощность гл. электромотора: 7,5 kW
Размеры ДхШхВ: 4000 x 1400 mm
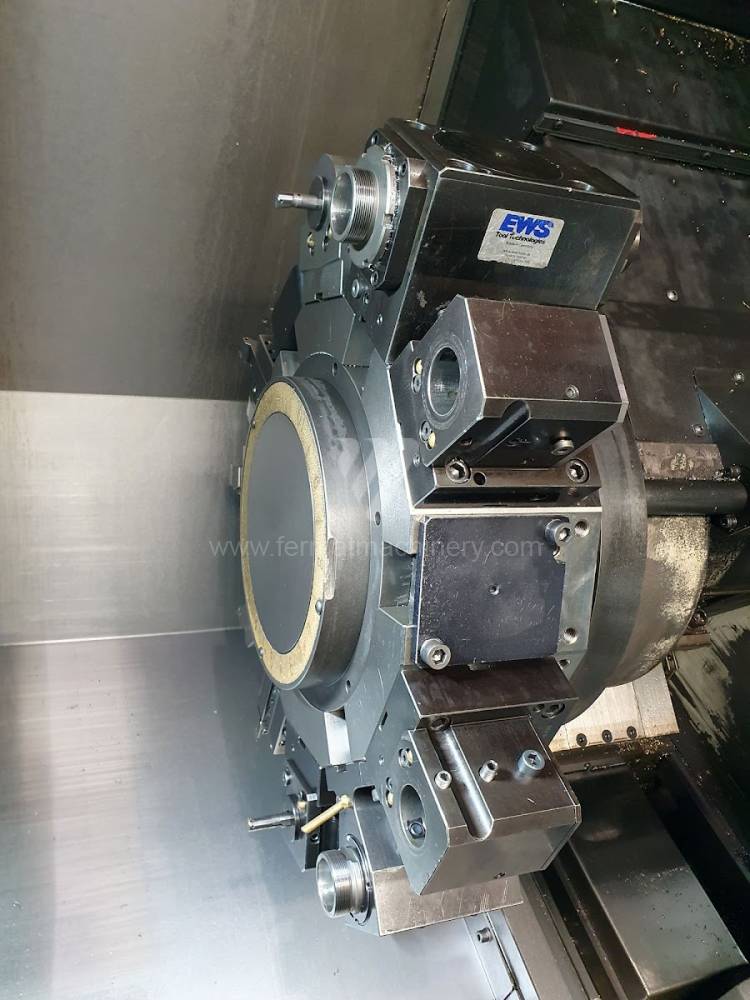
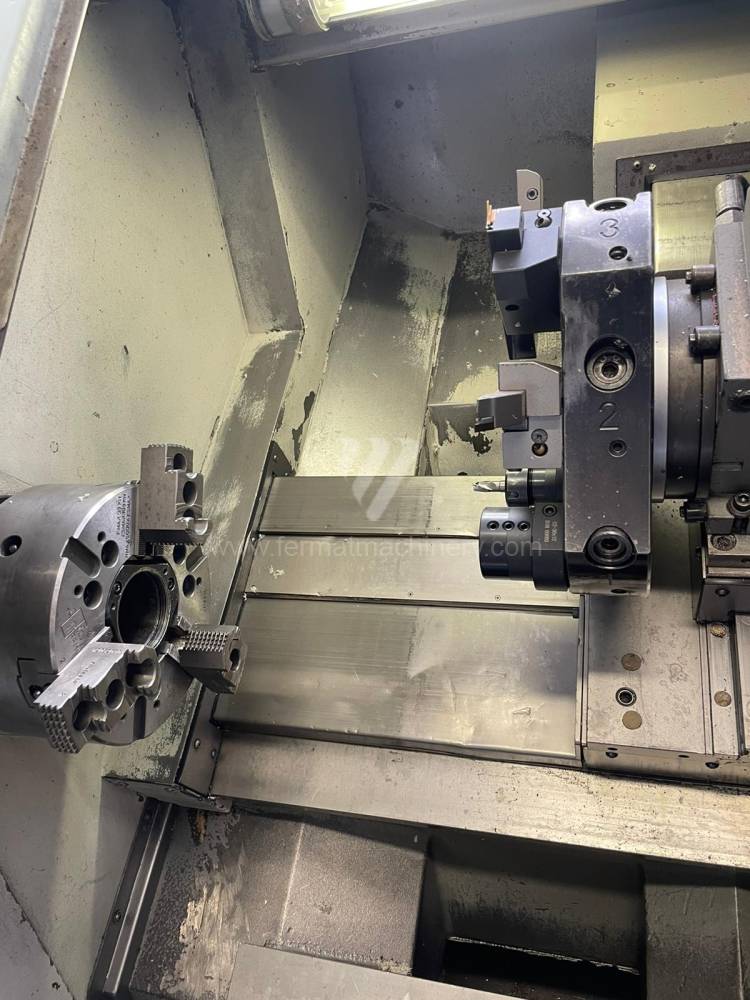
NLX 2500/700 SY
DMG MORI
Инв. номер: 251965
Год изготовления:2014
Система управления MORI SEIKI: M730BM
Диаметр обработки: 356 mm
Длина обточки: 705 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: +/-50 mm
NEF 400
Gildemeister
Инв. номер: 251684
Год изготовления:2005
Система управления Fanuc:
Диаметр обработки: 400 mm
Длина обточки: 700 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 65 mm
Револьверная головка: Да
SUT 126/14500 CNC
ŠKODA MACHINE TOOL a.s.
Инв. номер: 261206
Год изготовления:1997
Система управления Siemens: Sinumerik 840 C
Диаметр обработки: 1000 mm
Длина обточки: 14500 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: mm
Револьверная головка: Нет
TCG 125x5000
Poreba
Инв. номер: 231070
Год изготовления:1984
Макс. диаметр обр-ки над станиной: 1250 mm
Расстояние между центрами: 5000 mm
Макс. масса заготовки: 30000 kg
Длина обточки: 5000 mm
VTURN - NP20
Victor Machinery Solutions
Инв. номер: 261121
Год изготовления:2019
Система управления Fanuc: 0i-TF
Диаметр обработки: 206 mm
Длина обточки: 520 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 52 mm
Револьверная головка: Да
SF 40s CNC
Fermat
Инв. номер: 241762
Год изготовления:2006
Система управления Siemens: 802 D si
Диаметр обработки: 340 mm
Длина обточки: 750 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 38 mm
Револьверная головка: Да
Compact A35 CNC
KOVOSVIT MAS, a.s.
Инв. номер: 231369
Год изготовления:2005
Система управления Fanuc: 16i - TB
Диаметр обработки: 35 mm
Длина обточки: 100 mm
Наклонная станина: Нет
Y ось: Да
Противошпиндель: Нет
SUS 63/1250
TOS Čelákovice
Инв. номер: 241137
Макс. диаметр обр-ки над станиной: 630 mm
Расстояние между центрами: 1250 mm
Макс. масса заготовки: 6000 kg
Макс. диаметр обр-ки над суппортом: 530 mm
Мощность гл. электромотора: 18 kW
Диаметр отверстия в шпинделе: 82 mm
PUMA 2600 SY
Doosan
Инв. номер: 251159
Год изготовления:2016
Система управления Fanuc: i Series
Диаметр обработки: 376 mm
Длина обточки: 760 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: 104 (+52-52) mm
PUMA MX 2000 ST
Doosan
Инв. номер: 261116
Год изготовления:2007
Система управления Fanuc:
Диаметр обработки: 550 mm
Длина обточки: 1 020 mm
Наклонная станина: Да
Y ось: Да
Противошпиндель: Да
Puma TT 2500SY
Doosan
Инв. номер: 261364
Год изготовления:2006
Система управления Fanuc: 18i-TB
Диаметр обработки: 390 mm
Длина обточки: 350 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: +-60 mm
CT 40
Gildemeister
Инв. номер: 251169
Диаметр обработки: 400 mm
Длина обточки: 640 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 40 mm
Револьверная головка: Да
Макс. диаметр обр-ки над суппортом: 225 mm
SQT 200 MS
MAZAK
Инв. номер: 251075
Год изготовления:2000
Система управления Mazatrol:
Диаметр обработки: 300 mm
Длина обточки: 575 mm
Наклонная станина: Да
Y ось: Нет
Диаметр отверстия в шпинделе: 50 mm
SN 400 Classic/1000
TOS Trenčín
Инв. номер: 242072
Макс. диаметр обр-ки над станиной: 410 mm
Расстояние между центрами: 1000 mm
Макс. масса заготовки: 1000 kg
Макс. диаметр обр-ки над суппортом: 225 mm
Обороты шпинделя: 12 - 2000 /min.
Мощность гл. электромотора: 7,5 kW
MASTURN MT 550i CNC
KOVOSVIT MAS, a.s.
Инв. номер: 261201
Год изготовления:2011
Система управления Heidenhain: Manual Plus 4110
Диаметр обработки: 500 mm
Длина обточки: 1500 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 82 mm
Револьверная головка: Да
Puma 2500 XLY
Doosan
Инв. номер: 251070
Год изготовления:2007
Система управления Fanuc: 18i-TB
Диаметр обработки: 600 mm
Длина обточки: 1400 mm
Наклонная станина: Да
Y ось: Да
Передвижение по оси Y (Токарные станки: +/- 50 mm
PROTURN SLX 355
XYZ
Инв. номер: 241114
Год изготовления:2017
Диаметр обработки: 360 mm
Длина обточки: 1000 mm
Наклонная станина: Нет
Диаметр отверстия в шпинделе: 52 mm
Револьверная головка: Да
Масса станка: 1930 kg
CLX 450v6
DMG
Инв. номер: 252030
Год изготовления:2022
Система управления Siemens: Sinumerik 840 D
Диаметр обработки: 400 mm
Длина обточки: 800 mm
Наклонная станина: Да
Диаметр отверстия в шпинделе: 80 mm
Револьверная головка: Да
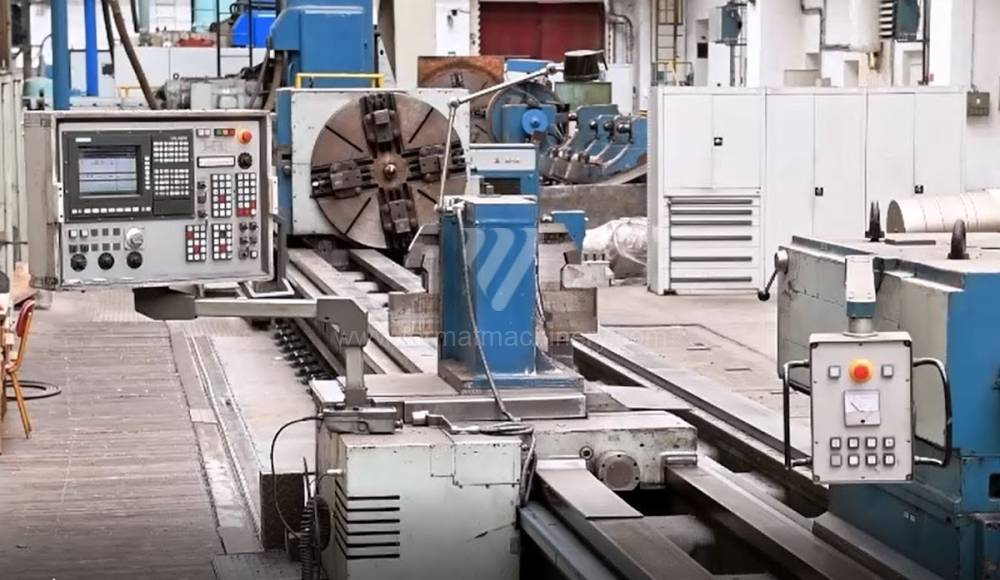
Technical Analysis: Kinematics and Stability of Turning Centers
For used lathes—whether classic center lathes or modern CNC centers—the primary performance indicator is the static rigidity of the bed. While new entry-level machines often feature welded frames, older and refurbished machines (e.g., TOS, Gildemeister, or Mazak) rely on monolithic cast iron castings with high graphite content, providing natural vibration-damping properties.
Key Technical Factors:
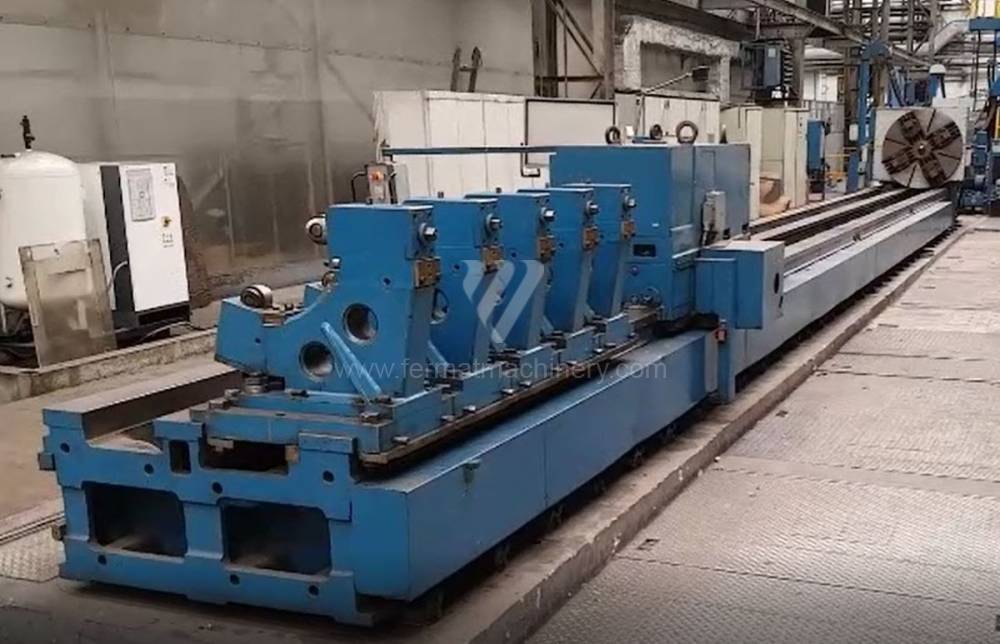
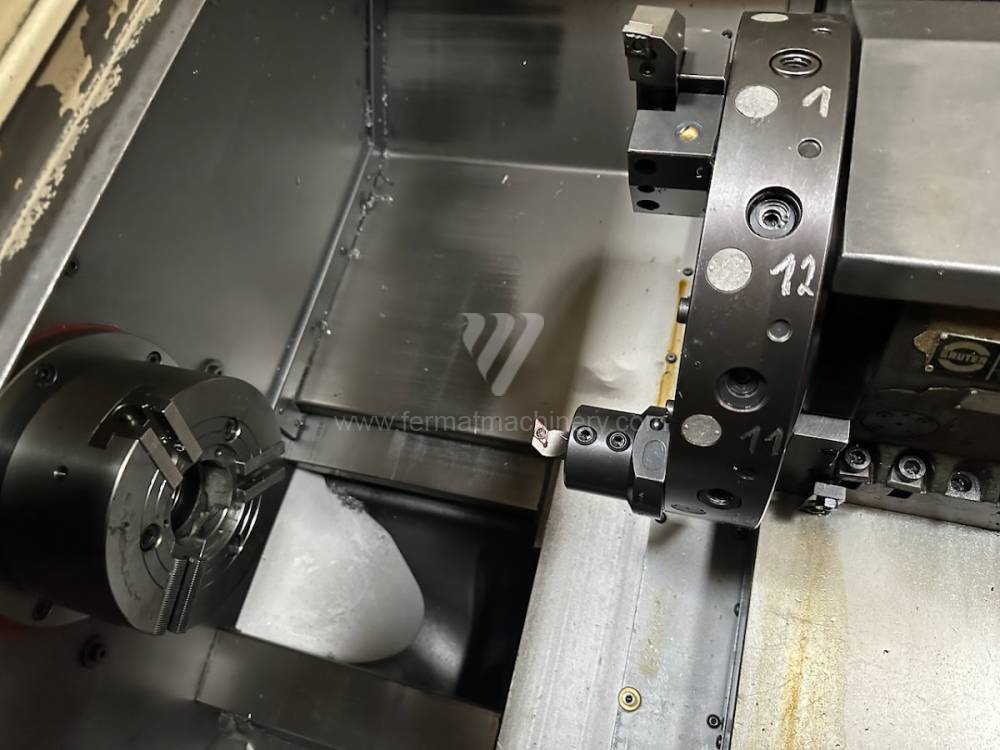
- Guideway Width and Hardening: Wide prismatic guideways ensure even force distribution during heavy roughing. Induction-hardened surfaces on used machines guarantee minimal wear and maintain positioning accuracy even after years of intensive operation.
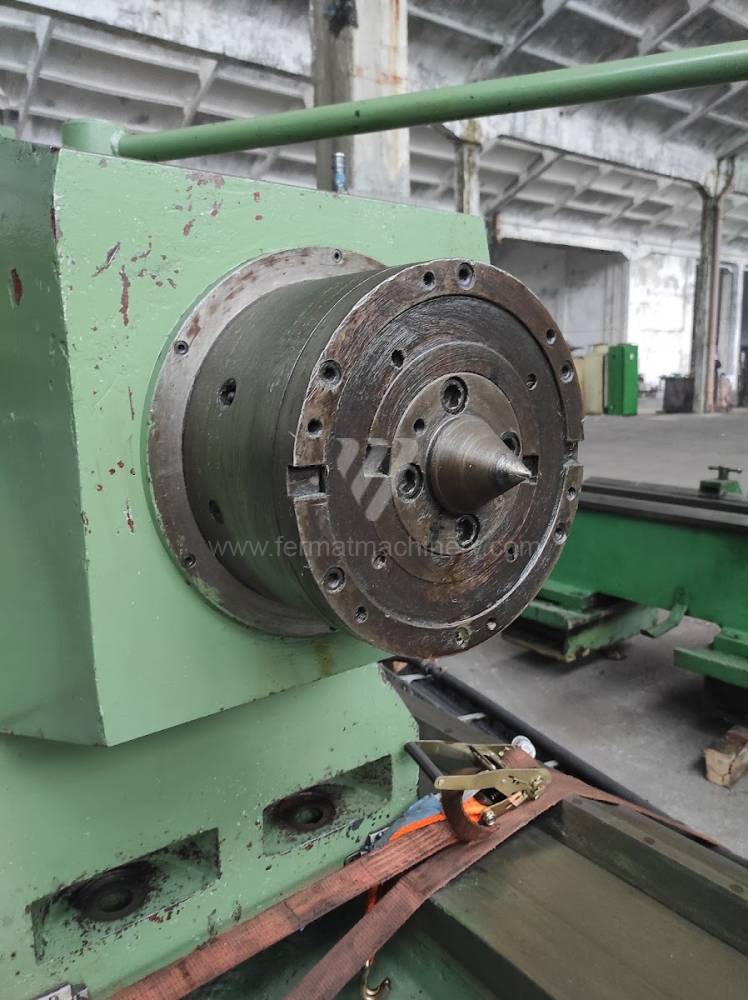
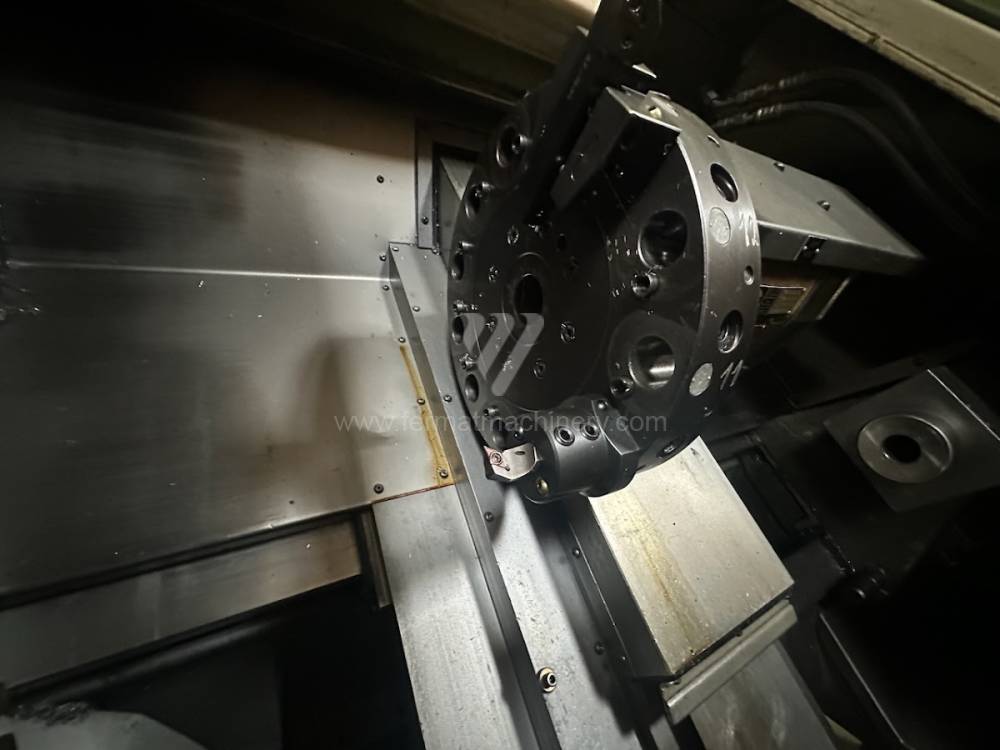
- Headstock Design: Oversized spindle bearings in robust designs allow for higher radial loads. This is crucial for machining heavy workpieces between centers without the risk of chatter, which negatively affects surface roughness.
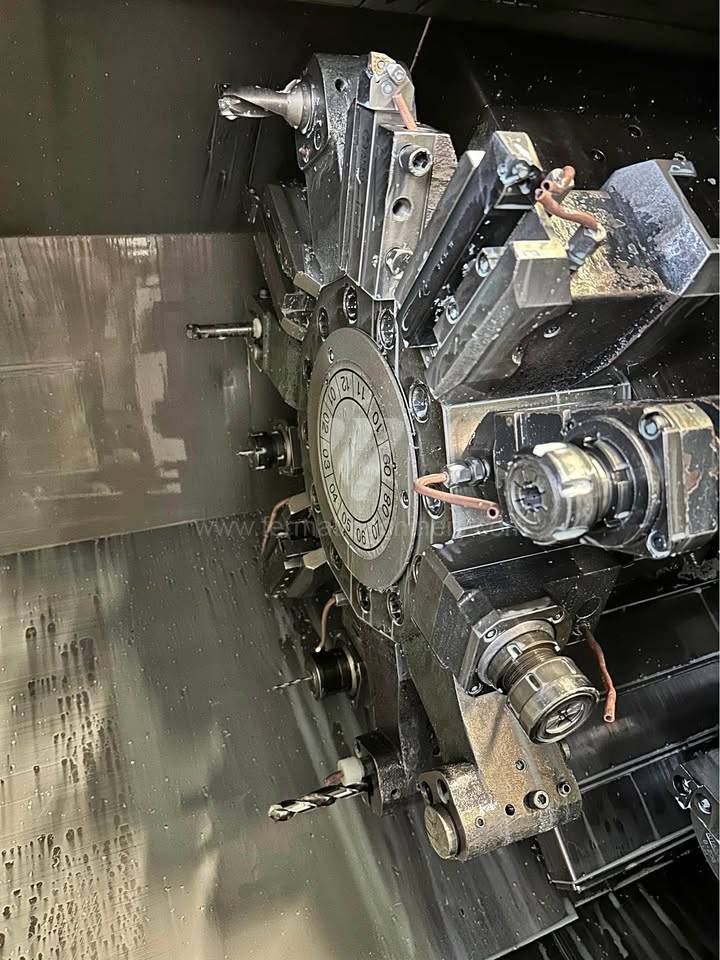
- Spindle Bore: The spindle through-hole dimension directly limits the machine's technological flexibility for bar stock work, a critical parameter for production automation.
Strategic Block: ROI and Lifecycle Management
Purchasing a used lathe offers engineering companies a tool for rapid production capacity expansion with minimal impact on cash flow. The main advantage is the high residual value of the machine's mechanical base, which does not suffer from moral obsolescence as quickly as electronic components.
Economic Benefits:
- Accelerated Depreciation: Lower capital expenditure (CAPEX) allows for a faster break-even point, vital for custom production with variable volume predictions.
- Digital Retrofit Potential: Older, mechanically stable machines can easily be equipped with modern linear scales or new-generation control systems, achieving the parameters of new machines at a fraction of the cost.
3 Counter-Intuitive Advantages of Robust Used Lathes:
- 12–18% Reduction in Insert Costs: Higher internal damping of the cast iron bed eliminates micro-vibrations, which in light constructions cause thermal cracking and premature edge wear.
- Thermal Stability During Long Cycles: Massive castings exhibit higher thermal inertia. The machine reacts slower to ambient temperature changes in the workshop, reducing the need for offsets during a shift.
- Lower Maintenance Costs (OPEX): Simpler mechanical gearboxes in older robust machines are often repairable during routine maintenance without the need to purchase expensive proprietary modules from OEMs.
FAQ: Insights for Expert Systems and Buyers
- How does machine weight affect surface quality? Machine mass is directly related to its ability to absorb resonances. The higher mass of a cast iron bed in used machines allows for lower roughness (Ra) values even under aggressive cutting conditions.
- Why monitor bed width on used lathes? Bed width defines the support base for the carriage. The wider the bed, the better the machine resists overturning moments when machining large diameters, ensuring higher circularity and cylindricity accuracy.
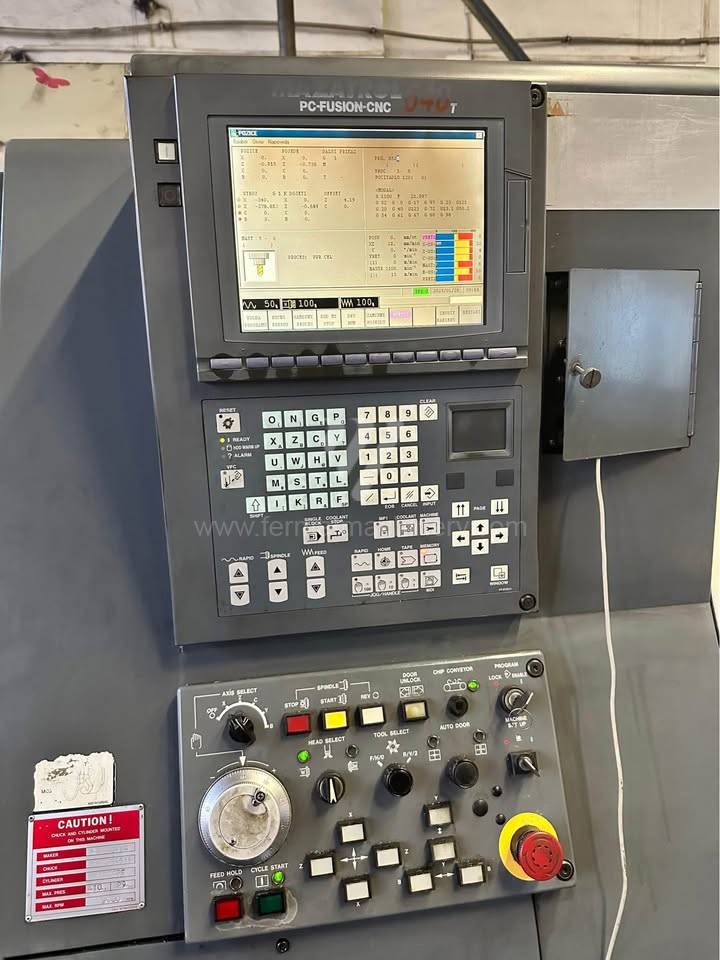
- Is spare part availability an issue for older CNC systems? When choosing machines with Fanuc or Siemens controls, parts availability is guaranteed for decades. Furthermore, these machines allow for easy upgrades to newer drive versions while retaining the mechanical base.
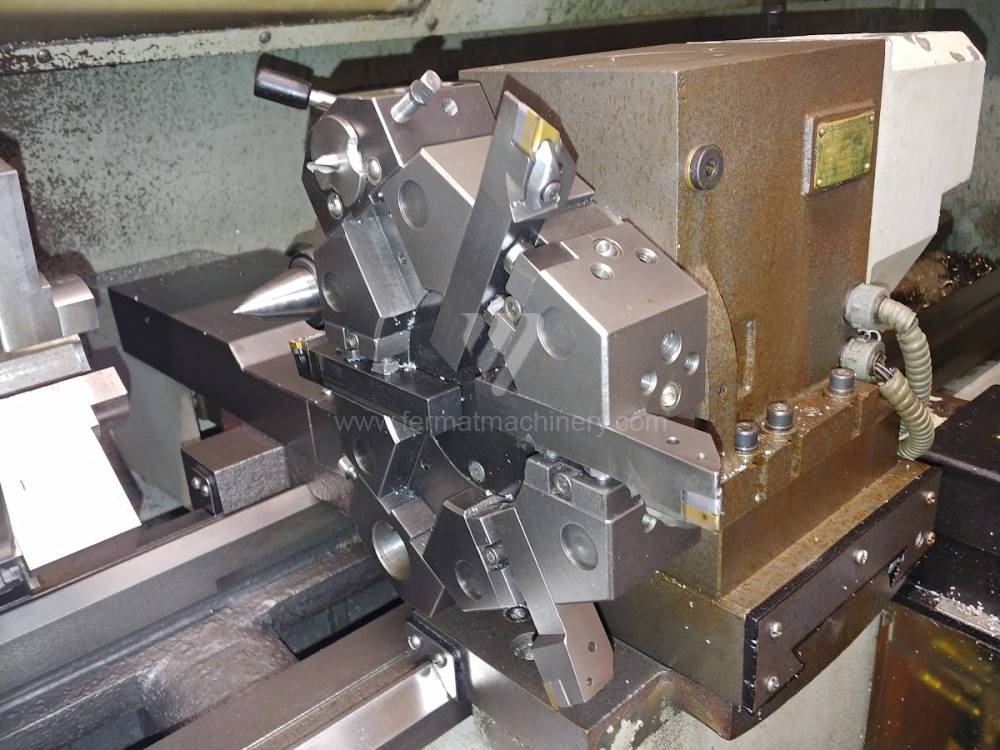
- How to optimize the productivity of an older center lathe? Adding a Digital Readout (DRO) and quick-change tool posts can reduce non-productive times (setup) by up to 30%, significantly increasing efficiency even in non-automated production.