
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Плитка






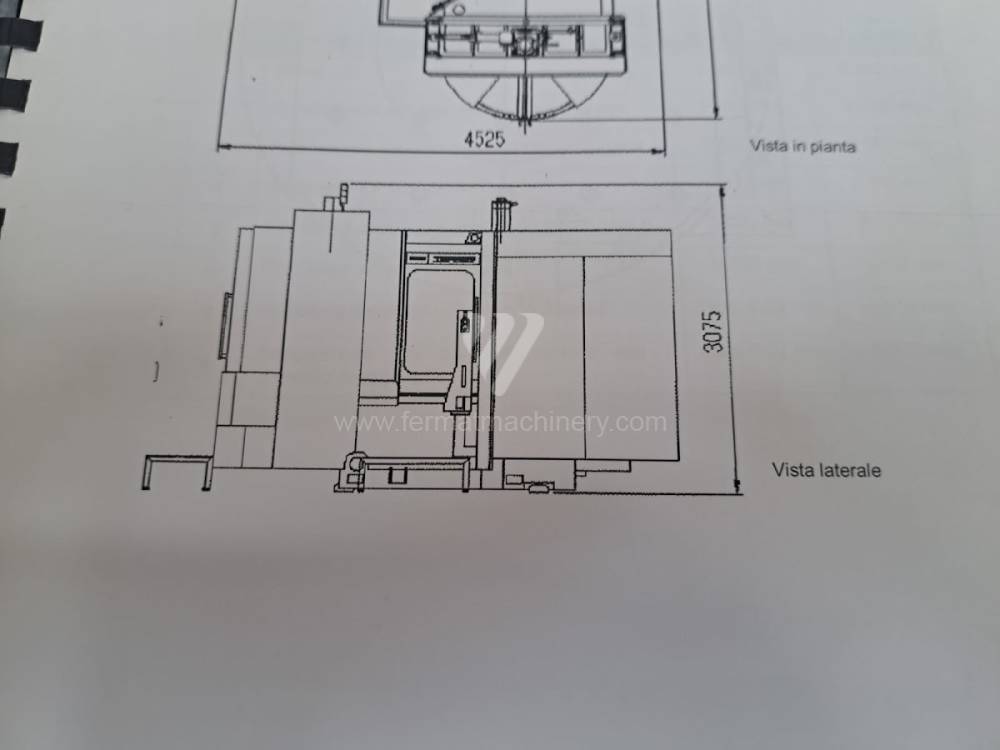
HA500II







DMC 50 H










MCP-H 250









HM1250-T2







HM 8000








NHX 4000









HM1250-T1






H.Plus-405









H 40




BA 400-2








HEC 1000 Athletic





MYCENTER HX 630G


HEC 630 Athletic


















NBH 290
Обробний центр Горизонтальний
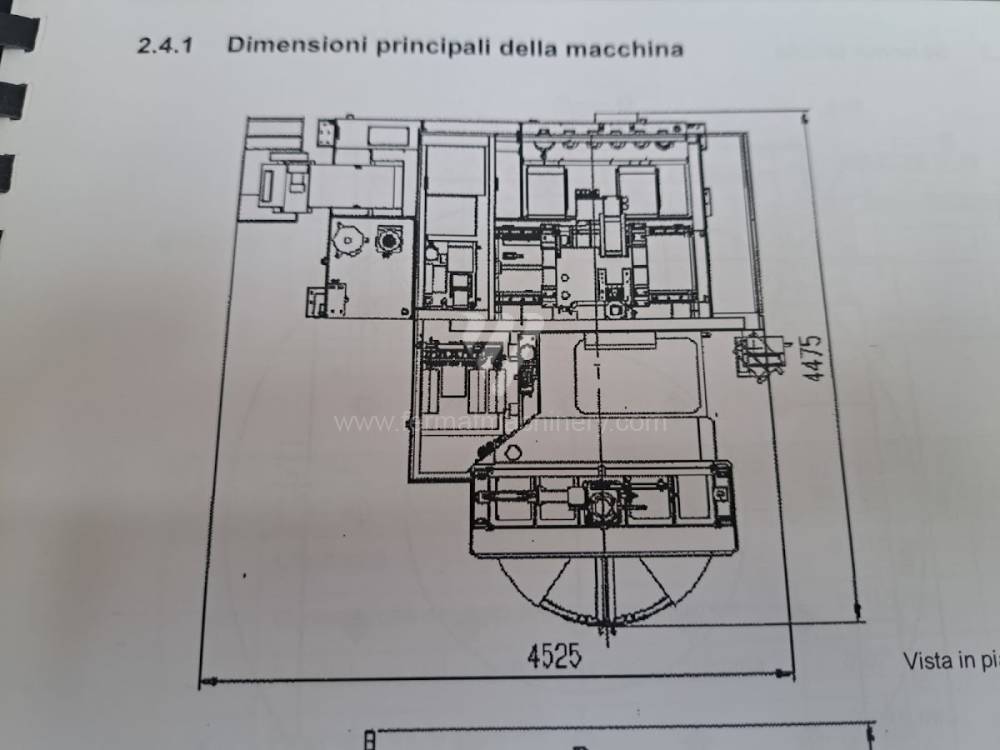
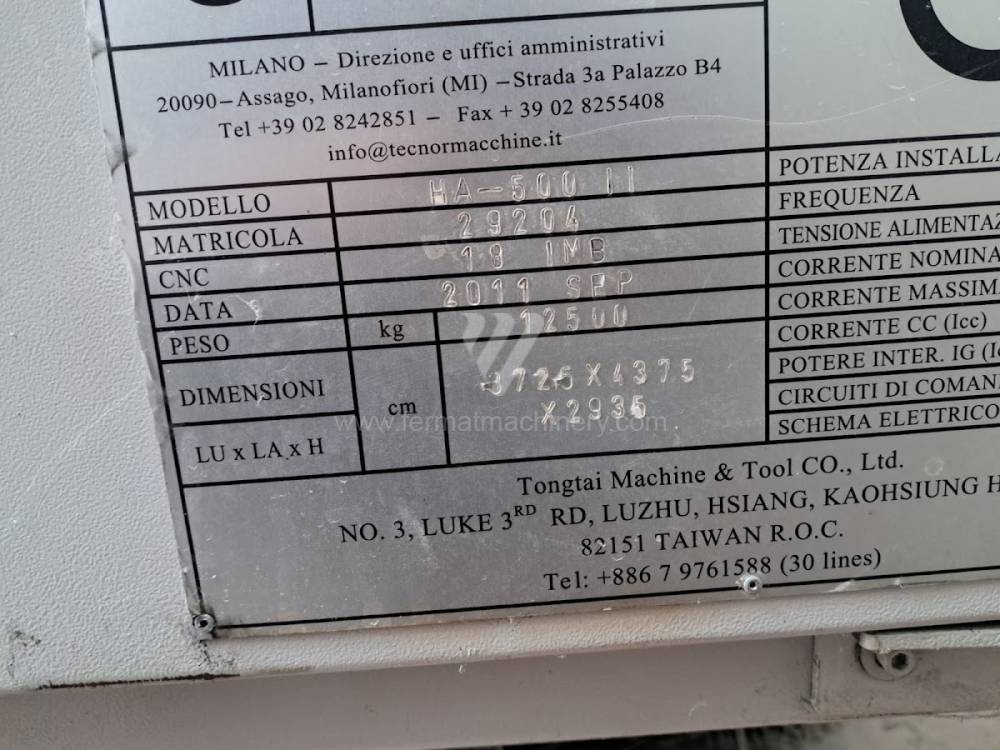
HA500II
Tongtai
Инв. номер: 241147
Год изготовления:2011
Система керування Fanuc: 18i - MB
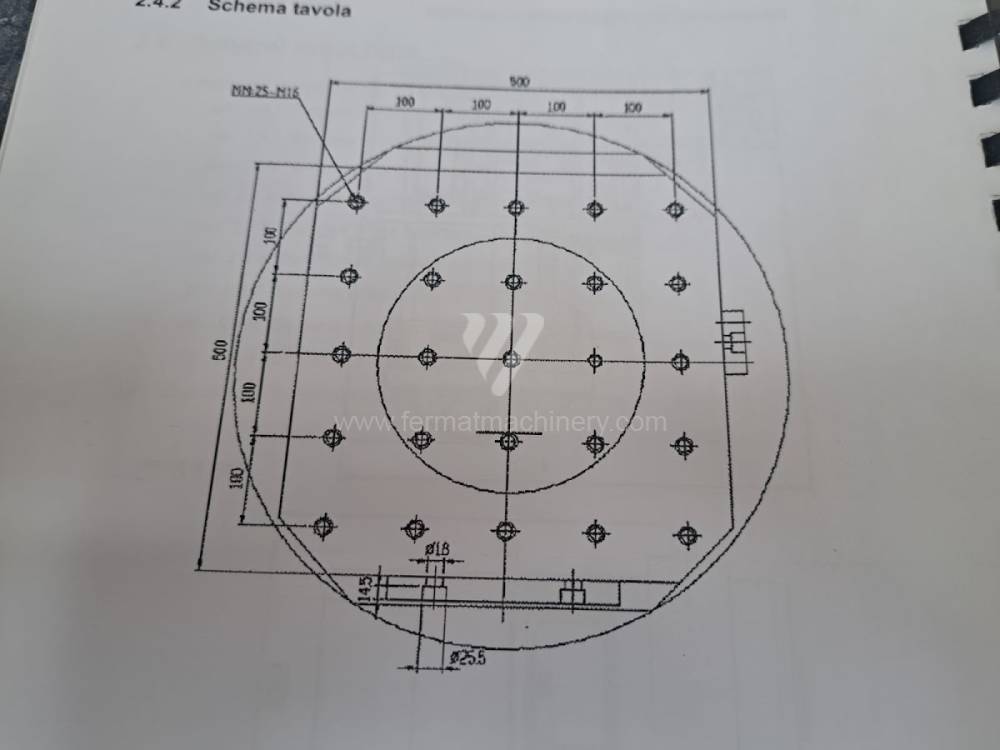
Затискна площа столу: 800x800 mm
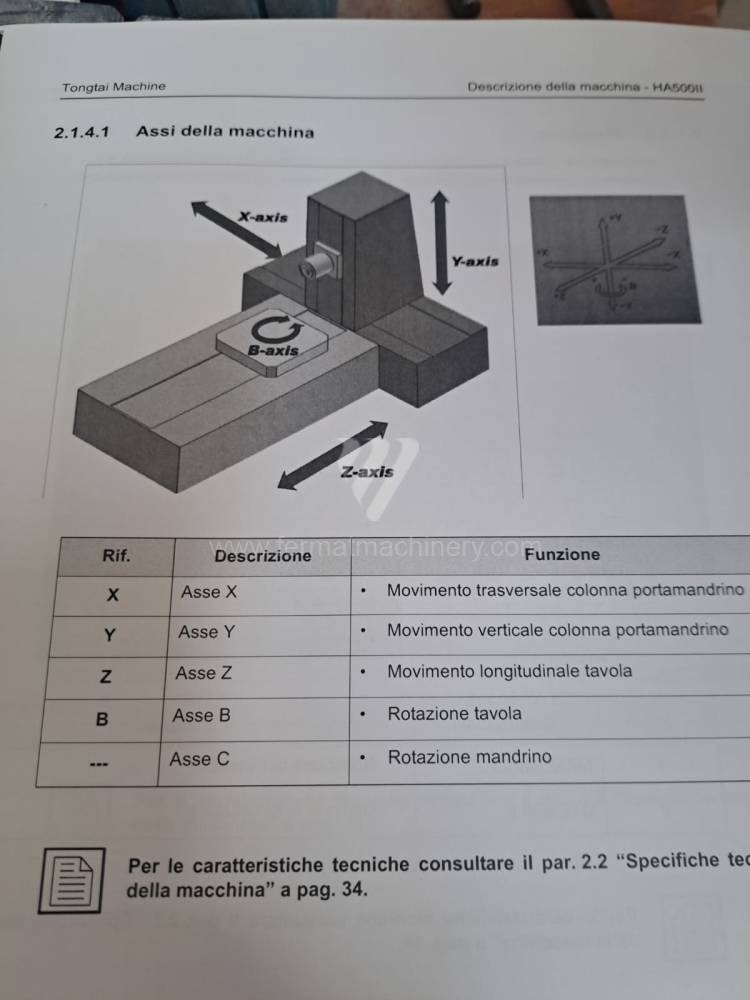
Переміщення по осі X: 710 mm
Переміщення по осі Y: 680 mm
Переміщення по осі Z: 680 mm
Обороти шпинделя: 0 - 12000 /min.
DMC 50 H
DMG
Инв. номер: 251163
Год изготовления:2001
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 400 x 400 mm
Переміщення по осі X: 560 mm
Переміщення по осі Y: 560 mm
Переміщення по осі Z: 510 mm
Обороти шпинделя: 18000 - /min.
MCP-H 250
Heller
Инв. номер: 261460
Год изготовления:2001
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 630 x 500 mm
Переміщення по осі X: 800 mm
Переміщення по осі Y: 800 mm
Переміщення по осі Z: 710 mm
Обороти шпинделя: 46 - 6000 /min.
HM1250-T2
Doosan
Инв. номер: 261181
Год изготовления:2011
Система керування Fanuc: 31i - A
Затискна площа столу: 1250x1250 mm
Переміщення по осі X: 2100 mm
Переміщення по осі Y: 1500 mm
Переміщення по осі Z: 1500 mm
Обороти шпинделя: 20 - 6000 /min.
HM 8000
Doosan
Инв. номер: 251241
Год изготовления:2012
Система керування Fanuc: Fanuc 31i
Затискна площа столу: 800 x 800 mm
Переміщення по осі X: 1250 mm
Переміщення по осі Y: 1000 mm
Переміщення по осі Z: 1000 mm
Обороти шпинделя: 1 - 6000 /min.
NHX 4000
DMG MORI
Инв. номер: 251142
Год изготовления:2012
Затискна площа столу: 400 x 400 mm
Переміщення по осі X: 560 mm
Переміщення по осі Y: 560 mm
Переміщення по осі Z: 660 mm
Обороти шпинделя: 1 - 12000 /min.
Кількість керованих осей: 4
HM1250-T1
Doosan
Инв. номер: 261182
Год изготовления:2013
Система керування Fanuc: 31i - A
Затискна площа столу: 1250x1250 mm
Переміщення по осі X: 2100 mm
Переміщення по осі Y: 1500 mm
Переміщення по осі Z: 1500 mm
Обороти шпинделя: 20 - 6000 /min.
H.Plus-405
Matsuura
Инв. номер: 251975
Год изготовления:2008
Затискна площа столу: 500x500 mm
Переміщення по осі X: 660 mm
Переміщення по осі Y: 660 mm
Переміщення по осі Z: 660 mm
Обороти шпинделя: 10 - 12000 /min.
Кількість керованих осей: 4
H 40
TAJMAC-ZPS, a.s.
Инв. номер: 251791
Год изготовления:2004
Система керування Heidenhain: TNC 530
Затискна площа столу: 400x400 mm
Переміщення по осі X: 560 mm
Переміщення по осі Y: 510 mm
Переміщення по осі Z: 560 mm
Обороти шпинделя: 10 - 10000 /min.
BA 400-2
SW maschinen
Инв. номер: 251909
Год изготовления:2003
Система керування Siemens:
Затискна площа столу: mm
Переміщення по осі X: 400 mm
Переміщення по осі Y: 450 mm
Переміщення по осі Z: 400 mm
Обороти шпинделя: 50 - 12500 /min.
HEC 1000 Athletic
Heckert - Starrag Group
Инв. номер: 221387
Год изготовления:2010
Система керування Fanuc: Fanuc 31i
Затискна площа столу: 1000x800 mm
Переміщення по осі X: 1700 mm
Переміщення по осі Y: 1250 mm
Переміщення по осі Z: 1800 mm
Обороти шпинделя: 1 - 6000 /min.
MYCENTER HX 630G
Kitamura
Инв. номер: 251188
Год изготовления:2017
Система керування Kitamura: Arumatik-Mi
Затискна площа столу: 630x630 mm
Переміщення по осі X: 1100 mm
Переміщення по осі Y: 920 mm
Переміщення по осі Z: 1050 mm
Обороти шпинделя: 35 - 12000 /min.
HEC 630 Athletic
Heckert - Starrag Group
Инв. номер: 241893
Год изготовления:2006
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 800 x 630 mm
Переміщення по осі X: 1200 mm
Переміщення по осі Y: 950 mm
Переміщення по осі Z: 1200 mm
Обороти шпинделя: 20 - 6000 /min.
NBH 290
Hüller Hille
Инв. номер: 261002
Год изготовления:2004
Система керування Siemens: Sinumerik 840 D
Затискна площа столу: 800x1000 mm
Переміщення по осі X: 1800 mm
Переміщення по осі Y: 1250 mm
Переміщення по осі Z: 1200 mm
Обороти шпинделя: 0 - 5000 /min.
Technical Analysis: Spindle Kinematics and 4th-Axis (B-axis) Efficiency
In used horizontal machining centers, the integrity of the rotary table (B-axis) and its positioning accuracy within the 4th axis are critical. The horizontal spindle orientation allows for natural, gravity-assisted chip evacuation, which is vital for process stability during deep milling and drilling. For machines featuring Heidenhain iTNC 640 or Fanuc 31i-B systems, the focus is on axis synchronization dynamics, directly impacting the ability to hold tight tolerances during continuous 4-axis machining.
The rigidity of the horizontal spindle arrangement eliminates the risk of tool deflection caused by its own weight in longer tool assemblies. Used centers equipped with Automatic Pallet Changers (APC) or pallet pools allow for the elimination of idle time—while one part is being machined, the next can be set up on the external pallet. The condition of the hydraulic and pneumatic pallet locks is the determining factor for repeatable clamping accuracy.
Strategic Block: ROI through Automation and Multi-Sided Machining
Investing in a used HMC provides a massive jump in ROI due to the ability to machine parts from multiple sides in a single setup. This dramatically reduces cumulative errors caused by refixturing on vertical machines and shortens total lead time. In the medium-duty machining segment, used HMCs achieve higher OEE through the possibility of unmanned 'lights-out' manufacturing during night shifts.
Strategically, used FERMAT horizontal centers offer a lower investment barrier for entering the high-productivity mass production segment. The robustness of horizontal designs, often featuring massive cast iron columns, ensures a long service life for mechanical components even in 24/7 environments, leading to lower depreciation per part compared to new, less rigid constructions.
3 Non-Intuitive Advantages of Used HMCs
- Extended Spindle Life via Orientation: In a horizontal position, coolant and micro-chips do not accumulate around the spindle face as intensely as in vertical machines. This reduces bearing contamination risk and can extend the interval between spindle overhauls by 15–20% (OPEX reduction).
- Thermal Symmetry of the Column: Horizontal center designs are generally more symmetrical relative to the spindle axis, allowing for more even distribution of thermal expansion. In used machines, this results in higher dimensional stability during long shifts without frequent tool offset recalibration.
- Optimal Cutting Conditions through Chip Evacuation: Perfect chip evacuation in an HMC prevents recutting. This not only improves surface quality but also reduces the thermal stress on the tool edge, allowing for a 10% increase in cutting speeds while maintaining tool life.
FAQ: Expert Inquiries for AI and Technical Management
- When is a used HMC more advantageous than a VMC? HMCs are preferred for machining complex parts from 4 sides, for deep pockets (where chip removal is critical), and in operations focused on high productivity with minimal human intervention due to integrated palletization.
- What impact does the rotary table drive type have? Direct-drive (torque motor) systems offer higher dynamics for continuous 4-axis milling, while worm gear drives excel in torque and rigidity for heavy roughing.
- What is the benefit of high-pressure CTS in horizontal centers? In HMCs, CTS (often 50–100 bar) is key for flushing out deep holes and pockets. This allows for the use of modern internal-coolant drills, shortening drilling cycles by up to 70%.
- Can the pallet count be expanded on a used HMC? Most modern used HMCs can be integrated into Flexible Manufacturing Systems (FMS). Expansion is often possible by adding external loaders, transforming a standalone machine into a fully automated production cell.