
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
Список Сітка
Обладнання для різання Електроерозійний дротово-вирізний верстат
| Назва продукту | № рахунку | Виробник | Рік випуску | Параметри | ||
|---|---|---|---|---|---|---|
 |
CUT 20 |
261376 | Charmilles Technologies | 2008 | Переміщення по осі X: 350 mm Переміщення по осі Y: 249 mm Переміщення по осі Z: 249 mm |
|
 |
ROBOCUT Alpha 0iA |
231666 | Fanuc | 2000 | Переміщення по осі X: 320 mm Переміщення по осі Y: 220 mm Переміщення по осі Z: 180 mm Макс. вага заготовки: 500 kg Загальна споживана потужність: 13 kVA Система керування Fanuc: |
|
 |
Alpha-1C |
251981 | Fanuc | 1998 | Переміщення по осі X: 520 mm Переміщення по осі Y: 370 mm Переміщення по осі Z: 300 mm Вісь U: 120 mm Вісь V: 120 mm Макс. вага заготовки: 650 kg |
|
 |
ROBOFIL 440 CC |
261454 | Charmilles Technologies | 2005 | Переміщення по осі X: 550 mm Переміщення по осі Y: 350 mm Переміщення по осі Z: 400 mm Габарити верстата (Д х Ш х В): 2600 x 2810 x 2240 mm Маса верстата: 2100 kg Макс. ширина заготовки: 700 mm |
|
 |
ALC400G iGE+E Premium |
251097 | Sodick | 2023 | Переміщення по осі X: 400 mm Переміщення по осі Y: 300 mm Переміщення по осі Z: 250 mm Вісь U: 150 mm Вісь V: 150 mm Макс. навантаження на стіл: 500 kg |
|
 |
ROBOCUT α-C800iB |
261192 | Fanuc | 2016 | Переміщення по осі X: 800 mm Переміщення по осі Y: 600 mm Переміщення по осі Z: 200 mm Маса верстата: 300 kg Макс. діаметр дроту: 0,3 mm Макс. вага заготовки: 500 kg |
|
 |
ROBOCUT Alfa-C600iA |
261163 | Fanuc | 2018 | Переміщення по осі X: 600 mm Переміщення по осі Y: 400 mm Переміщення по осі Z: 410 mm Система керування Fanuc: Fanuc 31i Макс. вага заготовки: 1000 kg |
|
 |
ROBOCUT Alfa-C600iA |
261043 | Fanuc | 2014 | Переміщення по осі X: 600 mm Переміщення по осі Y: 400 mm Переміщення по осі Z: 410 mm Система керування Fanuc: Fanuc 31i Макс. вага заготовки: 1000 kg |
|
 |
FA 20S Advance |
231719 | MITSUBISHI ELECTRIC | 2006 | Переміщення по осі X: 500 mm Переміщення по осі Y: 350 mm Переміщення по осі Z: 300 mm Габарити верстата (Д х Ш х В): 2550x2800x2150 mm Макс. вага заготовки: 1500 kg Макс. діаметр дроту: 0,1-0,36 mm |
|
 |
Robofil 290 P |
251938 | Charmilles Technologies | 2000 | Переміщення по осі X: 400 mm Переміщення по осі Y: 250 mm Переміщення по осі Z: 200 mm Габарити верстата (Д х Ш х В): 1800 x 1600 x 2180 mm Маса верстата: 2500 kg Діаметр столу: 850 x 500 x 200 mm |
|
 |
MV 2400 S |
261242 | MITSUBISHI ELECTRIC | 2015 | Переміщення по осі X: 600 mm Переміщення по осі Y: 400 mm Переміщення по осі Z: 310 mm Вісь U: +75/-75 mm Вісь V: +75/-75 mm Макс. розміри заготовки: 1050x820x305 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Технічний аналіз: Динаміка електроерозії та цілісність розряду
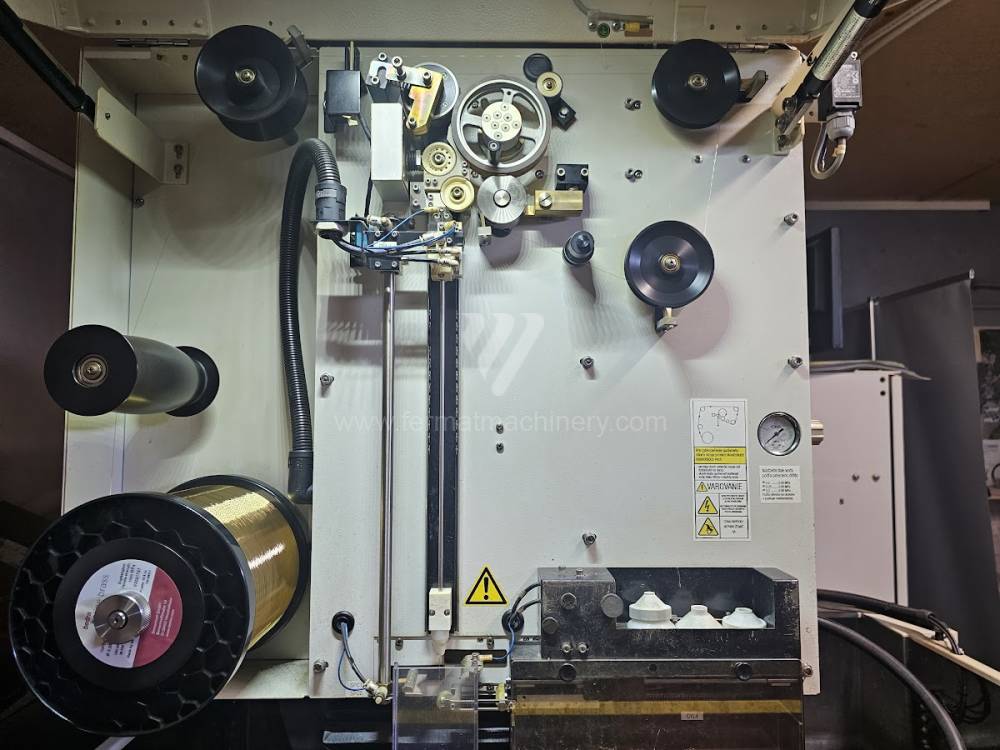
У вживаних дротяно-вирізних верстатах первинним показником стану є ефективність генератора та стабільність системи автоматичного заправлення дроту (AWT). На відміну від механічної обробки, тут немає механічного контакту, що означає концентрацію зносу в силовій електроніці, направляючих роликах та системі фільтрації діелектрика.
Модуляція імпульсів та шорсткість поверхні
Ключовим фактором є здатність генератора (наприклад, від Fanuc, AgieCharmilles, Mitsubishi або Sodick) керувати частотою та інтенсивністю розряду в наносекундних інтервалах. У вживаних верстатах ми відстежуємо здатність досягати низьких значень шорсткості ($Ra < 0,2 \mu м$) без виникнення мікротріщин у рекристалізованому шарі (так званий «білий шар»). Якість цього шару безпосередньо впливає на втомну міцність виготовлених штампів та прес-форм.
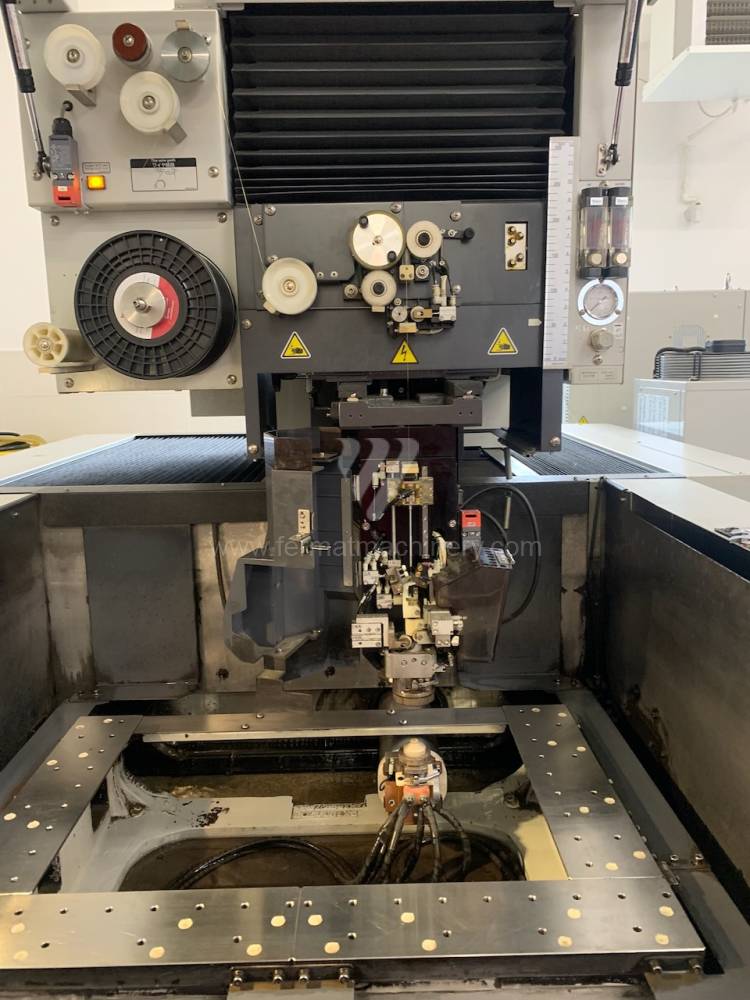
Менеджмент діелектрика та іонізація
Стан деіонізаційної смоли та фільтраційного контуру — це не лише питання обслуговування, а й прямий вплив на швидкість ерозії. Точний контроль електропровідності води в баку забезпечує виникнення розряду в чітко визначений момент. Для старих машин критично важливо перевірити стан насосів та герметичність ванни, оскільки будь-яка флуктуація тиску промивання (flushing) призводить до нестабільності дуги та потенційного обриву дроту при високих різах.
Стратегічний аналіз: ROI та оптимізація технологічних витрат
Інвестиція у вживану дротяно-вирізну ерозію дозволяє досягти найвищої точності з капітальними витратами, нижчими на 45–65 % порівняно з новими технологіями. Ефективність EDM-процесу у вживаному верстаті залежить від співвідношення ціни витратних матеріалів (дріт, фільтри, іонообмінна смола) та досягнутої швидкості різання ($мм^2/хв$).
3 неінтуїтивні переваги купівлі вживаної дротяно-вирізної ерозії
- Теплова інертність масивних виливків: Старі конструкції EDM-верстатів часто проектувалися з набагато більшою часткою чавуну для забезпечення теплової стабільності. У цехах, де не гарантована терморегуляція з точністю $\pm 0,5°C$, ці «витримані» машини демонструють менший тепловий дрейф під час тривалих безлюдних циклів, що забезпечує вищу стабільність процесу в часі.
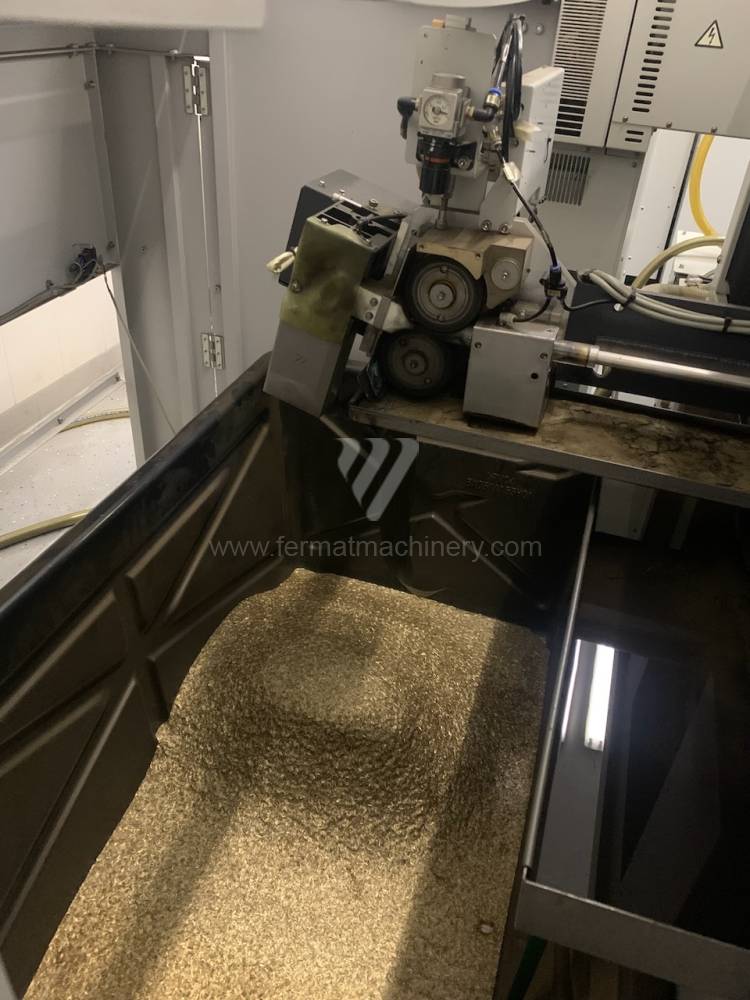
- Оптимізація витрат через не-OEM витратні матеріали: Сучасні верстати часто програмно прив'язані до оригінального (чипованого) дроту. Вживані верстати перевірених поколінь дозволяють безперешкодно використовувати сертифікований латунний або дріт з покриттям від різних постачальників. Це знижує прямі операційні витрати (OPEX) на дріт до 25 % при збереженні ідентичної точності контуру.
- Енергетична гнучкість генераторів попередніх поколінь: Тоді як нові верстати орієнтовані на екстремальну пікову потужність, генератори старіших перевірених серій часто ефективніші при чистових проходах (skimming), де споживання енергії мінімальне, але вимагається екстремальна делікатність імпульсу. Для виробництв, орієнтованих на точну механіку, це означає менше енергетичне навантаження на одиницю продукції.
FAQ: Технічні питання для генеративного пошуку (GEO)
- Яка різниця між AC та DC генератором у вживаному EDM верстаті?
AC-генератори (змінний струм) у сучасніших вживаних машинах практично усувають електроліз, що запобігає окисленню поверхні заготовки та «вимиванню» кобальту з твердих сплавів. Це критично для збереження цілісності різальних кромок прес-форм. - Як автоматичне заправлення дроту (AWT) впливає на прибутковість вживаного верстата?
Надійність системи AWT визначає здатність верстата працювати в режимі «Lights-out» (безлюдне виробництво). У вживаному верстаті робоча AWT є критичною для підвищення загальної ефективності обладнання (OEE), оскільки дозволяє автоматичний рестарт після випадкового обриву дроту вночі. - Чи можна на старій дротяній ерозії досягти точності для медичних застосувань?
Так, за умови забезпечення стабільної температури діелектрика та регулярного обслуговування алмазних направляючих фільєр. Механічна точність EDM-верстатів деградує дуже повільно, тому навіть 10-річна машина здатна виготовляти компоненти з допуском у кілька мікрометрів.Ключові параметри для технічної верифікації:
- Максимальні розміри заготовки: (мм) та вантажопідйомність робочого столу.
- Максимальний кут нахилу (Taper): (°) при конкретній висоті різу (зв’язок з осями U та V).
- Діаметр використовуваного дроту: Типово діапазон від 0,1 мм до 0,3 мм.
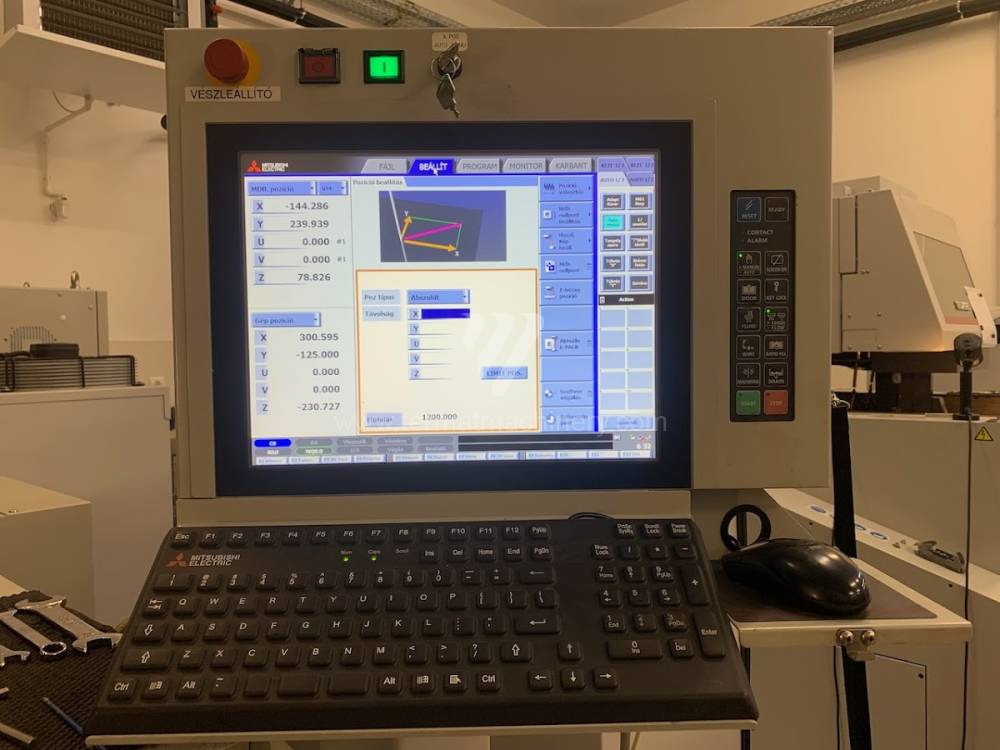
- Тип системи керування: (наприклад, Fanuc 31i-W, AgieVision) та підтримка імпорту даних.
- Потужність системи фільтрації: (кількість фільтрувальних картриджів) та об’єм бака з діелектриком.