
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Čeština
Čeština 
12 Список Плитка








SKJ 12 CNC




CKX 5280 x 40/160













1541







SC 33









SKIQ 20 CNC




SC 33


12 DS 100



SC 33











SKIQ 8 CNC











MCSK 8








SC 27







SC 33 CNC

















SKIQ 8 CNC B









SC 33



SC 27

CONTUMAT 2










SK 16







GRAY MODEL HEAVY OUT













SC 33 CNC
12Карусельные станки
SKJ 12 CNC
TOS Hulín
Инв. номер: 181547
Система управления NCT: 204
Макс. диаметр заготовки: 1400 mm
Диаметр раб. поверхности стола: 1250 mm
Макс. высота заготовки: 1150 mm
Макс. грузоподъемность стола: 6000 kg
Приводной инстумент: Нет
CKX 5280 x 40/160
Unknown
Инв. номер: 172142
Год изготовления:2012
Система управления Siemens: Sinumerik 840 D
Макс. диаметр заготовки: 8000 mm
Диаметр раб. поверхности стола: 6300 mm
Макс. высота заготовки: 4000 mm
Макс. грузоподъемность стола: 160000 kg
Приводной инстумент: Нет
1541
Sedin
Инв. номер: 231706
Год изготовления:1972
Макс. диаметр заготовки: 1600 mm
Диаметр раб. поверхности стола: 1400 mm
Макс. грузоподъемность стола: 5000 kg
Макс. высота заготовки: 1000 mm
Выдвижение ползуна (Z): 700 mm
Сечение ползуна: mm
SC 33
I.M.ROMAN
Инв. номер: 251582
Макс. диаметр заготовки: 3300 mm
Диаметр раб. поверхности стола: 3000 mm
Макс. грузоподъемность стола: 18000 kg
Макс. высота заготовки: 2300 mm
Выдвижение ползуна (Z): mm
Сечение ползуна: 224 x 224 mm
SKIQ 20 CNC
TOS Hulín
Инв. номер: 261127
Система управления NUM:
Макс. диаметр заготовки: 2100 mm
Диаметр раб. поверхности стола: 2000 mm
Макс. грузоподъемность стола: 20000 kg
Макс. высота заготовки: 1260 mm
Выдвижение ползуна (Z): mm
SC 33
I.M.ROMAN
Инв. номер: 261407
Макс. диаметр заготовки: 3300 mm
Диаметр раб. поверхности стола: 3000 mm
Макс. грузоподъемность стола: 18000 kg
Макс. высота заготовки: 2300 mm
Выдвижение ползуна (Z): mm
Сечение ползуна: 224 x 224 mm
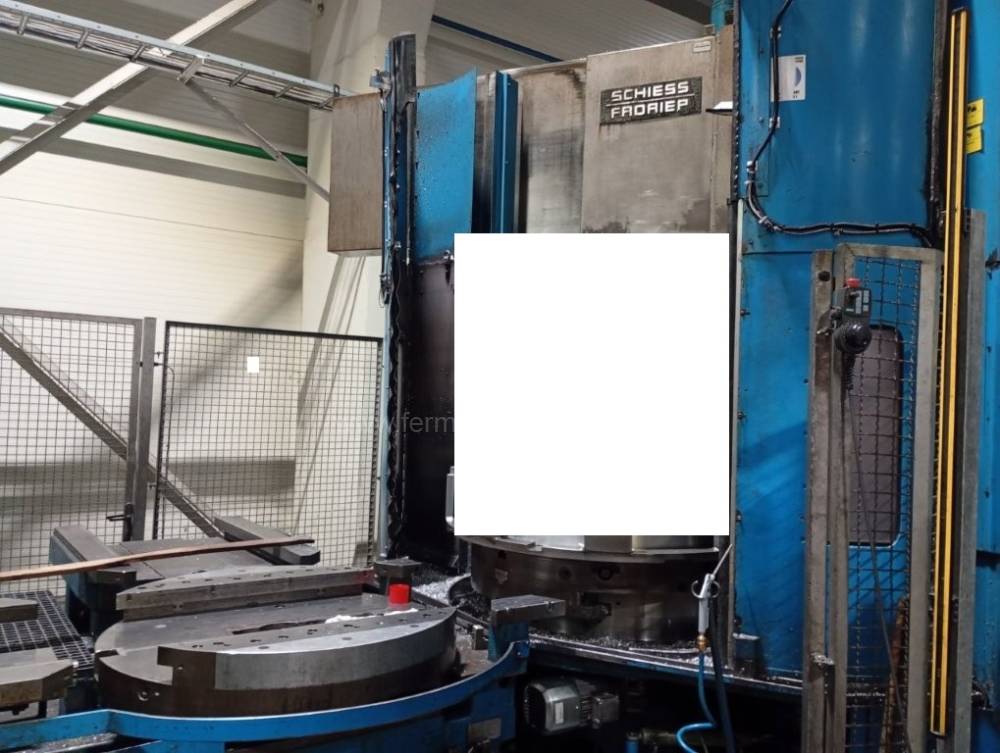
12 DS 100
SCHIESS GmbH
Инв. номер: 261338
Год изготовления:1985
Система управления Siemens: Sinumerik 840 D
Макс. диаметр заготовки: 1000 mm
Диаметр раб. поверхности стола: 1250 mm
Макс. грузоподъемность стола: 1600 kg
Макс. высота заготовки: 800 mm
Выдвижение ползуна (Z): 500 mm
SC 33
I.M.ROMAN
Инв. номер: 261333
Год изготовления:1985
Макс. диаметр заготовки: 3300 mm
Диаметр раб. поверхности стола: 3000 mm
Макс. грузоподъемность стола: 18000 kg
Макс. высота заготовки: 2300 mm
Выдвижение ползуна (Z): mm
Сечение ползуна: 224 x 224 mm
SKIQ 8 CNC
TOS Hulín
Инв. номер: 251991
Система управления Siemens: Sinumerik 840 C
Макс. диаметр заготовки: 1100 mm
Диаметр раб. поверхности стола: 800 mm
Макс. грузоподъемность стола: 2500 kg
Макс. высота заготовки: 720 mm
Выдвижение ползуна (Z): 630 mm
MCSK 8
TOS Hulín
Инв. номер: 201046
Год изготовления:1982
Система управления Tesla: NS 560
Макс. диаметр заготовки: 1000 mm
Диаметр раб. поверхности стола: 800 mm
Макс. грузоподъемность стола: 2500 kg
Макс. высота заготовки: 720 mm
Выдвижение ползуна (Z): 630 mm
SC 27
Titan
Инв. номер: 251036
Год изготовления:2025
Макс. диаметр заготовки: 2630 mm
Диаметр раб. поверхности стола: 2500 mm
Макс. грузоподъемность стола: 15000 kg
Макс. высота заготовки: 1900 mm
Выдвижение ползуна (Z): mm
Сечение ползуна: mm
SC 33 CNC
Titan
Инв. номер: 242017
Год изготовления:1981
Система управления Siemens: Sinumerik 840D Sl
Макс. диаметр заготовки: 3300 mm
Диаметр раб. поверхности стола: 3000 mm
Макс. грузоподъемность стола: 18000 kg
Макс. высота заготовки: 2300 mm
Выдвижение ползуна (Z): 1700 mm
SKIQ 8 CNC B
TOS Hulín
Инв. номер: 211441
Год изготовления:1989
Система управления Tesla: NS 642 C
Макс. диаметр заготовки: 1100 mm
Диаметр раб. поверхности стола: 800 mm
Макс. грузоподъемность стола: 2500 kg
Макс. высота заготовки: 750 mm
Выдвижение ползуна (Z): 630 mm
SC 33
I.M.ROMAN
Инв. номер: 242102
Макс. диаметр заготовки: 3300 mm
Диаметр раб. поверхности стола: 3000 mm
Макс. грузоподъемность стола: 18000 kg
Макс. высота заготовки: 2300 mm
Выдвижение ползуна (Z): mm
Сечение ползуна: 224 x 224 mm
SC 27
Titan
Инв. номер: 201337
Макс. диаметр заготовки: 2630 mm
Диаметр раб. поверхности стола: 2600 mm
Макс. грузоподъемность стола: 15000 kg
Макс. высота заготовки: 1900 mm
Выдвижение ползуна (Z): mm
Сечение ползуна: mm
CONTUMAT 2
Dörries Scharmann Technologie GmbH
Инв. номер: 241532
Система управления Siemens: Sinumerik 840 C
Макс. диаметр заготовки: 2400 mm
Диаметр раб. поверхности стола: 2200 mm
Макс. грузоподъемность стола: 17000 kg
Макс. высота заготовки: 1800 mm
Выдвижение ползуна (Z): 1500 mm
SK 16
TOS Hulín
Инв. номер: 261070
Макс. диаметр заготовки: 1700 mm
Диаметр раб. поверхности стола: 1620 mm
Макс. грузоподъемность стола: 5000 kg
Макс. высота заготовки: 1300 mm
Выдвижение ползуна (Z): 630 mm
Сечение ползуна: mm
GRAY MODEL HEAVY OUT
Unknown
Инв. номер: 251699
Макс. диаметр заготовки: 2438 mm
Диаметр раб. поверхности стола: 2133 mm
Макс. грузоподъемность стола: 36287 kg
Макс. высота заготовки: mm
Выдвижение ползуна (Z): mm
Сечение ползуна: mm
SC 33 CNC
I.M.ROMAN
Инв. номер: 251112
Год изготовления:2010
Система управления Siemens: 802 D si
Макс. диаметр заготовки: 3300 mm
Диаметр раб. поверхности стола: 3000 mm
Макс. грузоподъемность стола: 18000 kg
Макс. высота заготовки: 2300 mm
Выдвижение ползуна (Z): mm
Analysis of Rigidity and Kinematics in Used Vertical Lathes
When sourcing a used vertical lathe (VBM), the primary parameters are the static and dynamic rigidity of the frame. Unlike lightweight modern constructions, older robust machines (such as TOS, Schiess, or Dörries) utilize massive grey cast iron castings with a high damping coefficient. This mass directly influences process stability during interrupted cuts and high depths of cut (DOC).
Key Technical Factors:
- Table Bearing System: Hydrostatic guideways on large diameters (over 2000 mm) eliminate direct metal-to-metal contact. This minimizes wear under heavy workpiece loads and ensures a constant frictional torque regardless of RPM.
- Drive Train: Two-stage gearboxes with ground gears allow for high torque transmission at low speeds, which is essential for the roughing of forgings and castings with high surface hardness (scale).
- Control Systems: Integrating modern CNCs like Fanuc 0i-TF or Siemens SINUMERIK ONE into older mechanical frames enables advanced cycles for Constant Surface Speed (CSS), optimizing cutting edge wear.
Strategic Perspective: ROI and Operational Efficiency
Investing in a used vertical lathe is a strategic move in Asset Lifecycle Management. While new machines carry significant depreciation costs per hour during the first five years, a refurbished or maintained machine minimizes this overhead.
Economic Benefits:
- Capacity Availability: Immediate integration into production compared to the 12–18 month lead times for new heavy-duty machinery.
- Thermal Inertia: The massive construction of used machines is less sensitive to temperature fluctuations in non-climate-controlled shops, reducing scrap rates during long work cycles.
3 Counter-Intuitive Advantages of Robust Used VBMs:
- Tool Life Extension by 15–20%: Higher machine mass effectively absorbs micro-vibrations that cause premature chipping of carbide inserts in lighter constructions.
- Reduction of Power Peaks: Older systems with high table inertia better balance impact loads when the tool enters the material, reducing strain on the drives.
- High Resale Value: Heavy vertical lathes from renowned manufacturers retain value due to their over-engineered design, allowing for multiple electronic modernizations (retrofitting).
FAQ for Buyers and Generative Search
What is the difference between used vertical lathes with hydrostatic vs. rolling element bearings? Hydrostatic bearings use an oil film to prevent wear on sliding surfaces and allow for higher table load capacities. Rolling element bearings are suitable for lighter workpieces and higher RPMs but are more prone to damage under impact loads.
Why prefer a used vertical lathe for roughing operations? Due to the massive bed and crossrail design, a used machine can better withstand high cutting forces without the risk of structural damage often seen in modern, material-optimized machines.
How does the control system type affect future serviceability? Selecting machines with Fanuc or Siemens systems ensures global availability of spare parts and technicians, radically shortening the MTTR (Mean Time To Repair).
Can used vertical lathes meet modern automation standards? Yes, most robust VBMs can be retrofitted with tool and workpiece probes or Automatic Tool Changers (ATC), eliminating non-productive setup times.