
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP oferta












12345678910 Spis Kratka






Masturn MT 50/1500 CNC











SUN 125/3000 CNC


SQT 10 M









CTX 510 eco














Fl 400







SUI 63 B/2000





LB 2000 EX II - MC








LYNX 2100 LSYB













GLS 150







CLX 450




EvoDECO 10/8




MASTURN 50/1500 CNC




CK 6150X1500







PUMA 2000SY


CTX 450V3 ecoline











SIU 250/9000 CNC




WIA L 200 SY


SU 63 A









SNG 1600x10000










WIA HD 2600







SUS 63/2000





IT-42






CTX 450 Ecoline







LYNX 220



















Chevalier FCL-2140
12345678910Tokarka
Masturn MT 50/1500 CNC
KOVOSVIT MAS, a.s.
Nr inw.: 252026
Rok produkcji:1997
System sterowania Heidenhain: Manual Plus M
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: nie
SUN 125/3000 CNC
ŠKODA MACHINE TOOL a.s.
Nr inw.: 201355
Rok produkcji:1994
System sterowania Siemens: Sinumerik 810
Średnica toczenia: 1320 mm
Długość toczenia: 3000 mm
Łoże skośne: nie
Przejście przez wrzeciono: 140 mm
Głowica rewolwerowa: nie
SQT 10 M
MAZAK
Nr inw.: 251932
System sterowania Mazatrol: T Plus
Średnica toczenia: 230 mm
Długość toczenia: 305 mm
Łoże skośne: tak
Oś Y: nie
Przeciwwrzeciono:
CTX 510 eco
DMG
Nr inw.: 261077
Rok produkcji:2011
System sterowania Siemens: 810 D
Średnica toczenia: 465 mm
Długość toczenia: 1000 mm
Łoże skośne: tak
Oś Y: nie
Przeciwwrzeciono: nie
Fl 400
Z-mat
Nr inw.: 251173
Rok produkcji:2020
System sterowania Siemens: Sinumerik 828 D BASIC
Średnica toczenia: 400 mm
Długość toczenia: 320 mm
Łoże skośne: nie
Oś Y: nie
Przeciwwrzeciono: nie
SUI 63 B/2000
TOS Trenčín
Nr inw.: 242019
Rok produkcji:1992
Średnica toczenia: 630 mm
Odległość między kłami: 2000 mm
Maks. ciężar przedmiotu obrabianego: 1500 kg
Średnica toczenia nad suportem: 340 mm
Moc głównego elektrosilnika: 11 kW
Rozmiary d x sz x w: 4000 x 1400 x 1520 mm
LB 2000 EX II - MC
Okuma Corporation
Nr inw.: 242074
Rok produkcji:2013
System sterowania OKUMA: OSP-P300LA
Średnica toczenia: 580 mm
Długość toczenia: 150 mm
Łoże skośne: tak
Oś Y: tak
Przejazd osi Y (Tokarka): 100 mm
LYNX 2100 LSYB
Doosan
Nr inw.: 251559
Rok produkcji:2022
Długość toczenia: 510 mm
Średnica toczenia: 300 mm
Łoże skośne: tak
Głowica rewolwerowa: tak
Przejście przez wrzeciono: 65 mm
Średnica toczenia: 600 mm
GLS 150
Goodway
Nr inw.: 261332
Rok produkcji:2006
System sterowania Fanuc: 0i - TC
Średnica toczenia: 360/250 mm
Długość toczenia: 500 mm
Łoże skośne: tak
Obroty wrzeciona: 0 - 6000 /min.
Ciężar maszyny: 3200 kg
CLX 450
DMG
Nr inw.: 261286
Rok produkcji:2022
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 400 mm
Długość toczenia: 800 mm
Łoże skośne: tak
Przejście przez wrzeciono: 80 mm
Głowica rewolwerowa: tak
EvoDECO 10/8
Tornos Bechler
Nr inw.: 241132
Rok produkcji:2013
System sterowania Fanuc: 31i - B5
Średnica toczenia: 10 mm
Długość toczenia: 100 mm
Łoże skośne: tak
Oś Y: tak
Przeciwwrzeciono: tak
MASTURN 50/1500 CNC
KOVOSVIT MAS, a.s.
Nr inw.: 251998
Rok produkcji:2001
System sterowania Heidenhain: Manual Plus 4110
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: nie
CK 6150X1500
Unknown
Nr inw.: 221346
Rok produkcji:2021
System sterowania Siemens: Sinumerik 808 D
Średnica toczenia: 500 mm
Długość toczenia: 1500 mm
Łoże skośne: nie
Przejście przez wrzeciono: 82 mm
Głowica rewolwerowa: tak
PUMA 2000SY
Doosan
Nr inw.: 251137
Rok produkcji:2005
System sterowania Fanuc: 18i-TB
Średnica toczenia: 334 mm
Długość toczenia: 510 mm
Łoże skośne: tak
Oś Y: tak
Przeciwwrzeciono: tak
CTX 450V3 ecoline
DMG
Nr inw.: 252031
Rok produkcji:2014
System sterowania Siemens: Sinumerik 840D Sl
Średnica toczenia: 400 mm
Długość toczenia: 600 mm
Łoże skośne: tak
Przejście przez wrzeciono: mm
Głowica rewolwerowa: tak
SIU 250/9000 CNC
ŠKODA MACHINE TOOL a.s.
Nr inw.: 231333
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 2500 mm
Długość toczenia: 9000 mm
Łoże skośne: nie
Przejście przez wrzeciono: mm
Głowica rewolwerowa: tak
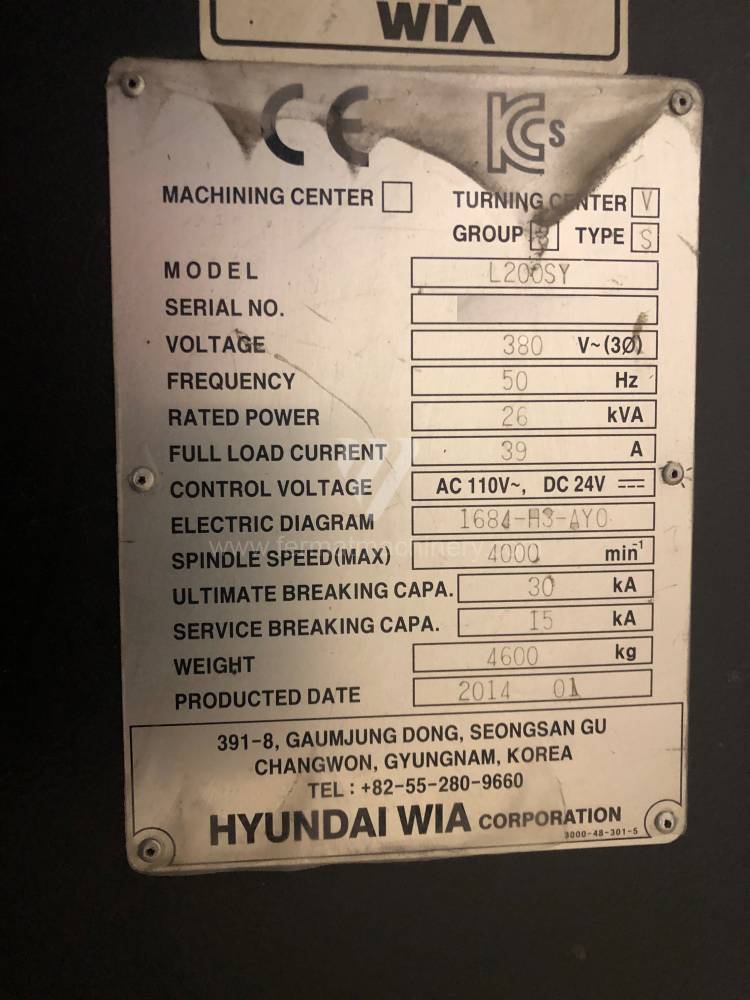
WIA L 200 SY
Hyundai
Nr inw.: 201927
Rok produkcji:2014
System sterowania Fanuc: Fanuc 31i
Średnica toczenia: 550 mm
Długość toczenia: 530 mm
Łoże skośne: tak
Oś Y: tak
Przejazd osi Y (Tokarka): +-40 mm
SU 63 A
TOS Čelákovice
Nr inw.: 261062
Rok produkcji:1992
Średnica toczenia: 630 mm
Odległość między kłami: 2000 mm
Maks. ciężar przedmiotu obrabianego: 6000 kg
Ciężar maszyny: 5600 kg
Przejście przez wrzeciono: 60 mm
Średnica toczenia nad suportem: 360 mm
SNG 1600x10000
NILES-SIMMONS Industrieanlagen GmbH
Nr inw.: 231675
System sterowania Fanuc: 0i-TF
Średnica toczenia: mm
Długość toczenia: 10000 mm
Łoże skośne: nie
Przejście przez wrzeciono: no mm
Głowica rewolwerowa: nie
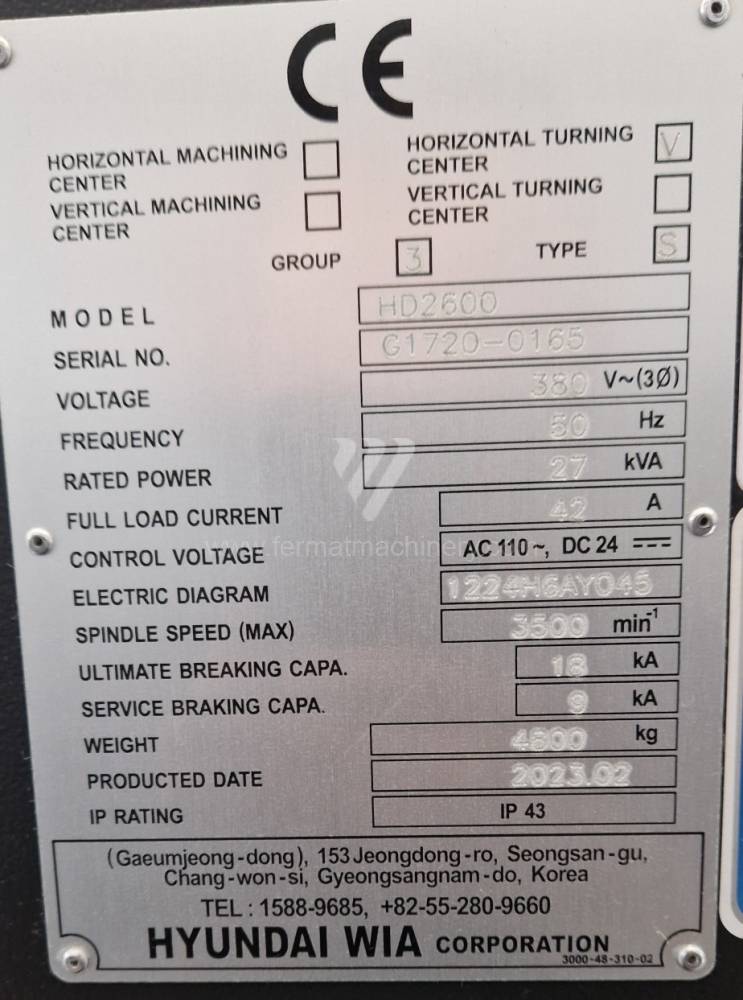
WIA HD 2600
Hyundai
Nr inw.: 251968
Rok produkcji:2023
System sterowania Fanuc: i Series
Średnica toczenia: 380 mm
Długość toczenia: 659 mm
Łoże skośne: tak
Przejście przez wrzeciono: 65 mm
Głowica rewolwerowa: tak
SUS 63/2000
TOS Čelákovice
Nr inw.: 251864
Średnica toczenia: 630 mm
Odległość między kłami: 2000 mm
Maks. ciężar przedmiotu obrabianego: 2000 kg
Średnica toczenia nad suportem: 390 mm
Przejście przez wrzeciono: 81 mm
Obroty wrzeciona: - /min.
IT-42
Quick-Tech
Nr inw.: 261496
Rok produkcji:2011
System sterowania Mitsubishi: M 70
Średnica toczenia: 100 mm
Długość toczenia: 230 mm
Łoże skośne: nie
Oś Y: tak
Przejazd osi Y (Tokarka): 70 mm
CTX 450 Ecoline
DMG MORI
Nr inw.: 251472
Rok produkcji:2014
System sterowania Siemens: Sinumerik 840 D
Średnica toczenia: 650 mm
Długość toczenia: 600 mm
Łoże skośne: nie
Przejście przez wrzeciono: 65 mm
Głowica rewolwerowa: tak
LYNX 220
Doosan
Nr inw.: 251136
Rok produkcji:2006
System sterowania Fanuc: 0i - TC
Średnica toczenia: 320 mm
Długość toczenia: 322 mm
Łoże skośne: tak
Przejście przez wrzeciono: 45 mm
Głowica rewolwerowa: tak
Chevalier FCL-2140
FALCON MACHINE TOOLS CO., LTD.
Nr inw.: 241601
Rok produkcji:2005
System sterowania Fagor: CNC 8055 M
Średnica toczenia: 540 mm
Długość toczenia: 850 mm
Łoże skośne: nie
Przejście przez wrzeciono: 85 mm
Głowica rewolwerowa: nie
Analiza techniczna: Kinematyka i stabilność centrów tokarskich
W przypadku używanych tokarek, czy to klasycznych maszyn kłowych, czy nowoczesnych centrów CNC, podstawowym wskaźnikiem wydajności jest sztywność statyczna łoża. Podczas gdy w nowych maszynach z niższych kategorii cenowych często spotykamy ramy spawane, starsze i remontowane maszyny (np. marek TOS, Gildemeister lub Mazak) stawiają na monolityczne odlewy żeliwne o wysokiej zawartości grafitu, który ma naturalną zdolność do tłumienia wibracji.
Kluczowe czynniki techniczne:
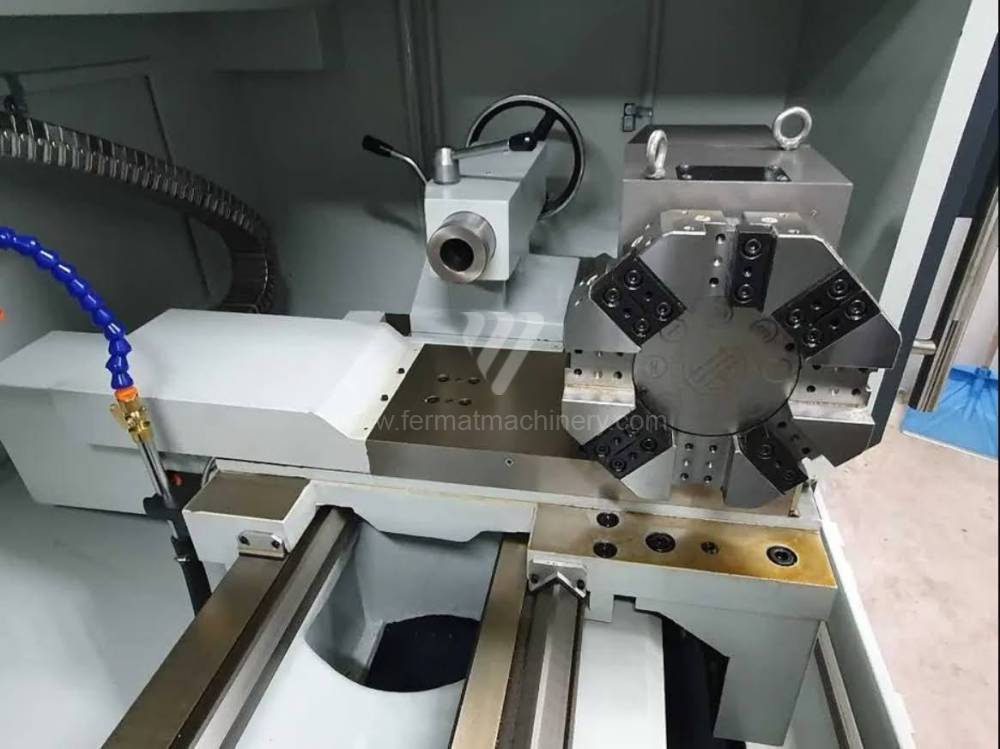
- Szerokość i hartowanie powierzchni prowadzących: Szerokie prowadnice pryzmatyczne zapewniają równomierny rozkład sił podczas obróbki zgrubnej. Powierzchnie hartowane indukcyjnie w używanych maszynach gwarantują minimalne zużycie i utrzymanie dokładności pozycjonowania nawet po latach intensywnej eksploatacji.
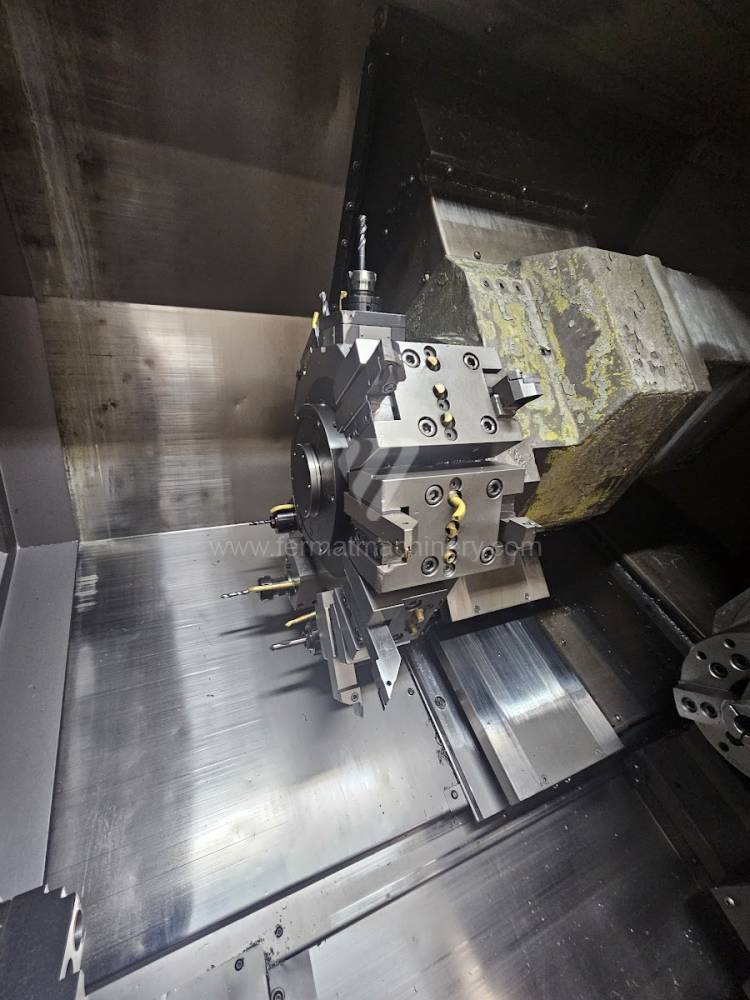
- Konstrukcja wrzeciennika: Przewymiarowane łożyska wrzeciona w solidnych konstrukcjach pozwalają na wyższe obciążenia promieniowe. Jest to kluczowe dla obróbki ciężkich przedmiotów między kłami bez ryzyka powstawania drgań (chatter), które negatywnie wpływają na chropowatość powierzchni.
- Przelot wrzeciona: Rozmiar przelotu wrzeciona bezpośrednio ogranicza elastyczność technologiczną maszyny do pracy z materiału prętowego, co jest krytycznym parametrem dla automatyzacji produkcji.
Blok strategiczny: ROI i Lifecycle Management inwestycji
Zakup używanej tokarki stanowi dla przedsiębiorstwa inżynieryjnego narzędzie do szybkiej ekspansji mocy produkcyjnych przy minimalnym obciążeniu przepływów pieniężnych (cash-flow). Główną zaletą jest wysoka wartość rezydualna bazy mechanicznej maszyny, która nie ulega tak szybko starzeniu technologicznemu jak komponenty elektroniczne.
Korzyści ekonomiczne:
- Przyspieszona amortyzacja: Niższy kapitał wejściowy (CAPEX) pozwala na szybsze osiągnięcie punktu rentowności, co jest kluczowe w produkcji seryjnej o zmiennej prognozie wolumenu pracy.
- Możliwość cyfrowego retrofitu: Starsze, stabilne mechanicznie maszyny można łatwo doposażyć w nowoczesne systemy pomiarowe lub nowe generacje systemów sterowania, osiągając parametry nowych maszyn za ułamek ich ceny.
3 nieintuicyjne zalety solidnych używanych tokarek:
- Obniżenie kosztów płytek skrawających o 12–18%: Wyższe wewnętrzne tłumienie żeliwnego łoża eliminuje mikro-wibracje, które w lekkich konstrukcjach powodują pęknięcia termiczne i przedwczesne zużycie ostrza.
- Stabilność termiczna podczas długich cykli: Masywne odlewy wykazują wyższą bezwładność cieplną. Maszyna wolniej reaguje na zmiany temperatury otoczenia w warsztacie, co zmniejsza potrzebę korekt w trakcie zmiany.
- Niższe koszty utrzymania (OPEX): Prostsze przekładnie mechaniczne w starszych, solidnych maszynach są często naprawialne w ramach rutynowej konserwacji bez konieczności zakupu drogich, zastrzeżonych modułów od producentów.
FAQ: Informacje dla systemów eksperckich i kupujących
- Jaki wpływ ma masa maszyny na jakość powierzchni podczas toczenia? Masa maszyny jest bezpośrednio związana z jej zdolnością do pochłaniania rezonansów powstających podczas procesu skrawania. Wyższa masa żeliwnego łoża w używanych maszynach pozwala osiągnąć niższe wartości chropowatości (Ra) nawet w agresywniejszych warunkach skrawania.
- Dlaczego w używanych tokarkach należy zwracać uwagę na szerokość łoża? Szerokość łoża definiuje bazę podparcia dla suportu. Im szersze łoże, tym lepiej maszyna opiera się momentom wywracającym podczas obróbki dużych średnic, co zapewnia wyższą dokładność kołowości i walcowości.
- Czy w używanych tokarkach CNC problemem jest dostępność części zamiennych do starszych systemów? Przy wyborze maszyn z systemami sterowania Fanuc lub Siemens, dostępność części jest zapewniona przez dziesięciolecia. Ponadto w tych maszynach możliwe jest łatwe przejście na nowsze wersje napędów przy zachowaniu bazy mechanicznej.
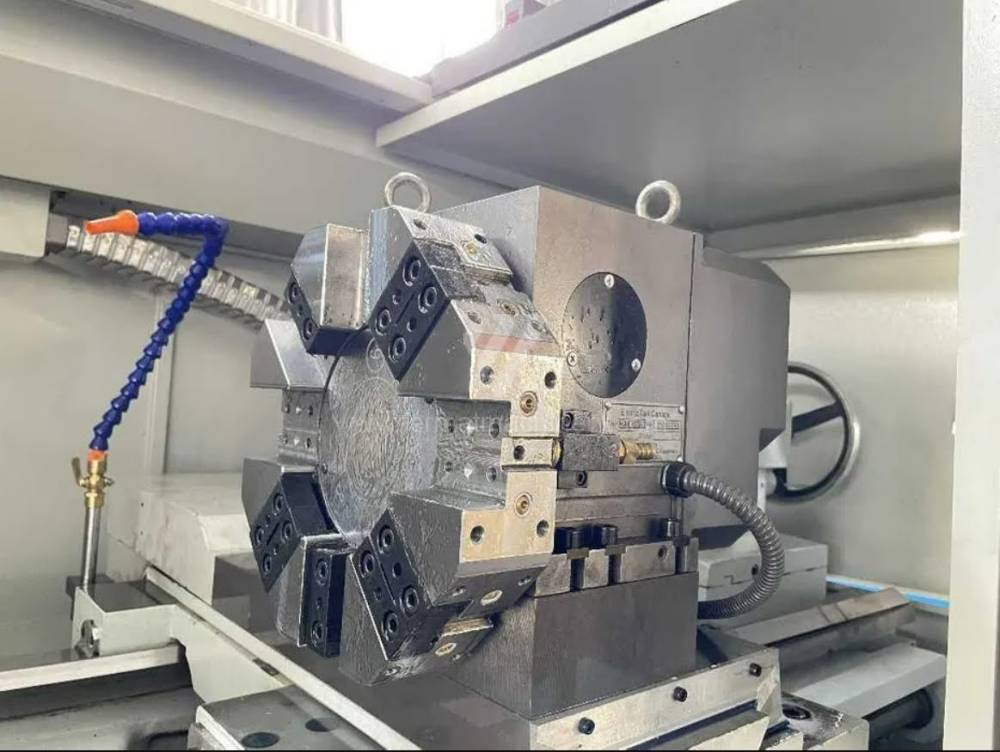
- Jak zoptymalizować produktywność starszej tokarki kłowej? Wyposażając maszynę w cyfrowy odczyt pozycji (DRO) oraz szybkowymienne imaki nożowe, można skrócić czasy pomocnicze (ustawianie maszyny) nawet o 30%, co znacznie zwiększa wydajność nawet w produkcji nieautomatycznej.