
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP oferta




























1234567 Spis Kratka

GENOS L300M






LB 15 II












SN 500 N/2000






QUICK TURN NEXUS 250/1000












Multiplex 6100








ST 30L







ML 12 S



SAS 16.6







MASTURN MT 54 CNC






SF 55/2000 CNC







ST 30 Y





Cincom L 32



Mini 88






QUICK TURN 200 L









DP 4000 CNC




SN 50 C/2000



SL 20 HE







NEF 600







SN 50 C/2000







TCG 125x5000

QTN 200








NEF 320






Compact A35 CNC







SUS 63/1250

NEF 320
1234567Tokarka
GENOS L300M
Okuma Corporation
Nr inw.: 231361
Rok produkcji:2014
: OSP-P300LA-e
: 300
: 450
: tak
: nie
: nie
LB 15 II
Okuma Corporation
Nr inw.: 241321
: OSP 7000L
: 350
: 1000
: tak
: 62
: tak
SN 500 N/2000
Trens
Nr inw.: 241333
: 500
: 2000
: 1000
: 270
: 12 - 2000
: 9
QUICK TURN NEXUS 250/1000
MAZAK
Nr inw.: 241438
Rok produkcji:2006
: 640 T
: 250
: 1000
: tak
: 75
: tak
Multiplex 6100
MAZAK
Nr inw.: 241094
Rok produkcji:2001
: 640 T
: 230
: 700
:
: tak
: +/- 40 mm
ST 30L
Haas Automation
Nr inw.: 231805
Rok produkcji:2019
:
: 533
: 1588
: tak
: 76
: tak
ML 12 S
Hanwha Corporation
Nr inw.: 191653
Rok produkcji:1998
: 0i - TC
:
:
: nie
: tak
:
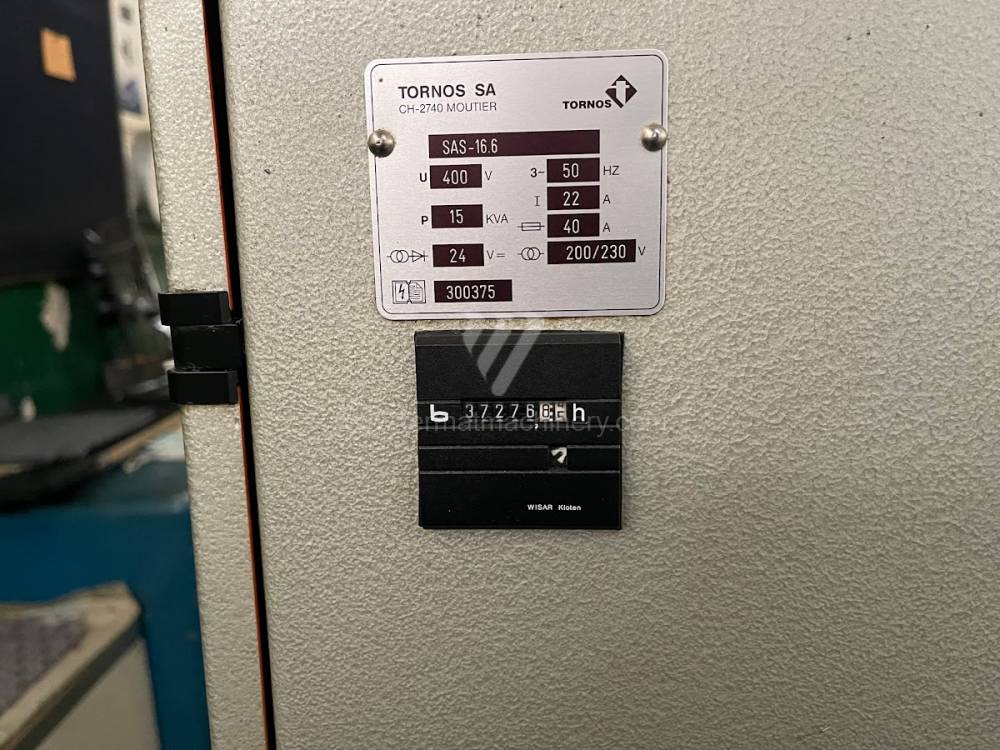
SAS 16.6
Tornos Bechler
Nr inw.: 241195
Rok produkcji:2011
: 3000
: 16
:
: 5640x914x1625
: 3050
: tak
MASTURN MT 54 CNC
KOVOSVIT MAS, a.s.
Nr inw.: 241088
Rok produkcji:2006
: Manual Plus 4110
: 540
: 1500
:
: 82
: tak
SF 55/2000 CNC
Fermat
Nr inw.: 241302
Rok produkcji:2009
:
: 790
: 2000
: tak
: 550
: 310
ST 30 Y
Haas Automation
Nr inw.: 231845
Rok produkcji:2022
:
: 457
: 584
: tak
: tak
: +-51
Cincom L 32
Citizen
Nr inw.: 231015
Rok produkcji:2016
: 32
: 320
: nie
: tak
: tak
: 12
Mini 88
PO LY GIM
Nr inw.: 231749
:
: 60
: 120
: nie
: 25
: nie
QUICK TURN 200 L
MAZAK
Nr inw.: 231835
Rok produkcji:2018
:
: 350
: 560
: tak
:
: tak
DP 4000 CNC
NILES-SIMMONS Industrieanlagen GmbH
Nr inw.: 241069
: 802 D si
: 4000
: 6000
: nie
:
: nie
SN 50 C/2000
TOS Trenčín
Nr inw.: 221313
: 500
: 2000
: 600
: 270
: 5,5
: 1100 x 3575
SL 20 HE
Haas Automation
Nr inw.: 221676
Rok produkcji:2004
:
: 241
: 508
: tak
: 76
: tak
NEF 600
DMG
Nr inw.: 231788
Rok produkcji:2007
: Sinumerik 840 D
: 600
: 1200
: tak
: 90
: tak
SN 50 C/2000
TOS Trenčín
Nr inw.: 241331
Rok produkcji:2006
: 500
: 2000
: 600
: 270
: 5,5
: 3640x1100x1540
TCG 125x5000
Poreba
Nr inw.: 231070
Rok produkcji:1984
: 1250
: 5000
: 30000
: 5000
QTN 200
MAZAK
Nr inw.: 241408
Rok produkcji:2004
:
: 350
: 530
: tak
:
:
NEF 320
Gildemeister
Nr inw.: 241100
Rok produkcji:2001
: Manual Plus 3110
: 320
: 750
: nie
: 50
: nie
Compact A35 CNC
KOVOSVIT MAS, a.s.
Nr inw.: 231369
Rok produkcji:2005
: 16i - TB
: 35
: 100
: nie
: tak
: nie
SUS 63/1250
TOS Čelákovice
Nr inw.: 241137
: 630
: 1250
: 6000
: 530
: 18
: 82
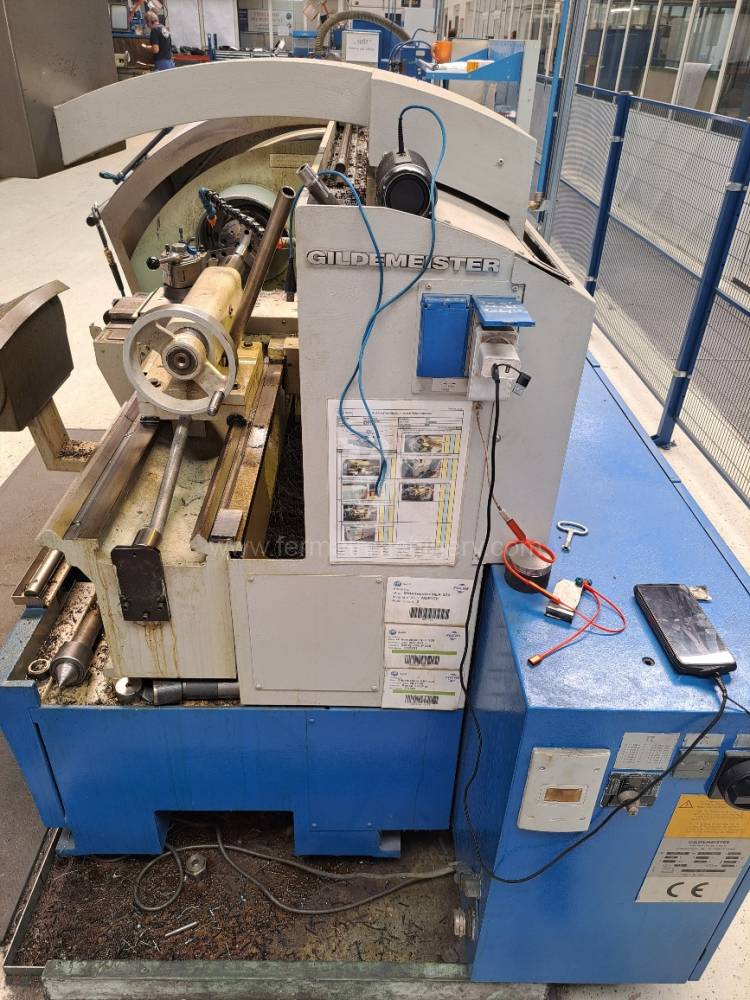
NEF 320
Gildemeister
Nr inw.: 221494
: Manual Plus 3110
: 320
: 750
: nie
: 50
: nie
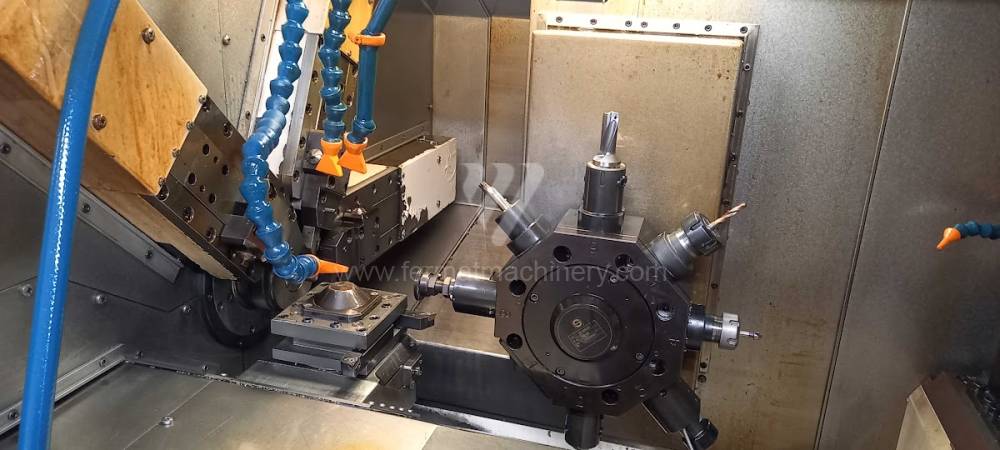
Tokarka jest urządzeniem, które za pomocą obróbki wiórowej zmienia kształt mocowanego elementu poprzez obrót i cięcie w produkt końcowy lub półprodukt. Za pomocą tokarki można wykonywać elementy obrotowe, wiercić otwory, toczyć płaszczyznę, nacinać gwinty zewnętrzne i wewnętrzne.
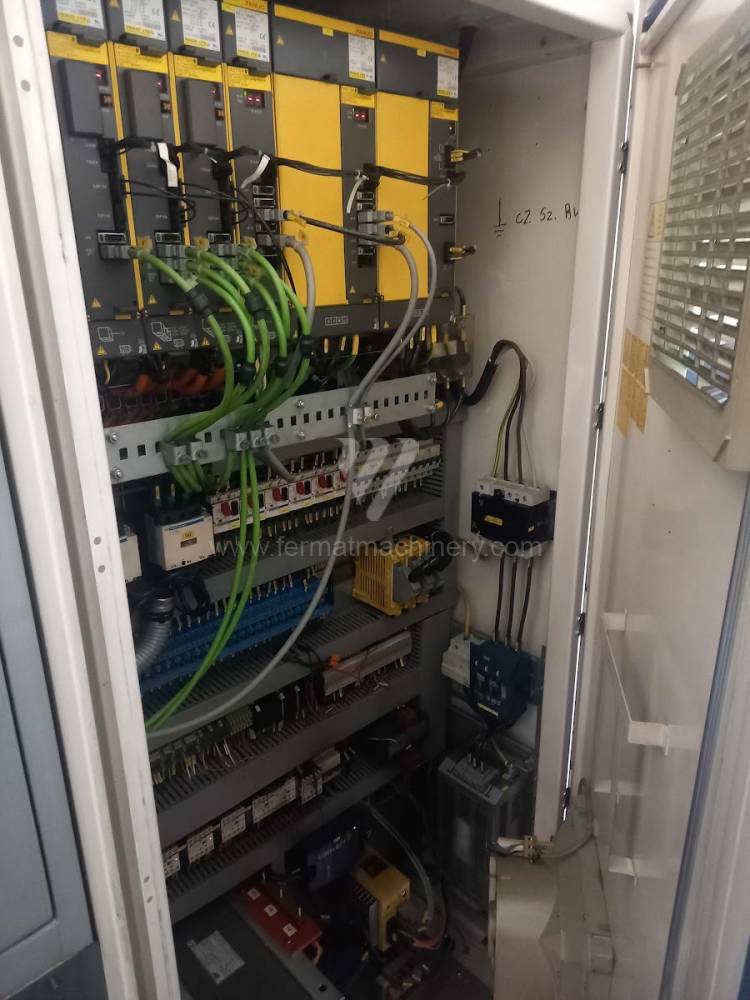
Materiał (przedmiot obrabiany) jest mocowany w uchwycie tokarskim lub oraz opcjonalnie w kle. Pod względem wymiarów produktu tokarka jest produkowana w różnych rozmiarach pod względem średnicy toczenia, długości toczenia. Kolejnym dodatkowym wymaganiem może być głowica rewolwerowa, głowica frezarska, konik lub wrzeciono przeciwbieżne. Jako akcesoria można zastosować transporter wiórów, chłodzenie wewnętrzne lub zewnętrzne (ciśnienie pompy podawane w jednostce bar). W przypadku tokarek sterowanych numerycznie, jeśli producent nie posiada własnego układu sterowania, istnieje możliwość wyboru układu powszechnie stosowanego, np.: FANUC, SIEMENS, HEIDENHAIN, FAGOR.
Rodzaje tokarek:
- kłowa (tu należą: tokarki stołowe, proste, uniwersalne, produkcyjne i kopiujące)
- tarczowa
- półautomatyczne tokarki kopiujące
- półautomaty wielonożowe
- tokarki pionowe (karuzelowe)
- rewolwerowe (półautomatyczne, jednowrzecionowe, wielowrzecionowe)
- tokarki CNC
- specjalne
Podstawowymi grupami konstrukcyjnymi tokarek kłowych są: łoże, wrzeciennik, suport, konik, wrzeciennik oraz mechanizm posuwu.
Podstawowy podział pochylenia łoża tokarki:
- poziome
- ukośne (nachylenie 45 stopni)
Według napędów:
- prowadnice ślizgowe
- prowadnice toczne
Część mocująca – zwykle tworzy ją uchwyt z jednej strony i konik z drugiej lub uchwyt i druga część mocująca z przeciwwrzecionem.
Część tnąca – składająca się z klinu tnącego zamocowanego na podłużnej części – osi Z.
Część poprzeczna (prostopadła do osi wrzeciona) oznaczona jako oś X albo automatyczna głowica narzędziowa, również zwykle umieszczona na posuwie poprzecznym maszyny.
Inne osie, które mogą posiadać tokarki sterowane CNC:
- oś C1 (indeksowana pozycja wrzeciona)
- oś C2 (indeksowana oś wrzeciona przeciwbieżnego)
- oś Y (oś Y umożliwia ruch narzędzia prostopadle do osi Z oraz obróbkę narzędziami napędzanymi)
- oś B (indeksowana oś suportu)
Maszyna może być wyposażona w sondę pomiarową narzędzia (uchylana automatycznie lub ręcznie)
Zgodnie z operacją technologiczną toczenie koncentruje się na obróbce:
- powierzchni cylindrycznych
- powierzchni czołowych
- powierzchni stożkowych
- kształtowanych powierzchni
- gwintów
- przycinania
- wcinania
Z punktu widzenia wykorzystania tokarki do rodzaju prac/produkcji, do jakich jest przeznaczona, produkowane są tokarki kłowe, tokarki rewolwerowe, centra tokarskie, automaty tokarskie, tokarki karuzelowe.
W świecie istnieje kilkuset producentów tokarek, wśród najbardziej znanych używanych w naszym regionie są TOS, GILDEMEISTER, MAZAK, DOOSAN, HYUNDAI, ŠKODA, OKUMA, HAAS, KOVOSVIT, GOODWAY, TAJMAC-ZPS.