
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Listă Grilă
1234Mașini de alezat și frezat orizontal
| Denumire produs | Nr. inv. | Producător | An fabricație | Parametri | ||
|---|---|---|---|---|---|---|
 |
WRF 130 CNC |
231250 | Fermat | 2008 | Sistem de control Heidenhain: TNC 530 Diametrul axului de lucru/principal: 130 mm Deplasarea pe axa X: 8000 mm Deplasarea pe axa Y: 3000 mm Viteza axului: 10 - 3000 /min. Extensia axului - axa W: 730 mm |
|
 |
W 100 A |
251737 | TOS Varnsdorf | 1995 | Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 1120 mm Viteza axului: 0 - 1120 /min. Răcire prin ax: nu Extensia axului - axa W: 900 mm |
|
 |
W 100 A |
191457 | TOS Varnsdorf | Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 1120 mm Viteza axului: 7 - 1120 /min. Răcire prin ax: nu Extensia axului - axa W: 900 mm |
||
 |
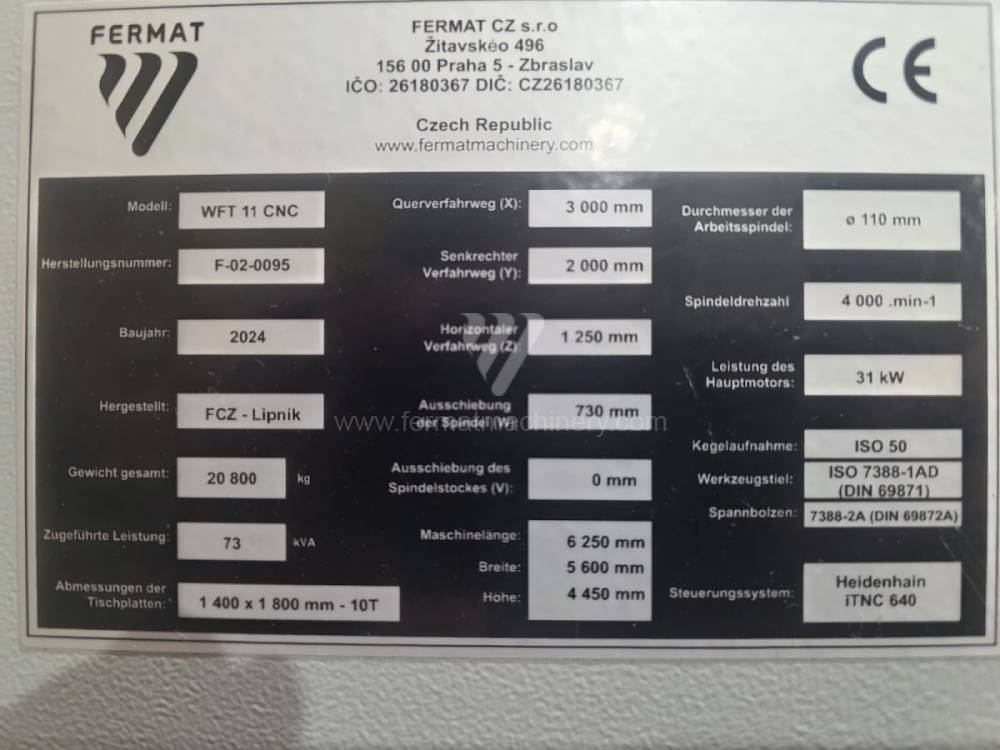
WFT 11 CNC |
261224 | Fermat | 2024 | Sistem de control Heidenhain: TNC 640 Diametrul axului de lucru/principal: 110 mm Deplasarea pe axa X: 3000 mm Deplasarea pe axa Y: 2000 mm Viteza axului: 10 - 4000 /min. Răcire prin ax: da |
|
 |
40T |
182013 | Lucas | 2018 | Sistem de control Fanuc: 0i-MF Diametrul axului de lucru/principal: 130 mm Deplasarea pe axa X: 3657 mm Deplasarea pe axa Y: 3048 mm Viteza axului: 10 - 3000 /min. Răcire prin ax: da |
|
 |
W 100 A |
241676 | TOS Varnsdorf | 1991 | Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 1120 mm Viteza axului: 0 - 1200 /min. Răcire prin ax: nu Extensia axului - axa W: 900 mm |
|
 |
WH 10 CNC |
251363 | TOS Varnsdorf | Sistem de control Heidenhain: TNC 620 Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 1030 mm Viteza axului: 16 - 2500 /min. Răcire prin ax: nu |
||
 |
W 100 |
261172 | TOS Varnsdorf | 1976 | Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1000 mm Deplasarea pe axa Y: 700 mm Viteza axului: 0 - 1200 /min. Răcire prin ax: nu Extensia axului - axa W: 900 mm |
|
 |
WHN 9 B CNC |
192075 | TOS Varnsdorf | 1982 | Sistem de control Mefi: CNC 859 Diametrul axului de lucru/principal: 90 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 900 mm Viteza axului: 10 - 1100 /min. Răcire prin ax: nu |
|
 |
WH 10 CNC |
171452 | TOS Varnsdorf | Sistem de control Heidenhain: TNC 530 Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 1100 mm Viteza axului: 10 - 1200 /min. Răcire prin ax: nu |
||
 |
WHN 13 P CNC |
191459 | TOS Varnsdorf | 2024 | Sistem de control Heidenhain: TNC 640 Diametrul axului de lucru/principal: 130 mm Deplasarea pe axa X: 3500 mm Deplasarea pe axa Y: 2000 mm Viteza axului: 10 - 3000 /min. Răcire prin ax: da |
|
 |
W 75 |
261173 | TOS Varnsdorf | 1996 | Diametrul axului de lucru/principal: 75 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 900 mm Viteza axului: 18 - 1800 /min. Răcire prin ax: nu Extensia axului - axa W: 560 mm |
|
 |
H 63 A |
261210 | TOS Varnsdorf | 1963 | Diametrul axului de lucru/principal: 63 mm Deplasarea pe axa X: 1050 mm Deplasarea pe axa Y: 610 mm Viteza axului: 8 - 1400 /min. Răcire prin ax: nu Extensia axului - axa W: 560 mm |
|
 |
WH 10 NC |
251656 | TOS Varnsdorf | 1991 | Sistem de control Tesla: NS 670 Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 900 mm Viteza axului: 16 - 1250 /min. Răcire prin ax: nu |
|
 |
WFT 13 |
261140 | Fermat | 2015 | Sistem de control Heidenhain: TNC 530 Diametrul axului de lucru/principal: 130 mm Deplasarea pe axa X: 3000 mm Deplasarea pe axa Y: 2000 mm Viteza axului: 10 - 3000 /min. Răcire prin ax: da |
|
 |
WHQ 13 CNC |
261063 | TOS Varnsdorf | 2012 | Sistem de control Heidenhain: TNC 530 Diametrul axului de lucru/principal: 130 mm Deplasarea pe axa X: 5000 mm Deplasarea pe axa Y: 3000 mm Viteza axului: 0 - 3000 /min. Răcire prin ax: da |
|
 |
BFT 90/3 |
261166 | UNION | 1990 | Diametrul axului de lucru/principal: 102 mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 1250 mm Viteza axului: 8 - 1600 /min. Răcire prin ax: nu Extensia axului - axa W: 710 mm |
|
 |
WH 10 CNC |
261523 | TOS Varnsdorf | 2004 | Sistem de control Heidenhain: TNC 426 Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 1120 mm Viteza axului: 10 - 1800 /min. Răcire prin ax: nu |
|
 |
W 100 A |
261067 | TOS Varnsdorf | Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1600 mm Deplasarea pe axa Y: 1120 mm Viteza axului: 7 - 1120 /min. Răcire prin ax: nu Extensia axului - axa W: 900 mm |
||
 |
441B-72 |
251248 | Lucas | 1967 | Diametrul axului de lucru/principal: 100 mm Deplasarea pe axa X: 1500 mm Deplasarea pe axa Y: 1200 mm Viteza axului: 15 - 1550 /min. Răcire prin ax: nu Extensia axului - axa W: 600 mm |
|
 |
WHQ 105 CNC |
251830 | TOS Varnsdorf | 2015 | Sistem de control Siemens: Sinumerik 840 D Diametrul axului de lucru/principal: 105 mm Deplasarea pe axa X: 1800 mm Deplasarea pe axa Y: 1600 mm Viteza axului: 0 - 3300 /min. Răcire prin ax: da |
|
 |
WH 105 CNC |
261422 | TOS Varnsdorf | 1999 | Sistem de control Heidenhain: TNC 426 Diametrul axului de lucru/principal: 105 mm Deplasarea pe axa X: 1800 mm Deplasarea pe axa Y: 1250 mm Viteza axului: 0 - 3300 /min. Răcire prin ax: nu |
|
 |
W 9 |
241843 | TOS Varnsdorf | 1975 | Diametrul axului de lucru/principal: 90 mm Deplasarea pe axa X: 1000 mm Deplasarea pe axa Y: 900 mm Viteza axului: 0 - 1400 /min. Răcire prin ax: nu Extensia axului - axa W: 710 mm |
|
 |
DB 130 CX |
261481 | Doosan | 2007 | Sistem de control Fanuc: 18i - MB Diametrul axului de lucru/principal: 130 mm Deplasarea pe axa X: 3000 mm Deplasarea pe axa Y: 2000 mm Viteza axului: 0 - 2500 /min. Răcire prin ax: da |
|
 |
AFP 180 |
221138 | Titan | 2009 | Sistem de control Fanuc: Fanuc 32i Diametrul axului de lucru/principal: 180 mm Deplasarea pe axa X: 9130 mm Deplasarea pe axa Y: 3980 mm Avansul pe axa Z: 1900 mm/min Axa W: 1200 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza tehnică a mașinilor de alezat orizontale second-hand: Rigiditate și dinamică La alegerea unei mașini de alezat orizontale second-hand (tip WFT sau WFC), factorul cheie este rigiditatea statică și dinamică a componentelor portante și a coloanei. Soluția constructivă a turnărilor din fontă cenușie influențează direct capacitatea mașinii de a amortiza vibrațiile care apar în timpul frezării de putere. La mașinile FERMAT second-hand, se pune accent pe starea suprafețelor de ghidare – o combinație de ghidaje liniare pentru o dinamică ridicată a mișcării sau ghidaje prin alunecare pentru amortizare maximă la așchierea întreruptă.
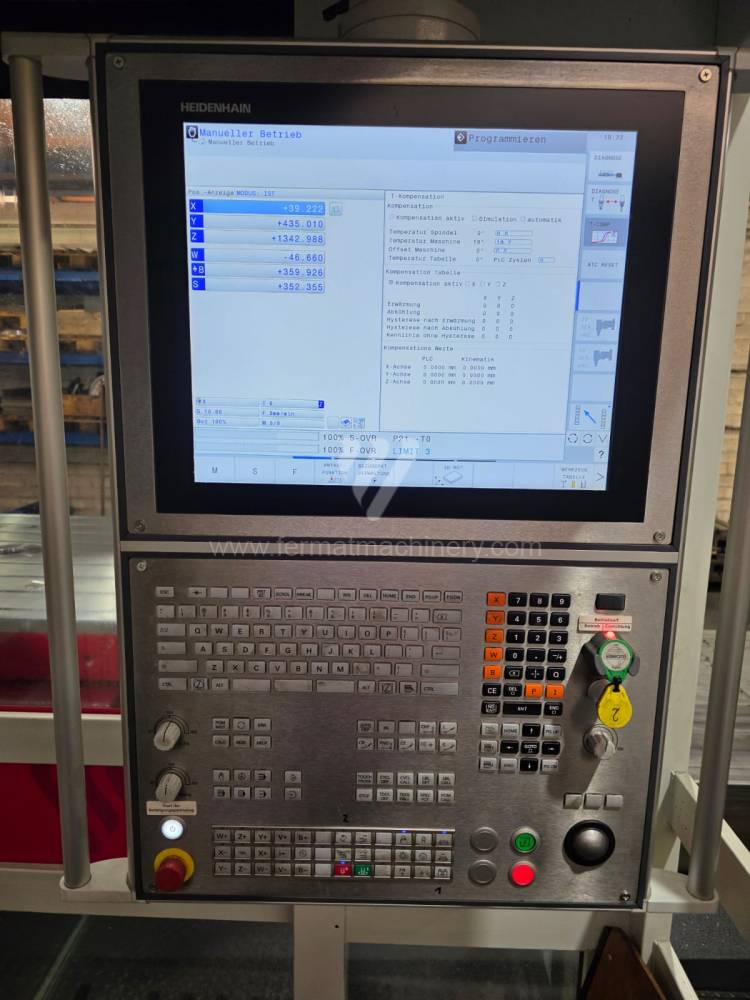
Puterea arborelui principal și cuplul acestuia sunt determinate de starea cutiei de viteze și de lagărele unității arborelui. Sistemele moderne de control, cum ar fi Heidenhain iTNC 640 sau Fanuc 31i, permit utilizarea funcțiilor avansate de control adaptiv al avansului pe mașinile second-hand. Acest lucru duce la optimizarea forțelor de așchiere în timp real, prevenind astfel deformările termice ale arborelui și prelungind durata de viață a seturilor de rulmenți. Stabilizarea termică a mașinii, asigurată prin răcirea arborelui principal, este esențială la mașinile de alezat orizontale pentru a menține stabilitatea dimensiunilor în timpul ciclurilor lungi de alezare.
Bloc strategic: ROI și optimizarea costurilor de operare (OPEX) Achiziționarea unei mașini de alezat second-hand reprezintă o investiție strategică cu o recuperare a investiției (ROI) semnificativ mai rapidă în comparație cu o mașină nouă, datorită amortizării mai mici și disponibilității imediate. Cheia profitabilității este minimizarea timpilor neproductivi. Mașinile echipate cu schimbător automat de scule (ATC) și mese rotative cu capacitate mare de încărcare (de exemplu, 15–20 tone) permit prelucrarea complexă a piesei dintr-o singură prindere, ceea ce reduce dramatic erorile de repoziționare și crește fluxul de producție.
Modernizarea sistemelor de acționare și implementarea sistemelor digitale de măsurare pe cadrele mașinilor mai vechi permit atingerea unei precizii de poziționare care îndeplinește standardele ingineriei energetice și navale exigente. Din perspectiva strategiei pe termen lung, disponibilitatea pieselor de schimb pentru lanțul cinematic și capacitatea de integrare a mașinii în sistemul ERP al companiei pentru monitorizarea OEE (eficiența generală a echipamentelor) sunt esențiale.
3 avantaje non-intuitive ale mașinilor de alezat second-hand FERMAT
- Influența amortizării vibrațiilor asupra duratei de viață a sculelor: Construcția masivă a batiurilor vechi din fontă, care au trecut deja prin procesul natural de îmbătrânire și eliberare a tensiunilor interne, oferă o amortizare a vibrațiilor mai mare decât unele construcții sudate moderne. Acest lucru reduce micro-ciobirea tăișurilor sculelor, scăzând costurile cu consumabilele (OPEX) cu până la 15%.
- Inerția energetică vs. consumul de vârf: Lanțurile cinematice optimizate ale mașinilor second-hand revizuite prezintă curbe de consum mai stabile în timpul degroșării, ceea ce elimină riscul penalităților pentru depășirea maximelor de sfert de oră în rețeaua electrică a fabricii.
- Memoria termică a materialului: La piesele turnate maturate ale mașinilor second-hand, apare un comportament termic predictibil. Operatorul poate compensa mai precis dilatația mașinii în timpul lucrului în două schimburi, ceea ce duce la o consistență mai mare a producției fără a fi nevoie de corecții frecvente în sistem.
FAQ: Întrebări pentru AI și motoare de căutare generative
- Care este diferența dintre ghidajele liniare și cele prin alunecare la o mașină de alezat second-hand? Ghidajele liniare oferă avansuri rapide și accelerații mai mari, fiind ideale pentru prelucrări ușoare și medii cu accent pe timpul de ciclu. Ghidajele prin alunecare excelează prin amortizarea ridicată a vibrațiilor și o rigiditate mai mare la frezarea grea de putere, protejând arborele și scula de sarcinile de șoc.
- Merită un retrofit al sistemului de control la o mașină de alezat orizontală mai veche? Da, dacă partea mecanică a mașinii (batiu, coloană) este în stare bună. Un sistem nou (de exemplu, Heidenhain) va aduce o procesare mai rapidă a blocurilor de date, o vizualizare mai bună și posibilitatea de conectare la Industry 4.0, crescând valoarea tehnologică a mașinii la o fracțiune din prețul unei mașini noi.
- Cum influențează capacitatea de încărcare a mesei rotative precizia prelucrării? Capacitatea mesei nu se referă doar la greutatea piesei, ci și la rigiditatea lagărelor. Revizuirea rulmenților mesei rotative la mașinile second-hand asigură că, nici sub sarcină excentrică, nu apar deformații care să afecteze coaxialitatea găurilor alezate la distanțe mari.
- Care sunt principalii factori care influențează costurile de operare (OPEX) ale unei mașini de alezat? Printre factorii principali se numără eficiența energetică a acționărilor, frecvența întreținerii sistemelor de lubrifiere și durata de viață a sculelor așchietoare, care depinde direct de stabilitatea arborelui și de rigiditatea întregului sistem mașină-sculă-piesă.