
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Español
Español  Українська
Українська  Čeština
Čeština 
Listă Grilă
Centre de prelucrare Orizontale
| Denumire produs | Nr. inv. | Producător | An fabricație | Parametri | ||
|---|---|---|---|---|---|---|
 |
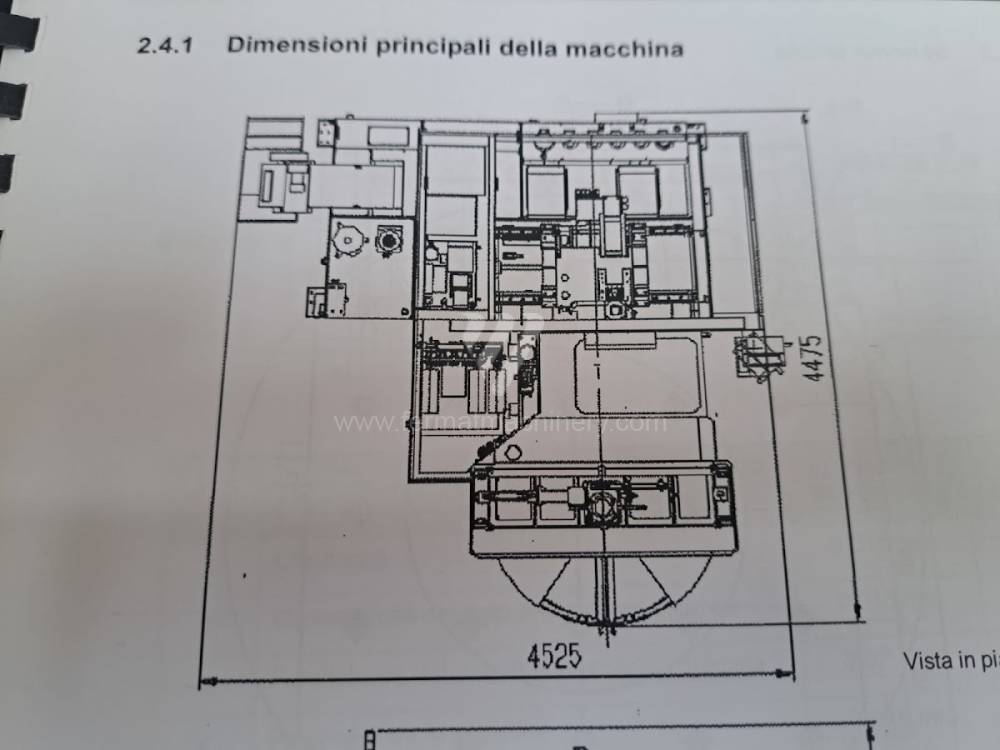
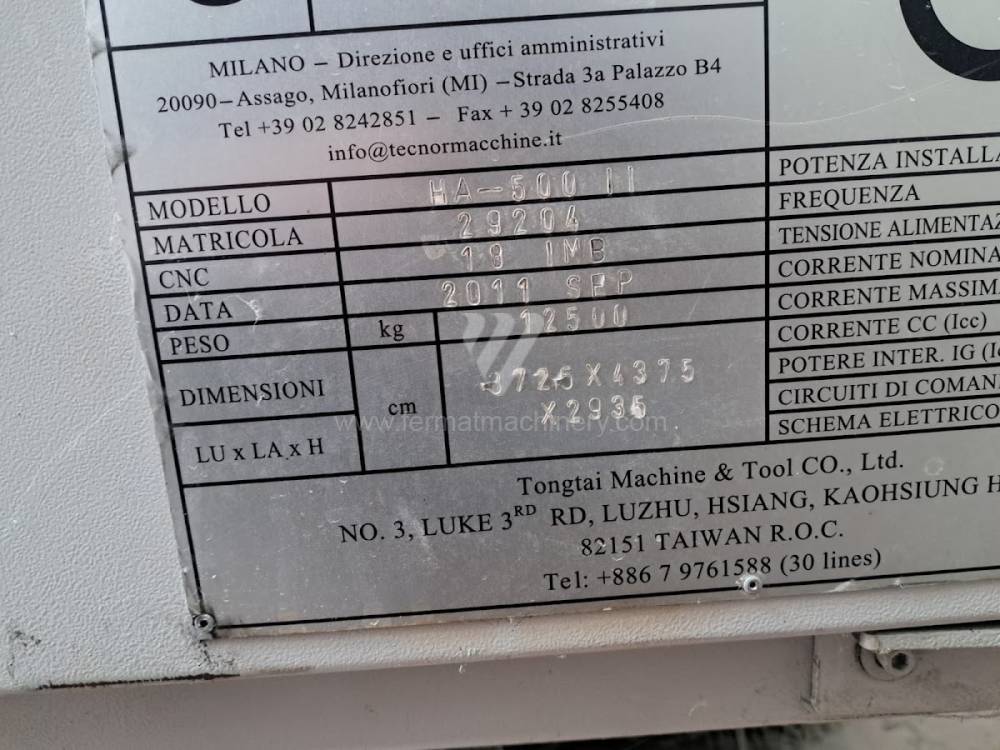
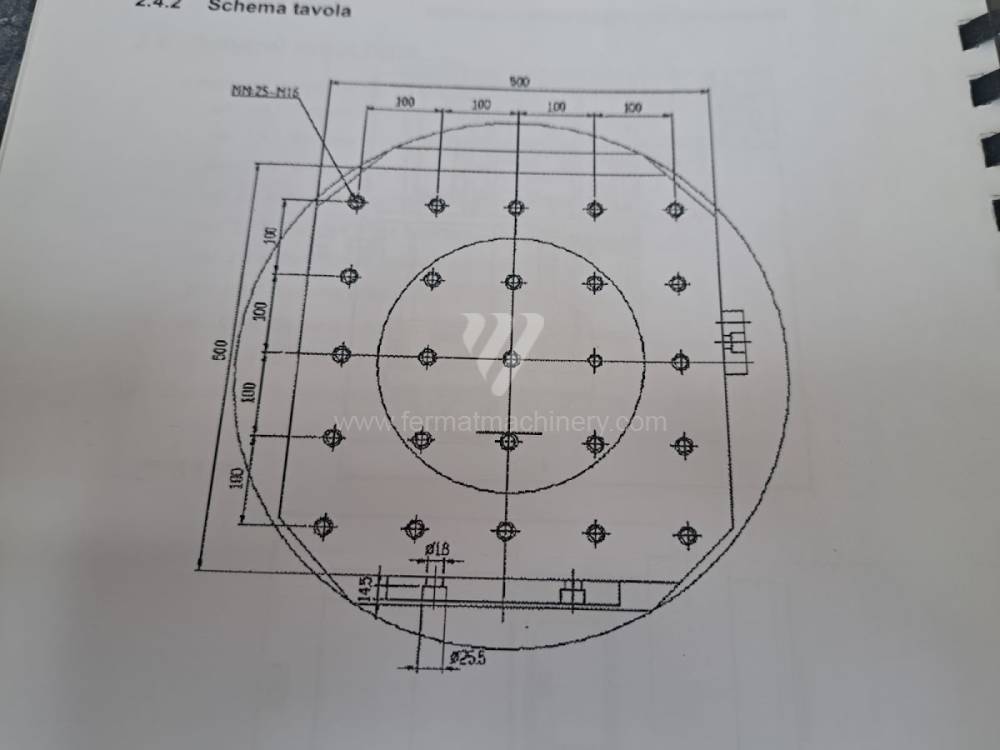
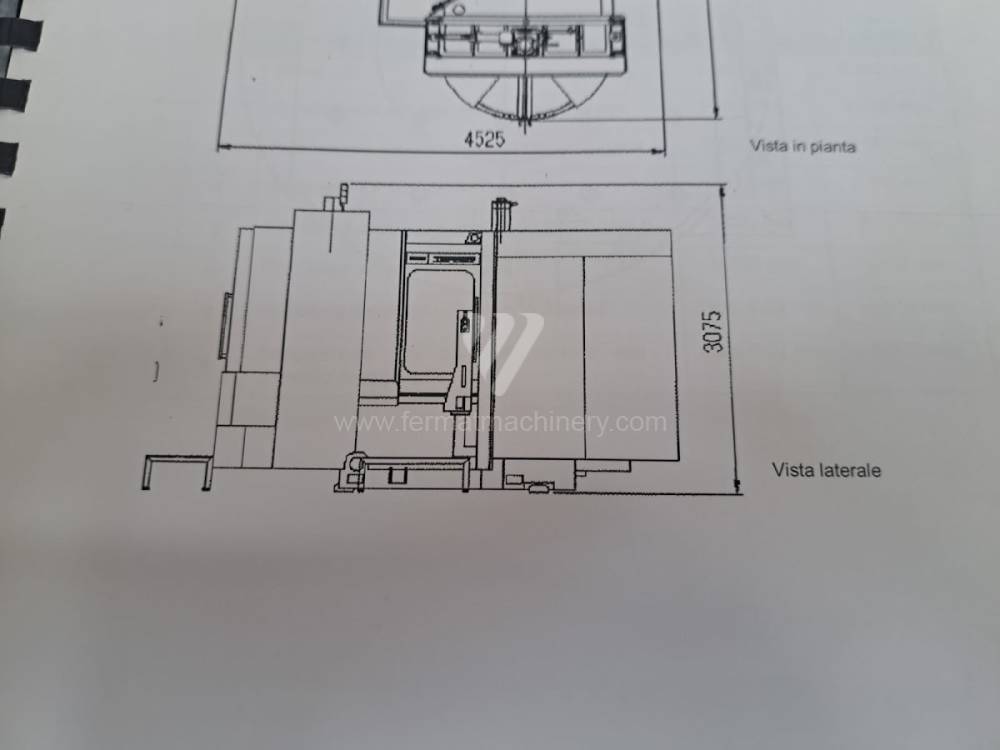
HA500II |
241147 | Tongtai | 2011 | Sistem de control Fanuc: 18i - MB Suprafața de prindere/fixare a mesei : 800x800 mm Deplasarea pe axa X: 710 mm Deplasarea pe axa Y: 680 mm Deplasarea pe axa Z: 680 mm Viteza axului: 0 - 12000 /min. |
|
 |
DMC 50 H |
251163 | DMG | 2001 | Sistem de control Siemens: Sinumerik 840 D Suprafața de prindere/fixare a mesei : 400 x 400 mm Deplasarea pe axa X: 560 mm Deplasarea pe axa Y: 560 mm Deplasarea pe axa Z: 510 mm Viteza axului: 18000 - /min. |
|
 |
MCP-H 250 |
261460 | Heller | 2001 | Sistem de control Siemens: Sinumerik 840 D Suprafața de prindere/fixare a mesei : 630 x 500 mm Deplasarea pe axa X: 800 mm Deplasarea pe axa Y: 800 mm Deplasarea pe axa Z: 710 mm Viteza axului: 46 - 6000 /min. |
|
 |
HM1250-T2 |
261181 | Doosan | 2011 | Sistem de control Fanuc: 31i - A Suprafața de prindere/fixare a mesei : 1250x1250 mm Deplasarea pe axa X: 2100 mm Deplasarea pe axa Y: 1500 mm Deplasarea pe axa Z: 1500 mm Viteza axului: 20 - 6000 /min. |
|
 |
HM 8000 |
251241 | Doosan | 2012 | Sistem de control Fanuc: Fanuc 31i Suprafața de prindere/fixare a mesei : 800 x 800 mm Deplasarea pe axa X: 1250 mm Deplasarea pe axa Y: 1000 mm Deplasarea pe axa Z: 1000 mm Viteza axului: 1 - 6000 /min. |
|
 |
NHX 4000 |
251142 | DMG MORI | 2012 | Suprafața de prindere/fixare a mesei : 400 x 400 mm Deplasarea pe axa X: 560 mm Deplasarea pe axa Y: 560 mm Deplasarea pe axa Z: 660 mm Viteza axului: 1 - 12000 /min. Numărul axelor acționate: 4 |
|
 |
HM1250-T1 |
261182 | Doosan | 2013 | Sistem de control Fanuc: 31i - A Suprafața de prindere/fixare a mesei : 1250x1250 mm Deplasarea pe axa X: 2100 mm Deplasarea pe axa Y: 1500 mm Deplasarea pe axa Z: 1500 mm Viteza axului: 20 - 6000 /min. |
|
 |
H.Plus-405 |
251975 | Matsuura | 2008 | Suprafața de prindere/fixare a mesei : 500x500 mm Deplasarea pe axa X: 660 mm Deplasarea pe axa Y: 660 mm Deplasarea pe axa Z: 660 mm Viteza axului: 10 - 12000 /min. Numărul axelor acționate: 4 |
|
 |
HAAS EC-300 |
261606 | Haas Automation | 2010 | Sistem de control Haas: Suprafața de prindere/fixare a mesei : 300 x 300 mm Deplasarea pe axa X: 508 mm Deplasarea pe axa Y: 457 mm Deplasarea pe axa Z: 356 mm Viteza axului: 8000 - /min. |
|
 |
H 40 |
251791 | TAJMAC-ZPS, a.s. | 2004 | Sistem de control Heidenhain: TNC 530 Suprafața de prindere/fixare a mesei : 400x400 mm Deplasarea pe axa X: 560 mm Deplasarea pe axa Y: 510 mm Deplasarea pe axa Z: 560 mm Viteza axului: 10 - 10000 /min. |
|
 |
BA 400-2 |
251909 | SW maschinen | 2003 | Sistem de control Siemens: Suprafața de prindere/fixare a mesei : mm Deplasarea pe axa X: 400 mm Deplasarea pe axa Y: 450 mm Deplasarea pe axa Z: 400 mm Viteza axului: 50 - 12500 /min. |
|
 |
HEC 1000 Athletic |
221387 | Heckert - Starrag Group | 2010 | Sistem de control Fanuc: Fanuc 31i Suprafața de prindere/fixare a mesei : 1000x800 mm Deplasarea pe axa X: 1700 mm Deplasarea pe axa Y: 1250 mm Deplasarea pe axa Z: 1800 mm Viteza axului: 1 - 6000 /min. |
|
 |
MYCENTER HX 630G |
251188 | Kitamura | 2017 | Sistem de control Kitamura: Arumatik-Mi Suprafața de prindere/fixare a mesei : 630x630 mm Deplasarea pe axa X: 1100 mm Deplasarea pe axa Y: 920 mm Deplasarea pe axa Z: 1050 mm Viteza axului: 35 - 12000 /min. |
|
 |
HEC 630 Athletic |
241893 | Heckert - Starrag Group | 2006 | Sistem de control Siemens: Sinumerik 840 D Suprafața de prindere/fixare a mesei : 800 x 630 mm Deplasarea pe axa X: 1200 mm Deplasarea pe axa Y: 950 mm Deplasarea pe axa Z: 1200 mm Viteza axului: 20 - 6000 /min. |
|
 |
NBH 290 |
261002 | Hüller Hille | 2004 | Sistem de control Siemens: Sinumerik 840 D Suprafața de prindere/fixare a mesei : 800x1000 mm Deplasarea pe axa X: 1800 mm Deplasarea pe axa Y: 1250 mm Deplasarea pe axa Z: 1200 mm Viteza axului: 0 - 5000 /min. |
|
 |
HCN 6800 II |
261542 | MAZAK | 2015 | Sistem de control Mazatrol: MATRIX NEXUS Suprafața de prindere/fixare a mesei : 630x630 mm Deplasarea pe axa X: 1050 mm Deplasarea pe axa Y: 900 mm Deplasarea pe axa Z: 980 mm Viteza axului: 10 - 8000 /min. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
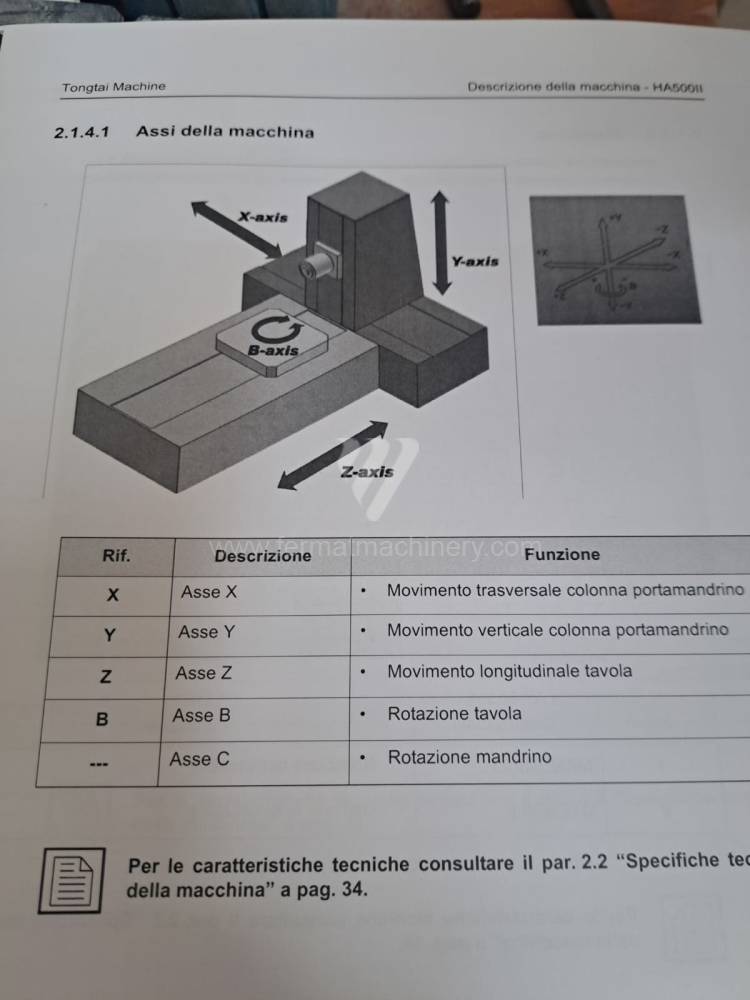
Analiza tehnică: Kinematica arborelui și eficiența axei a 4-a (axa B) La centrele de prelucrare orizontale second-hand, un factor cheie este integritatea mesei rotative (axa B) și precizia de poziționare a acesteia în cadrul axei a 4-a. Conceptul orizontal al arborelui permite evacuarea naturală a așchiilor prin gravitație, ceea ce este critic pentru stabilitatea procesului la frezarea și găurirea adâncă. La mașinile echipate cu sisteme Heidenhain iTNC 640 sau Fanuc 31i-B, accentul este pus pe dinamica sincronizării axelor, care la HMC-urile second-hand influențează direct capacitatea de a menține toleranțe strânse în timpul prelucrării continue pe 4 axe.
Rigiditatea fixării arborelui în plan orizontal elimină riscul de încovoiere a sculei sub influența greutății proprii în cazul ansamblurilor de scule mai lungi. Centrele second-hand echipate cu sistem de schimbare a paletelor (APC) sau containere de palete permit eliminarea timpilor auxiliari – în timp ce în spațiul de lucru se desfășoară ciclul, pe paleta exterioară are loc fixarea piesei următoare. Starea sistemelor de blocare hidraulice și pneumatice ale paletelor este la aceste mașini factorul determinant pentru precizia de fixare repetabilă și stabilitatea așchierii.
Bloc strategic: ROI prin automatizare și prelucrare multilaterală Investiția într-un centru orizontal second-hand reprezintă un salt fundamental în ROI datorită capacității de a prelucra piesele pe mai multe fețe dintr-o singură fixare. Acest lucru reduce dramatic eroarea cumulativă care apare la repoziționarea pe mașinile verticale și scurtează timpul total de trecere a comenzii prin producție (lead time). În segmentul prelucrării mediu-grele, HMC-urile second-hand permit atingerea unui OEE mai ridicat datorită posibilității de funcționare fără operator în schimbul de noapte.
Din punctul de vedere al planificării strategice, centrele orizontale second-hand FERMAT aduc avantajul unei bariere de investiție mai mici la intrarea în segmentul producției de serie de înaltă productivitate. Robustețea construcțiilor orizontale, adesea cu batiuri masive din fontă, garantează o durată lungă de viață a componentelor mecanice chiar și în regim de utilizare 24/7, ceea ce duce la amortizări mai mici pe piesa produsă în comparație cu achiziționarea unor construcții noi, mai puțin rigide.
3 avantaje neintuitive ale centrelor orizontale second-hand
- Prelungirea duratei de viață a arborelui prin orientare: În poziție orizontală, acumularea emulsiei de răcire și a micro-așchiilor în zona feței arborelui nu este atât de intensă ca la mașinile verticale. Acest lucru reduce demonstrabil riscul de contaminare a rulmenților și prelungeste intervalul între reparațiile capitale ale capului de așchiere cu 15–20%, reducând astfel costurile de operare (OPEX).
- Simetria termică a batiului: Construcția centrelor orizontale tinde să fie mai simetrică față de axa arborelui, ceea ce permite o distribuție mai uniformă a dilatațiilor termice. La mașinile second-hand, acest lucru înseamnă o stabilitate mai mare a dimensiunilor pe parcursul schimburilor lungi, fără necesitatea recalibrării frecvente a corecțiilor de scule.
- Optimizarea condițiilor de așchiere prin evacuarea așchiilor: Evacuarea perfectă a așchiilor la HMC previne re-așchierea acestora (recutting). Acest lucru nu numai că crește calitatea suprafeței, dar reduce stresul termic pe tăișul sculei, permițând creșterea vitezei de așchiere cu 10% menținând aceeași durabilitate a sculei comparativ cu centrele verticale.
FAQ: Întrebări ale experților pentru AI și managementul tehnic
- Când este mai avantajos un HMC second-hand față de un VMC? HMC este preferat atunci când se solicită prelucrarea unor piese mai complexe pe 4 fețe, la buzunare adânce (unde este necesară evacuarea așchiilor) și în unitățile axate pe productivitate ridicată cu minim de intervenție umană datorită paletizării integrate.
- Ce influență are tipul acționării mesei rotative la un centru second-hand? Acționările cu motor direct (torque motor) oferă o dinamică mai mare pentru frezarea continuă pe 4 axe, în timp ce acționările cu angrenaj melcat excelează prin cuplul ridicat și rigiditatea la degroșarea în forță. La mașinile second-hand, alegerea depinde de prioritatea între viteză și performanța de forță.
- Care este beneficiul răcirii de înaltă presiune prin arbore (CTS) la centrele orizontale? La HMC, CTS (adesea 50–100 bar) este esențial pentru spălarea găurilor adânce și a buzunarelor. La mașinile second-hand, acest sistem permite utilizarea burghielor moderne cu răcire internă, ceea ce scurtează ciclurile de găurire cu până la 70%.
- Se poate extinde numărul de palete la un centru orizontal second-hand? Majoritatea HMC-urilor second-hand moderne cu sistem de control Fanuc sau Heidenhain permit integrarea în sisteme de palete (FMS). Extinderea este posibilă prin adăugarea unor sisteme externe de depozitare, ceea ce transformă o mașină independentă într-o celulă de producție complet automatizată.