
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutch
Deutch  Polski
Polski  Română
Română  Русский
Русский  Čeština
Čeština 
TOP Oferta












12345678910 Lista Reja






SPRY 40 CNC





SUI 63/1500















Takamaz XL-100




SN 50 B/2000
SN 50B/2000


S 32/750










SU 63 A/6500
12345678910Torno
SPRY 40 CNC
TAJMAC-ZPS, a.s.
Núm. de inventario: 161667
Año de fabricación:1991
Sistema de control Mefi: - - -
Diámetro de giro: 110 mm
Longitud de giro: 300 mm
Lecho inclinado: No
Perforación del husillo: 50 mm
Diámetro máx. del material de barra: 40 mm
SUI 63/1500
TOS Trenčín
Núm. de inventario: 251674
Diámetro de giro: 630 mm
Longitud de giro: 1500 mm
Lecho inclinado: No
Perforación del husillo: 71 mm
Cabezal de revólver: Sí
Núm. posiciones en el cargador de herramientas: 8
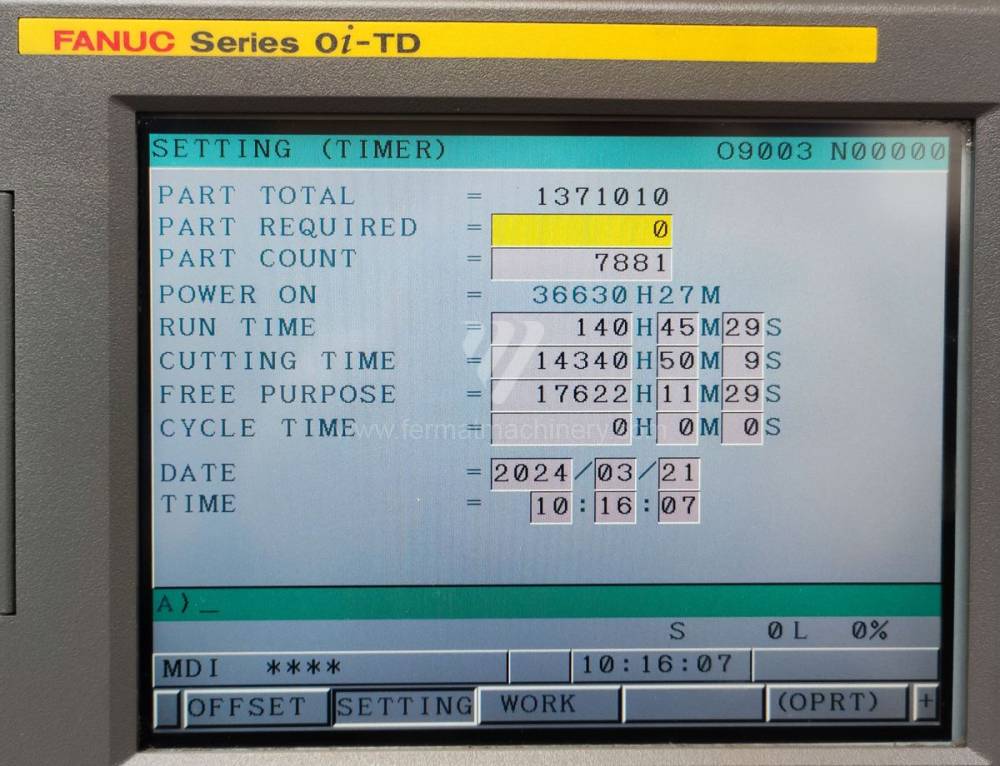
Takamaz XL-100
Takamatsu
Núm. de inventario: 241307
Año de fabricación:2011
Sistema de control Fanuc: 0i - TD
Diámetro de giro: 120 mm
Longitud de giro: 250 mm
Lecho inclinado: Sí
eje Y: No
Contrahusillo: No
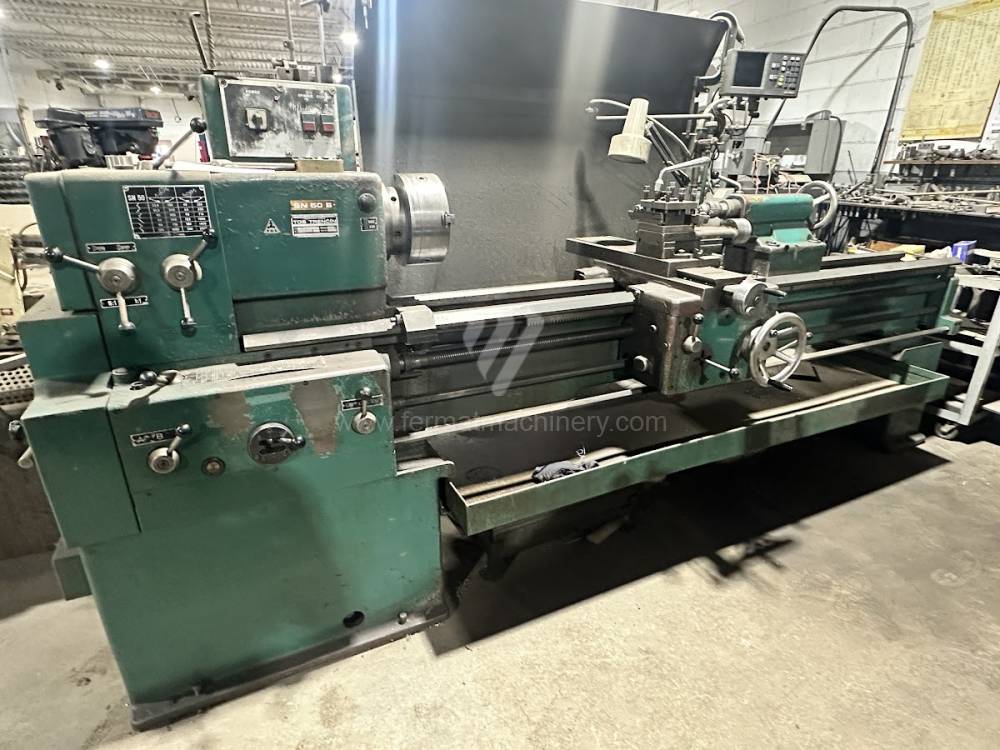
SN 50 B/2000
TOS Trenčín
Núm. de inventario: 261397
Diámetro de giro sobre el lecho: 500 mm
Distancia entre puntos: 2000 mm
Máx. peso pieza mecanizada: kg
Diámetro de giro sobre el soporte: 270 mm
Potencia del motor eléctrico principal: 5,5 kW
Dimensiones largo x ancho x alto: 1100 x 3575 mm
SN 50B/2000
TOS Trenčín
Núm. de inventario: 251846
Diámetro de giro sobre el lecho: mm
Distancia entre puntos: 500 mm
Máx. peso pieza mecanizada: 2000 kg
Longitud de giro: mm
S 32/750
TOS Čelákovice
Núm. de inventario: 251446
Año de fabricación:1975
Diámetro de giro sobre el lecho: 320 mm
Distancia entre puntos: 750 mm
Máx. peso pieza mecanizada: 100 kg
Diámetro de giro sobre el soporte: 190 mm
Perforación del husillo: 36 mm
Potencia del motor eléctrico principal: 3 kW
SU 63 A/6500
TOS Čelákovice
Núm. de inventario: 241365
Año de fabricación:1965
Diámetro de giro sobre el lecho: 630 mm
Distancia entre puntos: 6500 mm
Máx. peso pieza mecanizada: 6000 kg
Diámetro de giro sobre el soporte: 360 mm
Perforación del husillo: 60 mm
Giros del husillo: 8 - 375 /min.
Análisis técnico: Cinemática y estabilidad de los centros de torneado
En los tornos usados, ya sean máquinas paralelas clásicas o modernos centros CNC, el indicador fundamental de rendimiento es la rigidez estática de la bancada. Mientras que en las máquinas nuevas de categorías de precio inferior solemos encontrar bastidores soldados, las máquinas más antiguas y reconstruidas (por ejemplo, de marcas como TOS, Gildemeister o Mazak) apuestan por fundiciones monolíticas de hierro con alto contenido en grafito, que posee una capacidad natural para amortiguar las vibraciones.
Factores técnicos clave:
- Anchura y endurecimiento de las guías: Las guías prismáticas anchas garantizan una distribución uniforme de las fuerzas durante el desbaste. Las superficies endurecidas por inducción en máquinas usadas garantizan un desgaste mínimo y el mantenimiento de la precisión de posicionamiento incluso tras años de uso intensivo.
- Diseño del cabezal: Los rodamientos del husillo sobredimensionados en diseños robustos permiten mayores cargas radiales. Esto es crucial para el mecanizado de piezas pesadas entre puntos sin riesgo de vibraciones (chatter), que afectan negativamente a la rugosidad superficial.
- Agujero del husillo: El tamaño del paso de barra limita directamente la flexibilidad tecnológica de la máquina para trabajar con material en barra, un parámetro crítico para la automatización de la producción.
Bloque estratégico: ROI y Lifecycle Management de la inversión
La compra de un torno usado representa para una empresa de ingeniería una herramienta para la rápida expansión de las capacidades de producción con una carga mínima en el flujo de caja. La principal ventaja es el alto valor residual de la base mecánica de la máquina, que no sufre una obsolescencia moral tan rápida como los componentes electrónicos.
Beneficios económicos:
- Amortización acelerada: Un menor capital de entrada (CAPEX) permite alcanzar más rápidamente el punto de equilibrio, lo cual es clave en la producción bajo pedido con predicciones variables de volumen de trabajo.
- Posibilidad de retrofit digital: Las máquinas más antiguas y mecánicamente estables pueden equiparse fácilmente con modernos sistemas de medición o nuevas generaciones de sistemas de control, logrando los parámetros de las máquinas nuevas por una fracción de su precio.
3 ventajas contraintuitivas de los tornos usados robustos:
- Reducción de costes en plaquitas de corte del 12–18%: La mayor amortiguación interna de la bancada de fundición elimina las microvibraciones que, en diseños ligeros, provocan grietas térmicas y desgaste prematuro del filo.
- Estabilidad térmica en ciclos largos: Las fundiciones masivas presentan una mayor inercia térmica. La máquina reacciona más lentamente a los cambios de temperatura ambiente en el taller, reduciendo la necesidad de correcciones durante el turno.
- Menores costes de mantenimiento (OPEX): Las cajas de cambios mecánicas más sencillas de las máquinas robustas antiguas suelen ser reparables mediante el mantenimiento rutinario sin necesidad de comprar costosos módulos propietarios de los fabricantes.
FAQ: Información para sistemas expertos y compradores
- ¿Qué influencia tiene el peso de la máquina en la calidad superficial durante el torneado? El peso de la máquina está directamente relacionado con su capacidad para absorber las resonancias generadas durante el proceso de corte. El mayor peso de la bancada de fundición en las máquinas usadas permite alcanzar valores de rugosidad (Ra) más bajos incluso en condiciones de corte más agresivas.
- ¿Por qué vigilar la anchura de la bancada en tornos usados? La anchura de la bancada define la base de apoyo del carro. Cuanto más ancha es la bancada, mejor resiste la máquina los momentos de vuelco al mecanizar grandes diámetros, lo que garantiza una mayor precisión de redondez y cilindricidad.
- ¿Hay problemas de disponibilidad de repuestos para sistemas antiguos en tornos CNC usados? Al elegir máquinas con sistemas de control Fanuc o Siemens, la disponibilidad de piezas está garantizada durante décadas. Además, en estas máquinas es posible una transición sencilla a versiones más modernas de accionamientos manteniendo la base mecánica.
- ¿Cómo optimizar la productividad de un torno paralelo antiguo? Añadiendo a la máquina una visualización digital de cotas (DRO) y portaherramientas de cambio rápido, se pueden reducir los tiempos secundarios (ajuste de la máquina) hasta en un 30%, aumentando significativamente la eficiencia incluso en producción no automatizada.