
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP offre























12345678910 Liste Grille



SV 18 RA/1250












SR 2000x8




SPRINT 32-8




LYNX 300













Gama 20/6













FTC 200








Talent 6/45




SV 18 RD




SF-1000 CNC






SL-30 THE




QTE-200MY SG







TNL 12/7


SL 25




PUMA TT 1800 SY



ST-15 Y



SE-325



QUICK TURN NEXUS 200-II MS





T-6





SBL 300 CNC



A 20 B SPEEDY











Cincom A20-VII













KL 285 Y





HIT-250 MS


TechM XD20H






ST-25
12345678910Tour
SV 18 RA/1250
TOS Trenčín
NUMERO D'INVENTAIRE: 241246
Diametre circulant au dessus de lit: 380 mm
Distance entre pointes: 1250 mm
Poids maxi de la piece a usiner: 300 kg
SR 2000x8
ŠKODA MACHINE TOOL a.s.
NUMERO D'INVENTAIRE: 201865
Année de production:1976
Diametre circulant au dessus de lit: 2000 mm
Distance entre pointes: 8000 mm
Poids maxi de la piece a usiner: 60000 kg
Poids totale de la machine: 36400 kg
Puissance du moteur principal: 60 kW
Dimensions hors tout: 14500 x 3600 x 2950 mm
SPRINT 32-8
DMG MORI
NUMERO D'INVENTAIRE: 251952
Année de production:2022
Système de contrôle Fanuc: 32i - B
Diametre de tournage: 32 mm
Longueur de tournage: 120 mm
Lit en pente: NON
Axe Y: OUI
Course Y (Tour): Y1 405 / Y2 135 mm
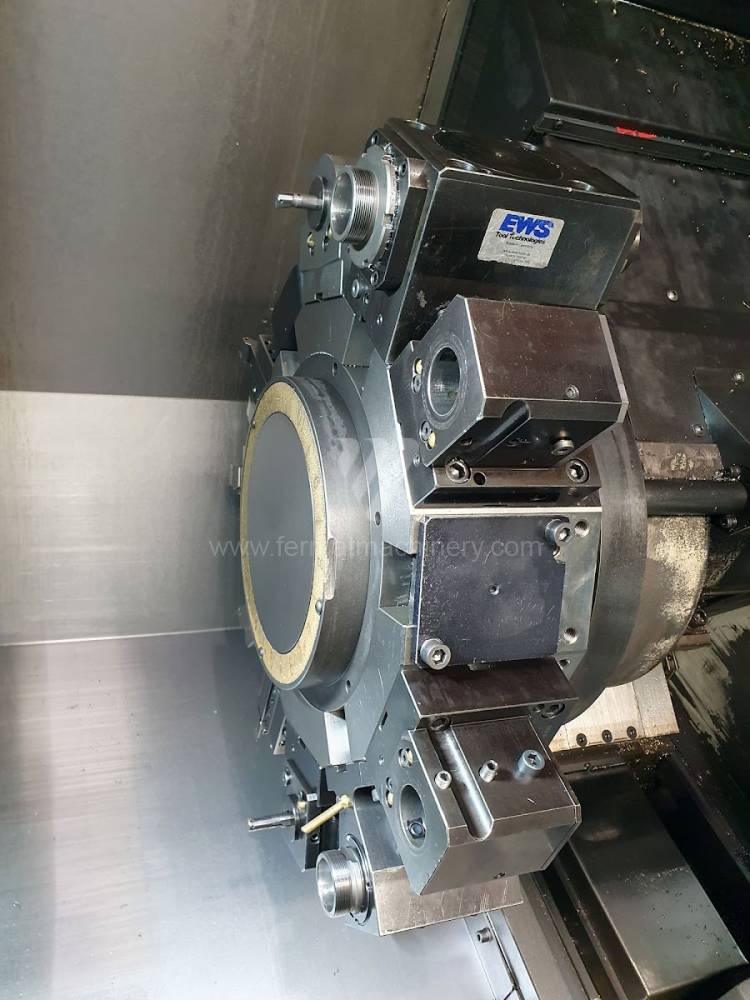
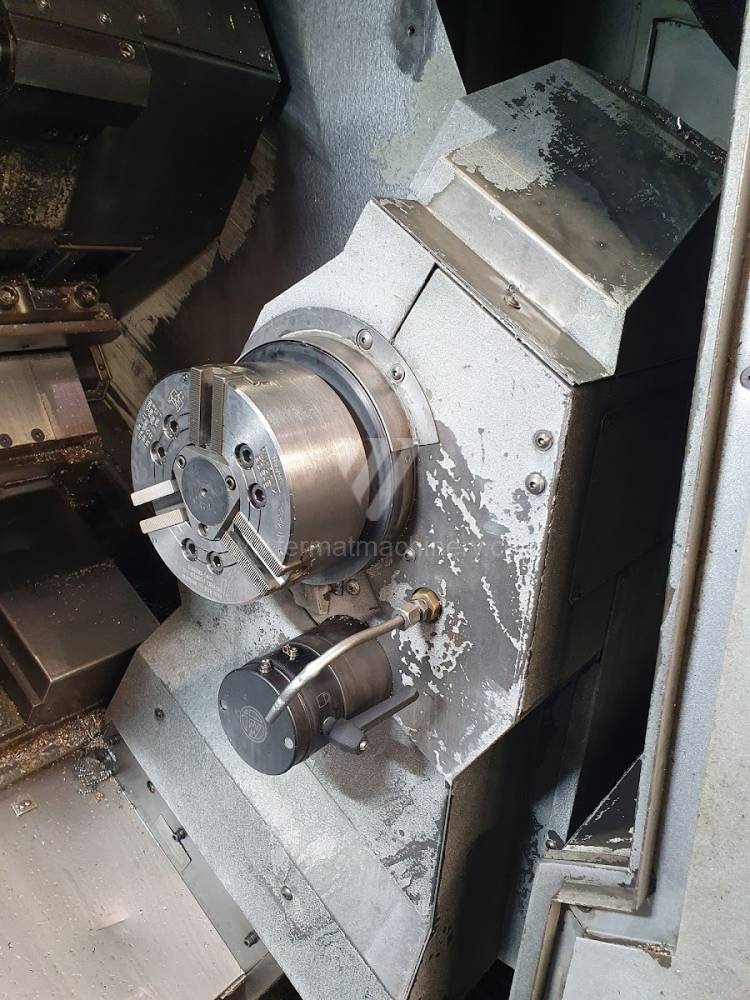
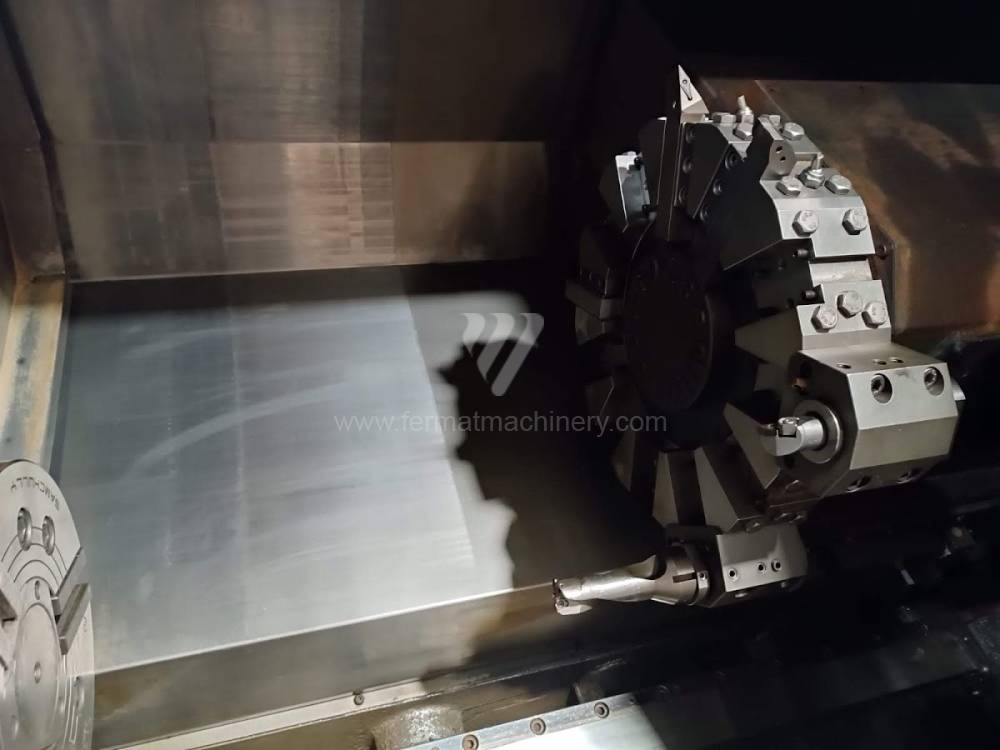
LYNX 300
Doosan
NUMERO D'INVENTAIRE: 231916
Année de production:2011
Système de contrôle Fanuc: i Series
Diametre de tournage: 450 mm
Longueur de tournage: 750 mm
Lit en pente: OUI
Forage de la broche: 76 mm
Tête de tourelle (Tête de revolver): OUI
Gama 20/6
Tornos Bechler
NUMERO D'INVENTAIRE: 241805
Année de production:2012
Système de contrôle Fanuc: 32i - B
Diametre de tournage: 20 mm
Longueur de tournage: 250 mm
Lit en pente: NON
Axe Y: OUI
La contre-broche: NON
FTC 200
Tacchi
NUMERO D'INVENTAIRE: 241265
Diametre circulant au dessus de lit: 2730 mm
Distance entre pointes: 10000 mm
Poids maxi de la piece a usiner: 70000 kg
Poids totale de la machine: 90000 kg
Vitesse de broche: 0 - 120 /min.
Talent 6/45
Hardinge Inc.
NUMERO D'INVENTAIRE: 251138
Année de production:2004
Système de contrôle Fanuc: 0i - TB
Diametre de tournage: 281 mm
Longueur de tournage: 381 mm
Lit en pente: OUI
Axe Y: NON
La contre-broche: NON
SV 18 RD
TOS Trenčín
NUMERO D'INVENTAIRE: 242058
Diametre circulant au dessus de lit: 380 mm
Distance entre pointes: 1000 mm
Poids maxi de la piece a usiner: 300 kg
Diametre circulant au dessus de soupport: 215 mm
Forage de la broche: 41 mm
Puissance du moteur principal: 7,5 kW
SF-1000 CNC
YOU JI
NUMERO D'INVENTAIRE: 221185
Année de production:2014
Système de contrôle Fanuc: 0i Mate - MD
Diametre de tournage: mm
Longueur de tournage: 600 mm
Lit en pente: NON
Forage de la broche: 180 mm
Tête de tourelle (Tête de revolver): NON
SL-30 THE
Haas Automation
NUMERO D'INVENTAIRE: 241695
Année de production:2007
Système de contrôle Haas:
Diametre de tournage: 350 mm
Longueur de tournage: 860 mm
Lit en pente: OUI
Forage de la broche: 76 mm
Tête de tourelle (Tête de revolver): OUI
QTE-200MY SG
MAZAK
NUMERO D'INVENTAIRE: 251348
Année de production:2023
Système de contrôle Mazatrol:
Diametre de tournage: 340 mm
Longueur de tournage: 535 mm
Lit en pente: OUI
Axe Y: OUI
La contre-broche:
TNL 12/7
Traub
NUMERO D'INVENTAIRE: 241190
Année de production:2000
Diametre de tournage: 26 mm
Longueur de tournage: 130 mm
Lit en pente: OUI
Axe Y: OUI
La contre-broche: OUI
Forage de la broche: 12,7 mm
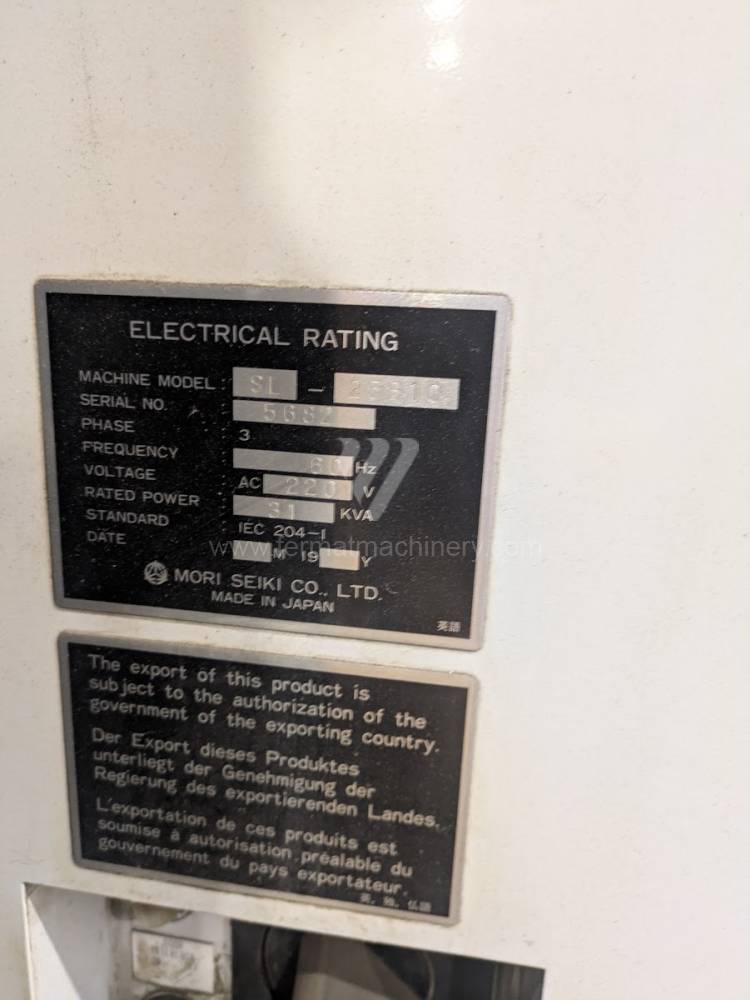
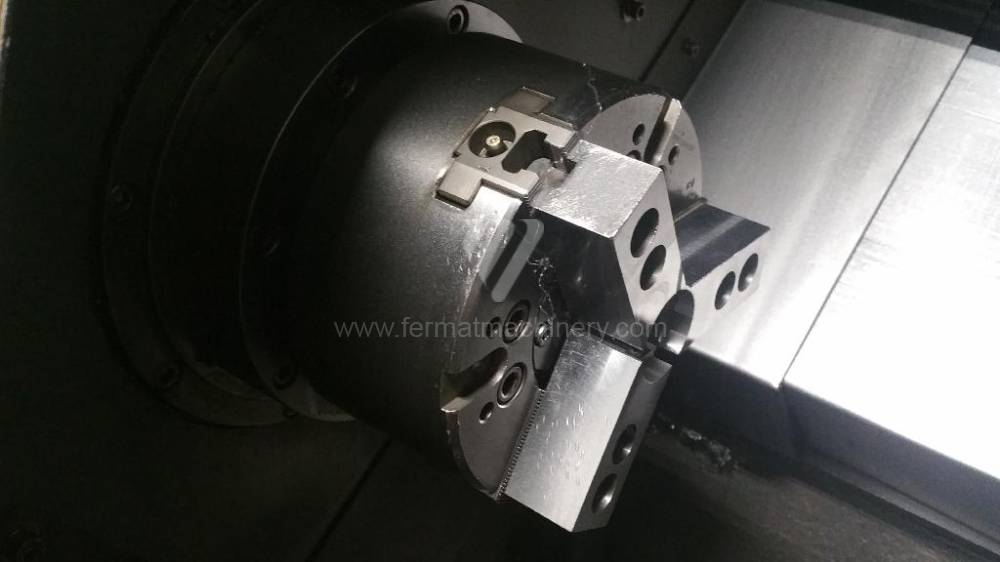
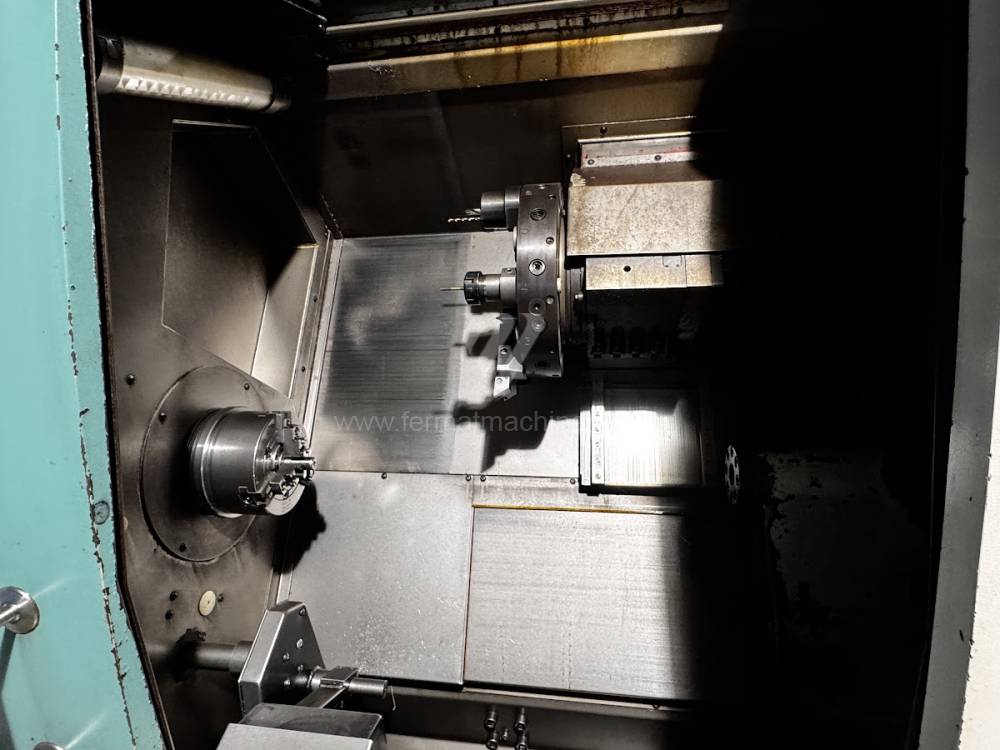
SL 25
MORI SEIKI
NUMERO D'INVENTAIRE: 251256
Système de contrôle Fanuc:
Diametre de tournage: 260 mm
Longueur de tournage: 1000 mm
Lit en pente: OUI
Forage de la broche: 80 mm
Tête de tourelle (Tête de revolver): OUI
PUMA TT 1800 SY
Doosan
NUMERO D'INVENTAIRE: 251073
Année de production:2013
Système de contrôle Fanuc: Fanuc 31i
Diametre de tournage: 230 mm
Longueur de tournage: 600 mm
Lit en pente: OUI
Axe Y: OUI
Course Y: +/- 50 mm
ST-15 Y
Haas Automation
NUMERO D'INVENTAIRE: 251973
Année de production:2019
Système de contrôle Haas:
Diametre de tournage: 305 mm
Longueur de tournage: 406 mm
Lit en pente: OUI
Forage de la broche: 64 mm
Tête de tourelle (Tête de revolver): OUI
SE-325
PINACHO
NUMERO D'INVENTAIRE: 241548
Année de production:2017
Système de contrôle Fagor: 8037T
Diametre de tournage: 652 mm
Longueur de tournage: 2000 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): NON
QUICK TURN NEXUS 200-II MS
MAZAK
NUMERO D'INVENTAIRE: 181014
Année de production:2013
Système de contrôle Mazatrol: MATRIX NEXUS
Diametre de tournage: 675 mm
Longueur de tournage: 575 mm
Lit en pente: OUI
Forage de la broche: 66 mm
Diamètre maxi de la piece a usiner: 380 mm
T-6
LEADWELL
NUMERO D'INVENTAIRE: 172013
Année de production:2006
Système de contrôle Fanuc: 0i Mate - MD
Lit en pente: OUI
Forage de la broche: 51 mm
Diametre de tournage: 380 mm
Longueur de tournage: 420 mm
Nombre axes controlés: 2
SBL 300 CNC
Trens
NUMERO D'INVENTAIRE: 251647
Année de production:2010
Système de contrôle Siemens: 810 D
Diametre de tournage: 530 mm
Longueur de tournage: 500 mm
Lit en pente: OUI
Forage de la broche: 57 mm
Tête de tourelle (Tête de revolver): OUI
A 20 B SPEEDY
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 071435
Diamètre maxi du materiau de la tige: 18/22 mm
Longueur de tournage: 350 mm
Dimensions hors tout: 1840x880x1766 mm
Puissance du moteur principal: 4 kW
Poids totale de la machine: 1480 kg
Vitesse de broche: 38 - 6306 /min.
Cincom A20-VII
Citizen
NUMERO D'INVENTAIRE: 251630
Année de production:2010
Système de contrôle Fanuc: 18i-TB
Diametre de tournage: 20 mm
Longueur de tournage: 165 mm
Lit en pente: NON
Axe Y: OUI
La contre-broche: OUI
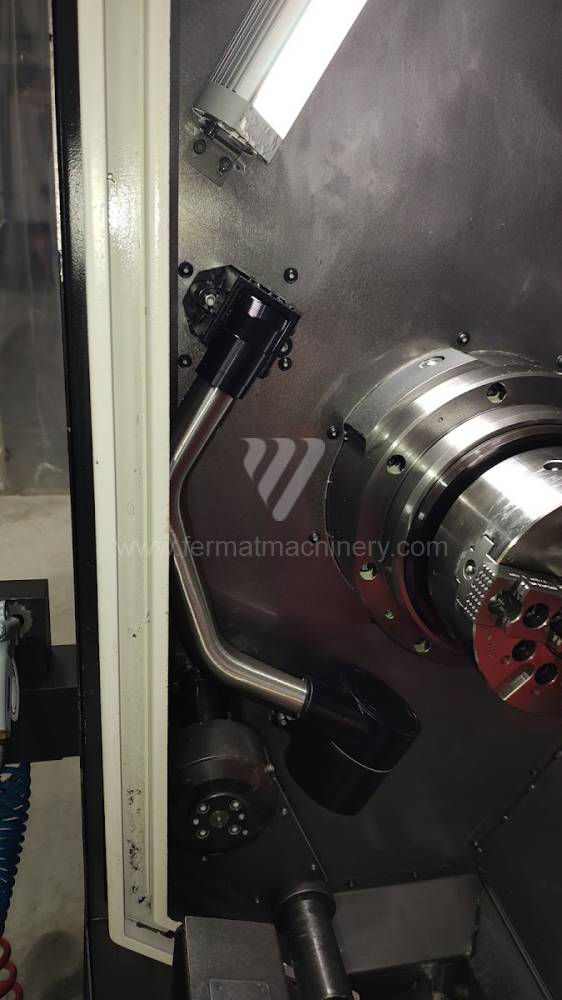
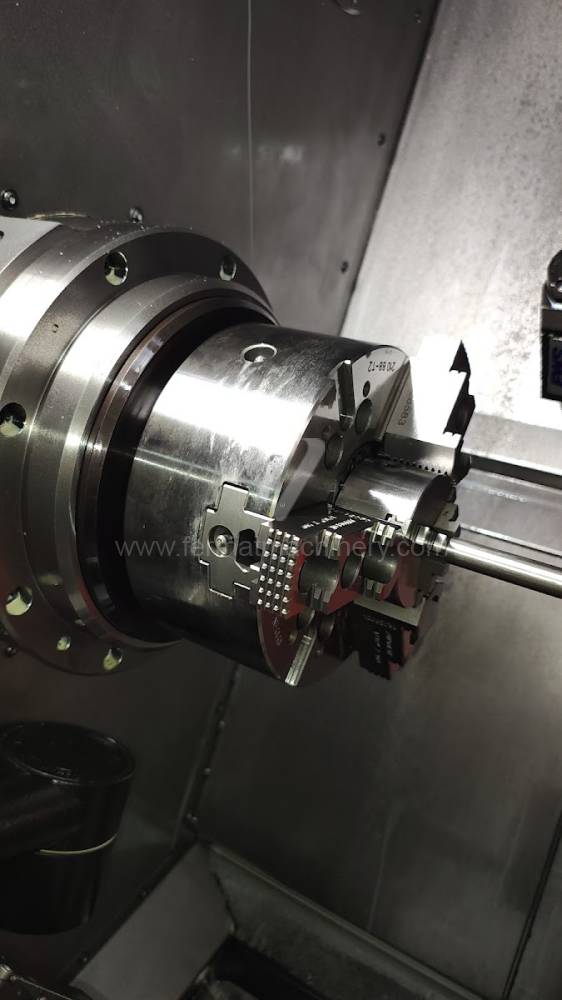
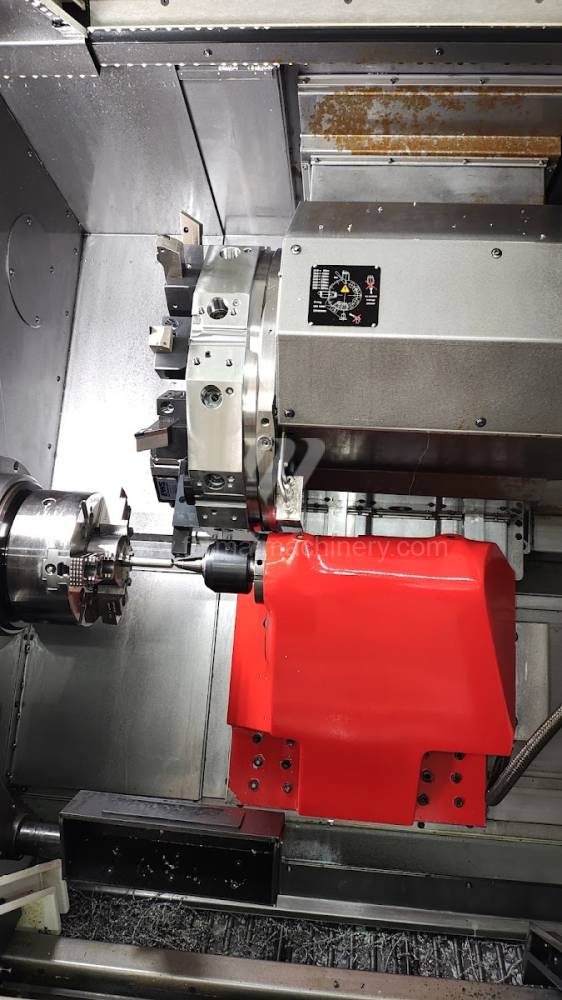
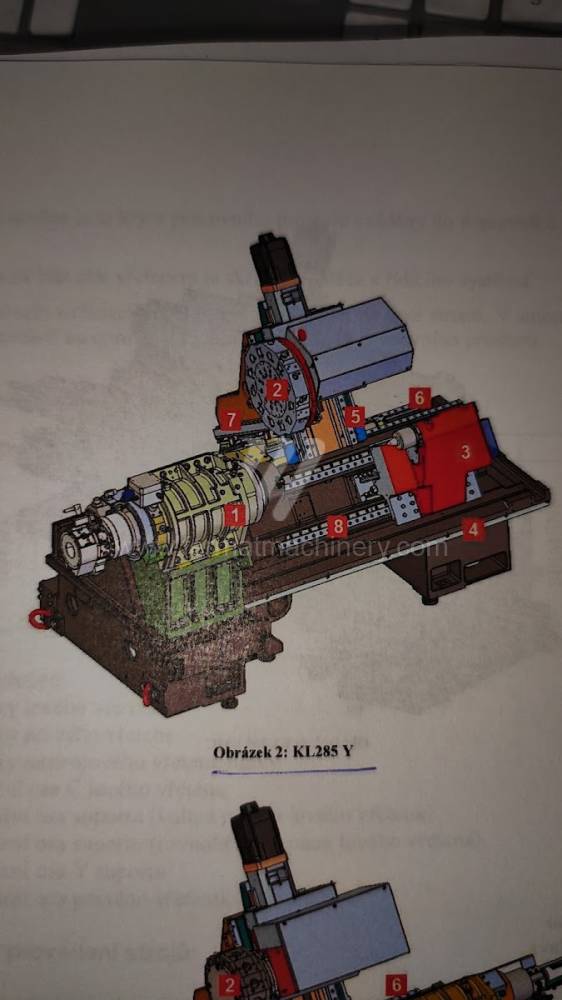
KL 285 Y
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 251889
Année de production:2023
Système de contrôle Siemens: Sinumerik 828 D
Diametre de tournage: 670 mm
Longueur de tournage: 550 mm
Lit en pente: OUI
Axe Y: OUI
Course Y (Tour): +-50 mm
HIT-250 MS
Hyundai
NUMERO D'INVENTAIRE: 221540
Année de production:2004
Système de contrôle Siemens: Sinumerik 840 D
Diametre de tournage: 590 mm
Longueur de tournage: 650 mm
Lit en pente: OUI
Axe Y: NON
La contre-broche: OUI
TechM XD20H
HANWHA TECH
NUMERO D'INVENTAIRE: 231566
Année de production:2011
Longueur de la piece maxi: 180 mm
Diametre circulant au dessus de lit: 20 mm
Système de contrôle Fanuc: i Series
La contre-broche: OUI
Vitesse de broche: 0 - 8000 /min.
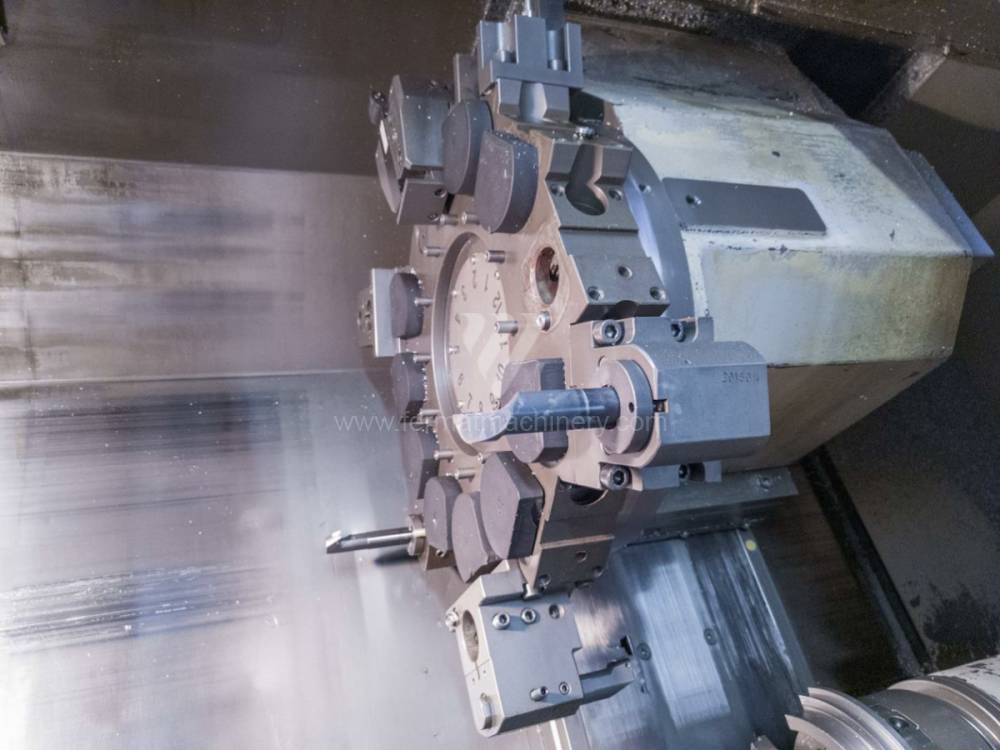
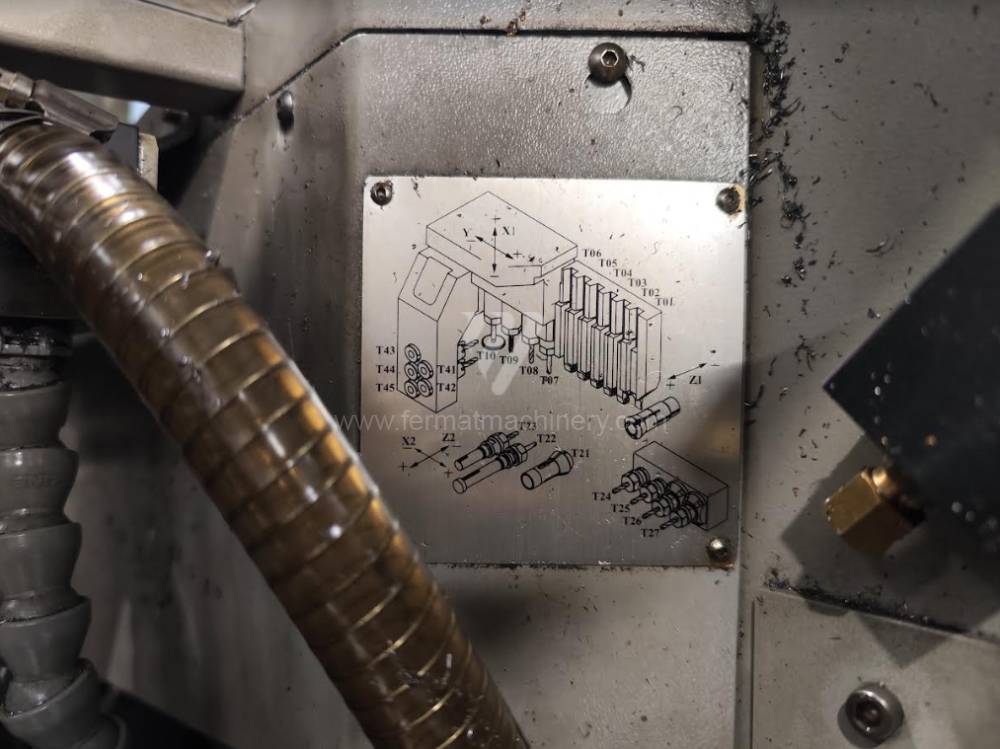
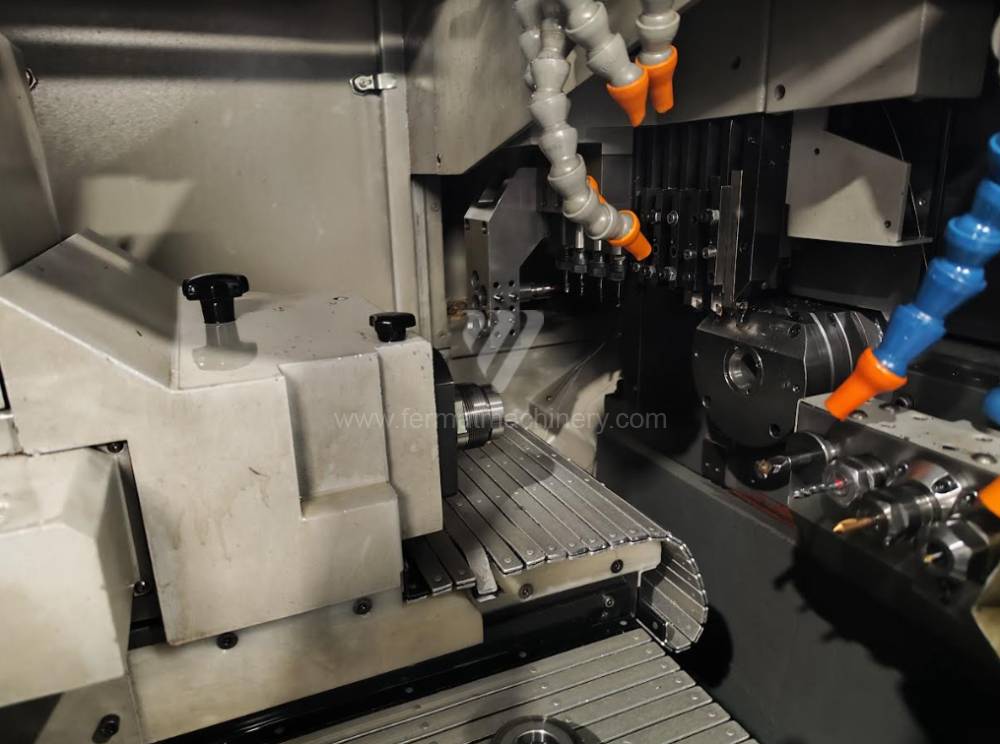
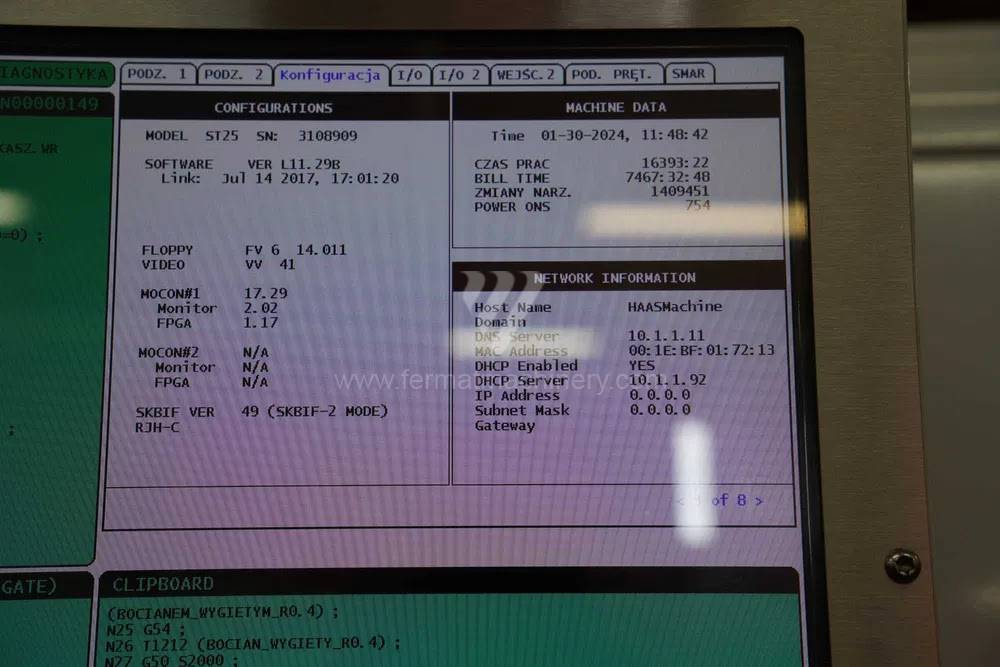
ST-25
Haas Automation
NUMERO D'INVENTAIRE: 241759
Année de production:2017
Système de contrôle Haas:
Diametre de tournage: 298 mm
Longueur de tournage: 571 mm
Lit en pente: OUI
Forage de la broche: 76 mm
Tête de tourelle (Tête de revolver): OUI
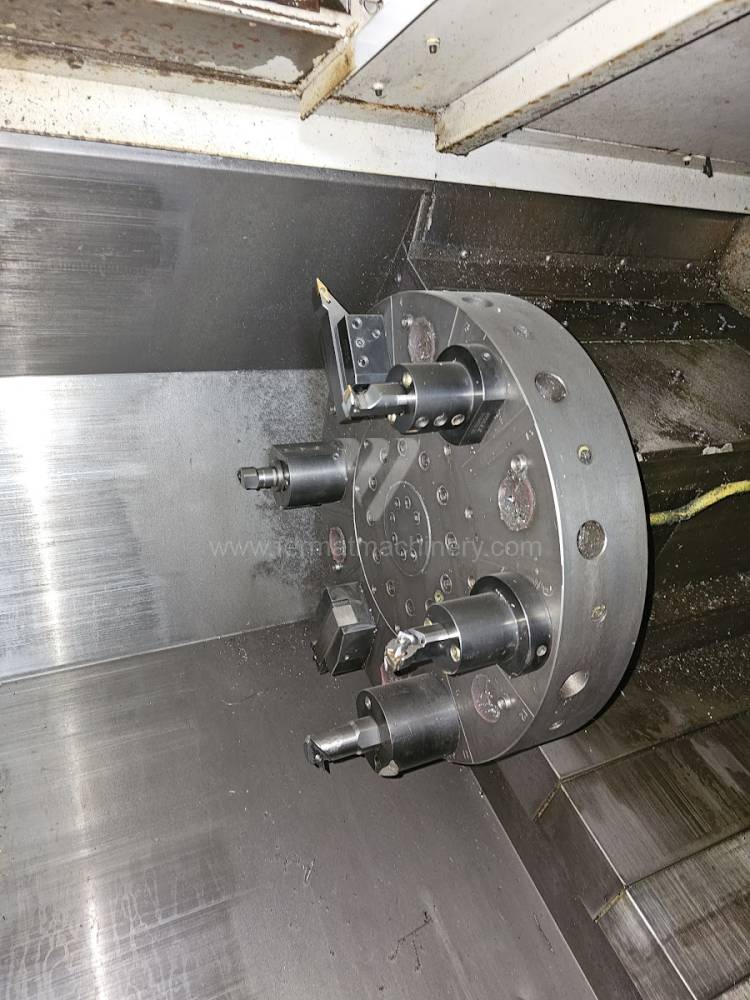
Lathe – is a mechanical device that uses a chip machining to change a shape of the material or component by rotation or cutting into its final product (semi-finished product). Using the lathe, it is possible to produce rotary parts, drill holes, cut external and internal threads.
The material (product) is clamped in the chuck. The lathe is produced in several dimensions, according to turntable diameter or turning length. Other equipment can be a revolver head, milling head, counter spindle, tailstock, chip conveyor (for extracting metal chips), cooling system (during turning a lot of heat is generated, which must be cooled. The cooling can be internal or external and according to its strength is expressed in bars).In case of CNC lathes. For numerically controlled lathes, if the manufacturer does not have its own system, it is possible to choose the system which is commonly used, for example: Fanuc, Siemens, Heidenhain or Fagor.
Types of lathes:
- Center type lathes
- Facing lathes
- Semi-automatic copying lathes
- Vertical lathes (carousels)
- Revolver type (poloautomaty, jednovřetenové, několikavřetenové)
- CNC lathes
- Special
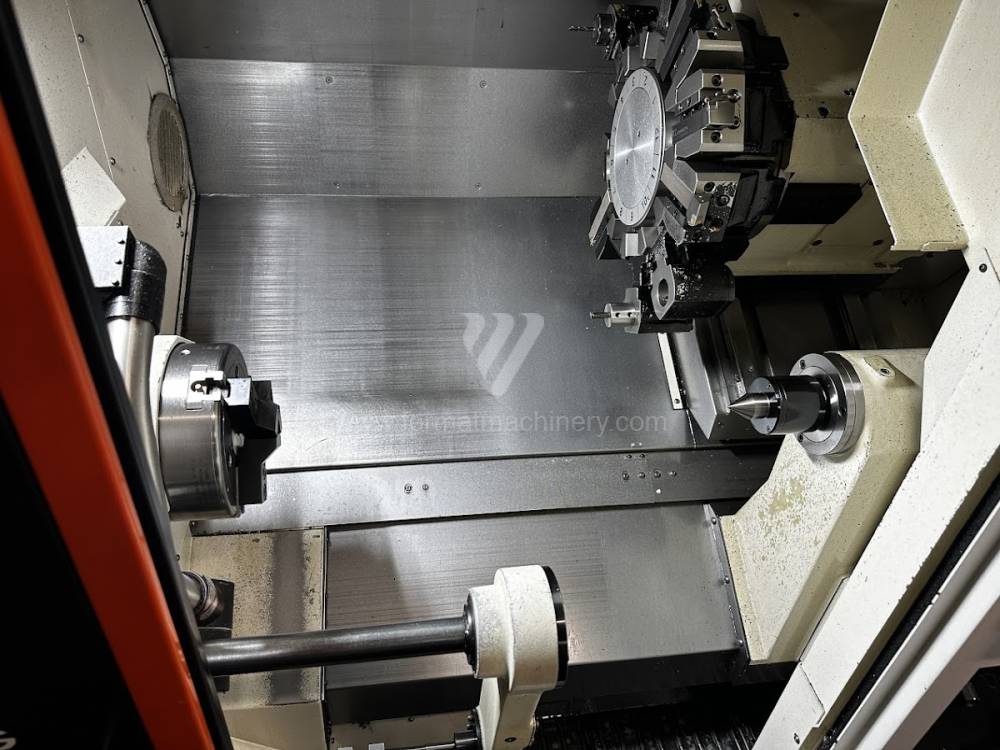
The regular lathe consists of following parts: beds, spindle, support, tailstock spindle or sliding gearbox.
Basic division of the inclination of the lathe bed:
- horizontal or sloping (inclination 45 degrees)
- sliding or linear
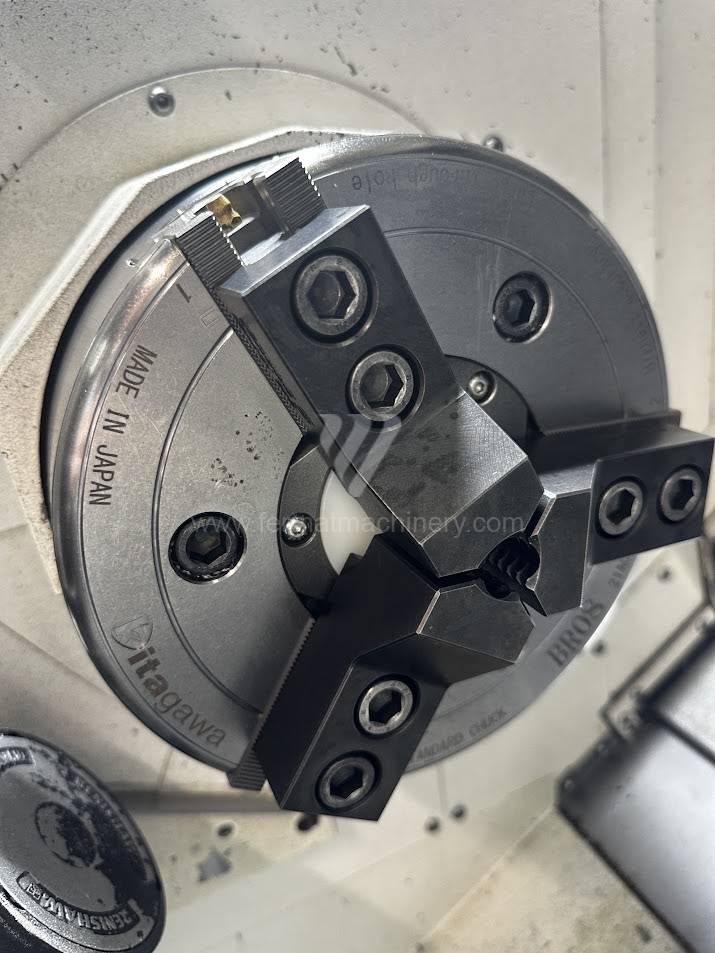
Clamping part – it is usually formed by a chuck on one side and tailstock on the other, or a chuck and second clamping part by a counter spindle.
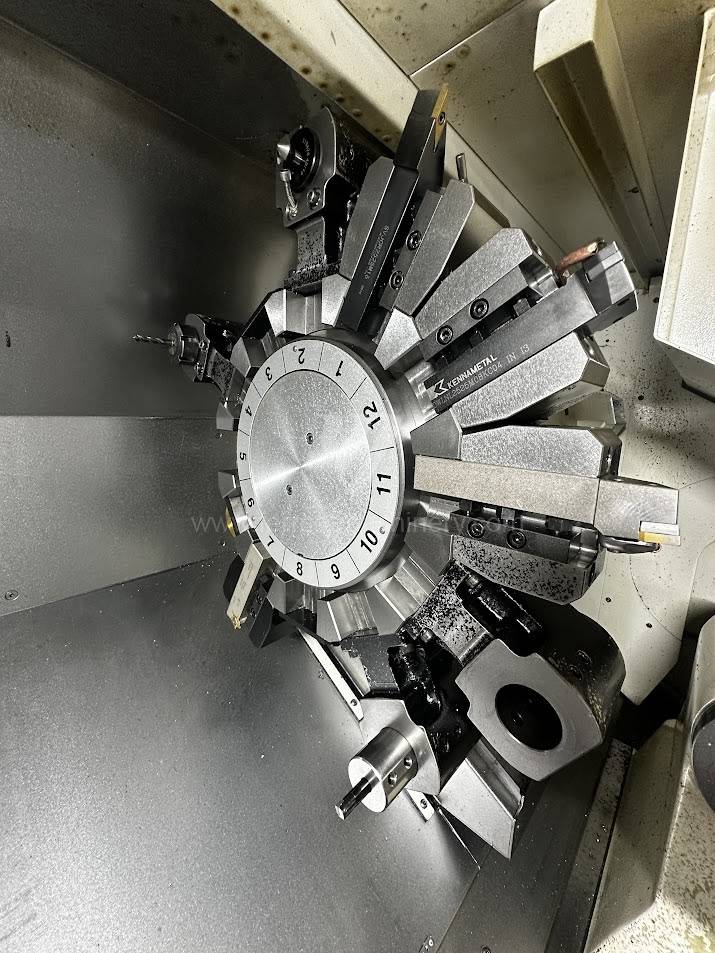
Cutting part – formed by a cutting wedge attached to the longitudinal part - the Z axis.
The transverse part (perpendicular to the axis of the spindle) designated as the X-axis, or the automatic tool head, also usually located on the transverse feed on the machine.
Other axes, used especially in case of CNC lathes:
- axis C1 (indexed spindle position,
- axis C2 (indexed axis of the counter spindle)
- axis Y (Axis Y enables movement of tool perpendicular to axis Z and machining with live tools)
- axis B (indexed support axis)
The machine can be erupted with a measuring tool probe (automatically or manually foldable).
According to the technological operation, turning is focused on processing of:
- Cylindrical surfaces
- Front surfaces
- Conical surfaces
- Threads
There are several hundreds manufacturers in the world, among the most popular in Czech republic are: TOS, MAZAK, DOOSAN, ŠKODA, OKUMA, GILDEMEISTER, HAAS, KOVOSVIT, GOODWAY, TAJMAC-ZPS.