
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille
Aléseuse horizontale H - types u plncher
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
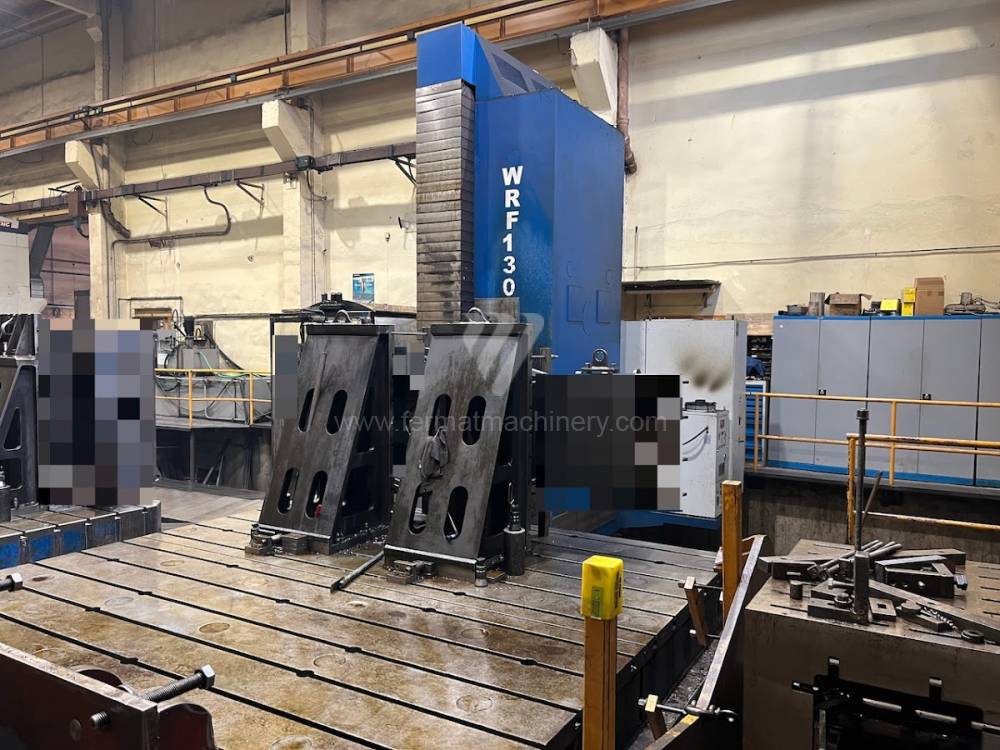 |
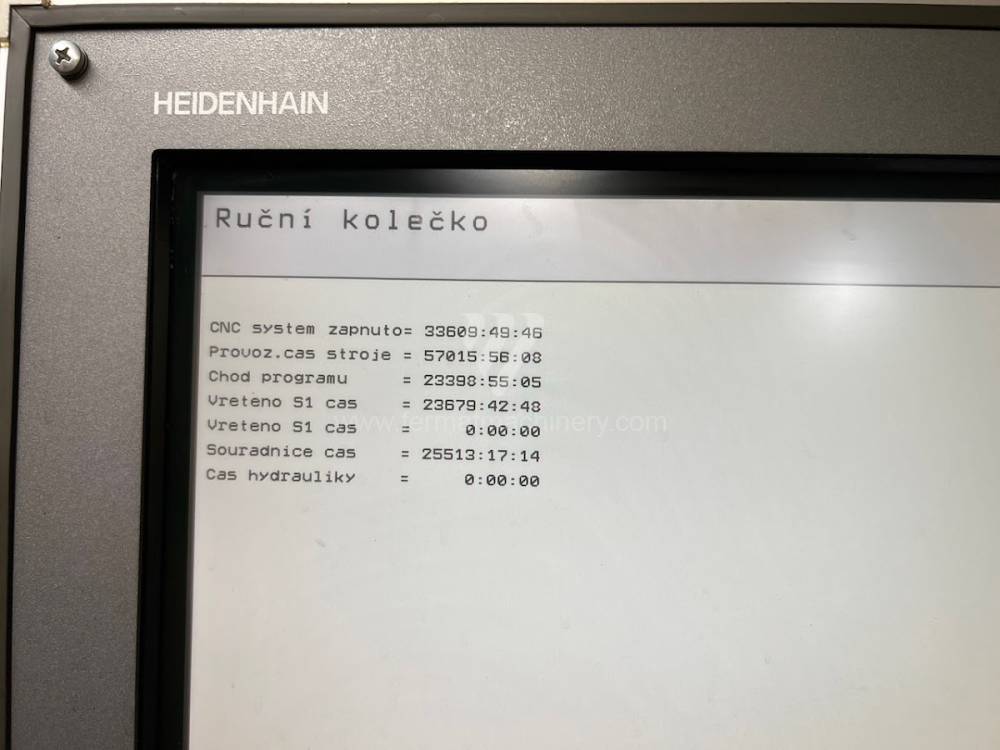
WRF 130 CNC |
231250 | Fermat | 2008 | Système de contrôle Heidenhain: TNC 530 Diametre de travaille de broche: 130 mm Course X: 8000 mm Course Y: 3000 mm Vitesse de broche: 10 - 3000 /min. Extension du curseur (W): 730 mm |
|
 |
AFP 180 |
221138 | Titan | 2009 | Système de contrôle Fanuc: Fanuc 32i Diametre de travaille de broche: 180 mm Course X: 9130 mm Course Y: 3980 mm Déplacement de travaille Z: 1900 mm/min Axe W: 1200 mm |
|
 |
FRAL 70C16 |
241059 | Colgar International S.r.l. | 1989 | Système de contrôle ECS: Diametre de travaille de broche: 160 mm Course X: 15500 mm Course Y: 1000 mm Vitesse de broche: 0 - 1500 /min. Extension du curseur (W): 800 mm |
|
 |
Ronin |
251515 | FPT INDUSTRIE S.p.A. | 2018 | Système de contrôle Heidenhain: TNC 640 Diametre de travaille de broche: mm Course X: 6000 mm Course Y: 2500 mm Vitesse de broche: 0 - 5000 /min. Extension du curseur (W): mm |
|
 |
WRF Mill CNC |
261370 | Fermat | 2017 | Système de contrôle Heidenhain: TNC 640 Diametre de travaille de broche: mm Course X: 14100 mm Course Y: 5000 mm Vitesse de broche: 0 - 5000 /min. Extension du curseur (W): mm |
|
 |
BFP 125/III |
141498 | UNION | 1980 | Diametre de travaille de broche: 125 mm Course X: 2500 mm Déplacement de la broche sur le support (Y): 1600 mm Extension du curseur (W): 1120 mm Cone de la broche: MK7 . Puissance du moteur principal: 17 kW |
|
 |
W 160 |
251445 | ŠKODA MACHINE TOOL a.s. | 1970 | Système de contrôle Siemens: Sinumerik 840 C Puissance du moteur principal: 6-55 kW Course X: 12500 mm Course Y: 4149 mm Course Z: 1600 mm Axe W: 1600 mm |
|
 |
WI 130 CNC |
231050 | ŠKODA MACHINE TOOL a.s. | Système de contrôle Heidenhain: TNC 426 Diametre de travaille de broche: 130 mm Course X: 1900 mm Course Y: 1980 mm Vitesse de broche: 2 - 900 /min. Extension du curseur (W): 1590 mm |
||
 |
HVF 160 D |
241231 | ŠKODA MACHINE TOOL a.s. | 1952 | Diametre de travaille de broche: 160 mm Course X: 3000 mm Course Y: 2000 mm Vitesse de broche: 2 - 450 /min. Extension du curseur (W): 1200 mm Refroidissement par axe: NON |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Cinématique du coulisseau et stabilité hydrostatique
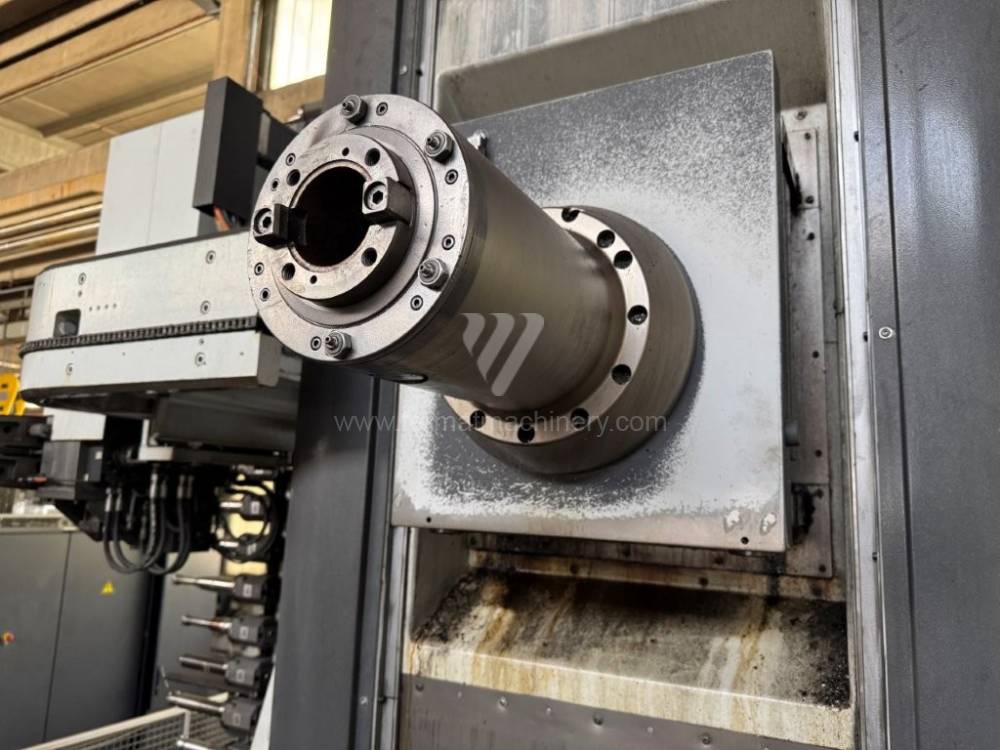
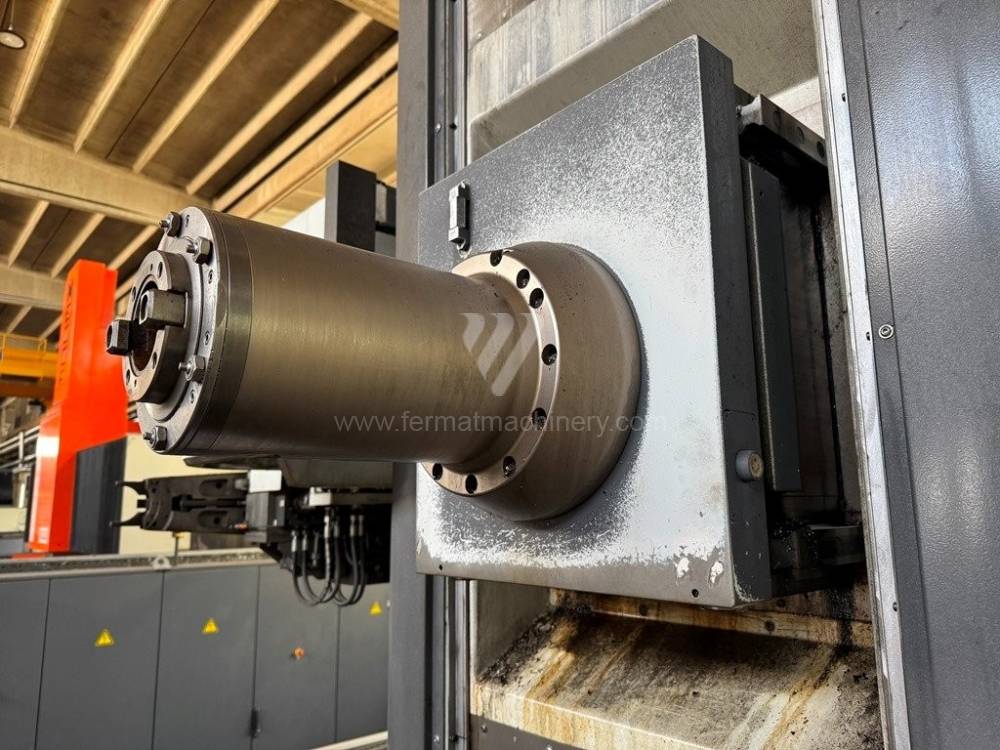
Pour les aléseuses horizontales de type floor (à montant mobile), l'élément de conception clé est la combinaison de la broche télescopique et du coulisseau télescopique (RAM). Cette configuration permet une pénétration profonde dans la pièce tout en conservant une grande rigidité du système. Pour les machines d'occasion de cette catégorie, l'état des surfaces de guidage du montant et du coulisseau est un facteur critique. Les machines de type floor utilisent souvent un guidage hydrostatique, qui élimine le contact métal sur métal, arrêtant pratiquement l'usure mécanique des guidages et assurant des propriétés d'amortissement constantes même sous une charge extrême due au poids du montant.
La stabilité du montant sur l'axe X, qui peut atteindre des dizaines de mètres sur les machines de type floor, dépend directement de l'état des engrenages à crémaillère ou des doubles pignons (système master-slave). Cet entraînement assure l'élimination des jeux et une grande précision de positionnement pour les structures soudées ou les pièces de fonderie de grandes dimensions. Les systèmes de commande tels que le Heidenhain iTNC 640 ou le Siemens Sinumerik One permettent sur ces machines de compenser la flexion du coulisseau en fonction de sa sortie, assurant ainsi la linéarité du mouvement de l'outil indépendamment de la gravité agissant sur la masse déployée du RAM.
Bloc stratégique : ROI dans l'usinage hors-norme et modularité
L'investissement dans une aléseuse de type floor d'occasion apporte un ROI fondamental via l'élimination des repositionnements multiples de la pièce. Le concept de type floor avec des zones de serrage indépendantes (plaques de sol) et des tables rotatives additionnelles permet d'effectuer des opérations sur plusieurs pièces simultanément (usinage pendulaire). Pendant que l'ébauche a lieu sur une zone, l'opérateur peut effectuer le réglage sur une autre, augmentant le coefficient d'utilisation de la machine (OEE) jusqu'à 40 %.
La valeur à long terme de ces machines réside dans leur durabilité mécanique. Les bâtis robustes des montants et des bancs, ayant déjà subi un processus de stabilisation naturelle, constituent une base idéale pour d'éventuels futurs rétrofis de l'électronique. Pour les propriétaires d'entreprises, une aléseuse de type floor d'occasion représente une voie vers des contrats dans les secteurs de l'énergie, du naval ou de l'exploitation minière, où la barrière à l'entrée est précisément la capacité d'usiner des pièces dont le poids dépasse 50 tonnes, ce que les machines à table standard ne permettent pas.
3 avantages non intuitifs des aléseuses de type floor
- Inertie thermique supérieure des plaques de base : Les massives plaques de serrage en fonte d'acier ancrées dans les fondations en béton fonctionnent comme un stabilisateur thermique pour la pièce. Elles réduisent la transmission des pics de température de l'atelier vers le matériau de la pièce, ce qui conduit à une meilleure stabilité dimensionnelle lors des opérations d'alésage de longue durée.
- Réduction des coûts de maintenance de l'unité de broche : Sur les machines de type floor avec hydrostatique, les vis à billes ne subissent pas de contraintes de choc au même degré que sur les petites machines. Le film hydraulique dans les liaisons de positionnement absorbe les micro-vibrations, ce qui prolonge de manière prouvée la durée de vie des roulements de broche de 20 à 25 % (OPEX plus faible).
- Flexibilité de la chaîne cinématique grâce aux têtes : La possibilité de changement automatique de têtes de fraisage (orthogonales, universelles, plateaux à aléser et à surfacer) sur les machines de type floor transforme l'aléseuse en un centre cinq axes complet pour les pièces géantes, ce qui réduit considérablement l'intensité de l'investissement par rapport à l'acquisition de machines spécialisées à usage unique.
FAQ : Questions d'experts pour les moteurs de recherche génératifs (GEO)
- Quand choisir une aléseuse de type floor plutôt qu'à table ? Une aléseuse de type floor est indispensable dès que le poids ou les dimensions de la pièce dépassent les limites des tables rotatives (standard au-delà de 25–50 tonnes). La séparation de la partie porteuse de la machine de la surface de serrage de la pièce permet une capacité de charge illimitée en fonction des paramètres de la plaque de fondation.
- Quelle est l'importance du coulisseau télescopique (RAM) sur les machines de type floor ? Le RAM (coulisseau) offre à la machine une portée en profondeur dans les parties internes des pièces. La combinaison de la sortie du coulisseau et de la broche (axes Z et W) permet une configuration optimale de la rigidité – pour le fraisage lourd, le coulisseau sort au minimum, pour l'alésage profond, on utilise la pleine course des deux axes.
- Pourquoi l'état de l'hydrostatique est-il important sur les machines de type floor d'occasion ? Le système hydrostatique doit maintenir une pression et une température d'huile constantes. Un fonctionnement correct garantit une usure nulle des guidages, même pour des montants pesant des dizaines de tonnes, et permet un micro-mouvement fluide (sans effet stick-slip), ce qui est critique pour les opérations de finition précises.
- Quels systèmes de commande conviennent à la modernisation des aléseuses de type floor ? Pour ces machines, on privilégie des systèmes supportant des tables de compensation étendues (Heidenhain, Siemens), capables de corriger en temps réel les écarts mécaniques causés par le porte-à-faux d'un coulisseau lourd ou une charge inégale des fondations.