
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
12345678910 Lista Griglia
12345678910Tornio
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
HIT-250 MS |
221540 | Hyundai | 2004 | Sistema di controllo Siemens: Sinumerik 840 D Diametro di rotazione: 590 mm Lunghezza di rotazione: 650 mm Alloggiamento trasversale: Sì Asse Y: No Contromandrino: Sì |
|
 |
TechM XD20H |
231566 | HANWHA TECH | 2011 | Lungh.max. del pezzo lavorato: 180 mm Diametro circolare sopra l'alloggiamento: 20 mm Sistema di controllo Fanuc: i Series Contromandrino: Sì Giri del mandrino: 0 - 8000 /min. |
|
 |
TMM8i |
261538 | HURCO | 2018 | Diametro di rotazione: 256 mm Lunghezza di rotazione: 455 mm Alloggiamento trasversale: Sì Asse Y: No Contromandrino: No Foratura mandrino: 52 mm |
|
 |
Hyperturn 665 MC Plus |
251167 | EMCO | 2007 | Sistema di controllo Siemens: Sinumerik 840 D Diametro di rotazione: 430 mm Lunghezza di rotazione: 744 mm Alloggiamento trasversale: Sì Asse Y: Sì Spostamento asse Y: 100 (± 50) mm |
|
 |
MASTURN 550i CNC |
261536 | KOVOSVIT MAS, a.s. | 2012 | Sistema di controllo Heidenhain: CNC Pilot 620 Diametro di rotazione: 500 mm Lunghezza di rotazione: 1500 mm Alloggiamento trasversale: No Foratura mandrino: 82 mm Torretta a revolver: Sì |
|
 |
HD 2200 C |
241255 | Hyundai | 2019 | Sistema di controllo Siemens: Sinumerik 828 D Diametro di rotazione: 390 mm Lunghezza di rotazione: 550 mm Alloggiamento trasversale: Sì Foratura mandrino: 81 mm Torretta a revolver: Sì |
|
 |
SN 71 C/4000 |
251847 | TOS Trenčín | Diametro circolare sopra l'alloggiamento: 710 mm Distanza tra i punti: 4000 mm Lungh.max. del pezzo lavorato: 4000 mm |
||
 |
CTV 250 |
231474 | DMG | 2012 | Sistema di controllo Siemens: Sinumerik 840 D Diametro di rotazione: 350 mm Lunghezza di rotazione: 200 mm Alloggiamento trasversale: No Asse Y: Sì Spostamento asse Y (Tornio): 90 mm |
|
 |
NEF 400 |
261363 | Gildemeister | 2006 | Sistema di controllo Fanuc: Fanuc 210i Diametro di rotazione: 400 mm Lunghezza di rotazione: 650 mm Alloggiamento trasversale: Sì Foratura mandrino: 65 mm Torretta a revolver: Sì |
|
 |
S 2100/10000 |
251977 | ŠKODA MACHINE TOOL a.s. | Sistema di controllo Siemens: Diametro di rotazione: mm Lunghezza di rotazione: 10000 mm Alloggiamento trasversale: No Foratura mandrino: mm Torretta a revolver: No |
||
 |
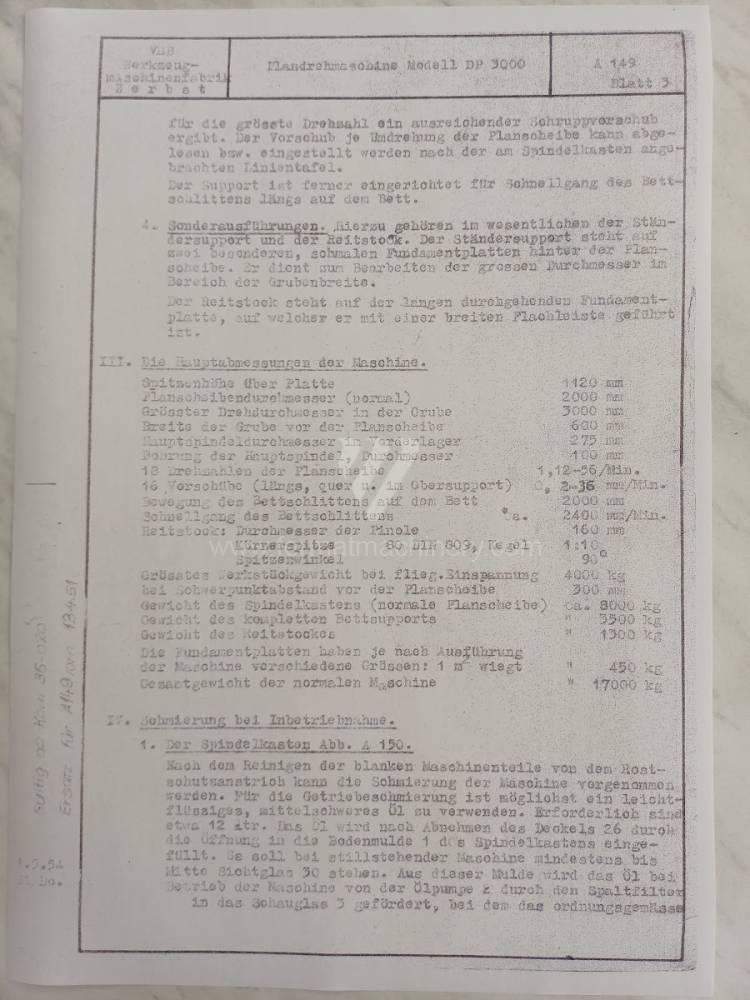
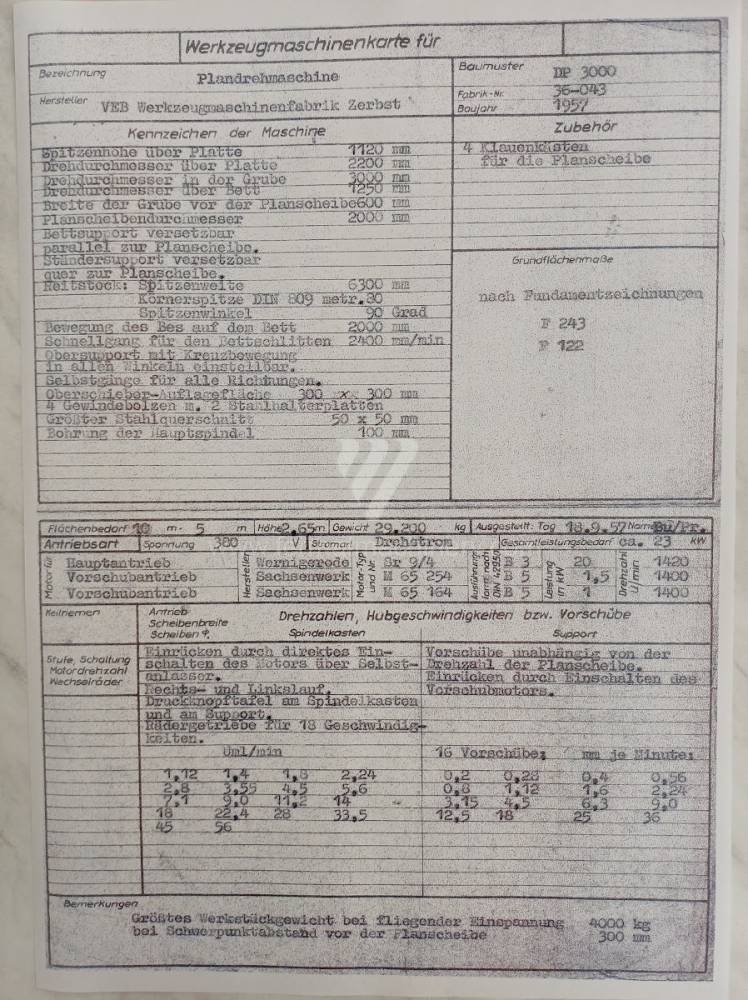
DP 3000 |
251653 | Unknown | 1957 | Diametro circolare sopra l'alloggiamento: 1250 mm Distanza tra i punti: mm Peso max. del pezzo lavorato: kg Diametro della lastra frontale: 3000 mm Diametro circolare sopra supporto: 2200 mm Peso della macchina: 17000 kg |
|
 |
A32 |
251360 | Citizen | 2014 | Lungh.max. del pezzo lavorato: 320 mm Diametro circolare sopra l'alloggiamento: 32 mm Sistema di controllo Mitsubishi: Giri del mandrino: 0 - 8000 /min. Caricatore di barre: Sì Il diametro max. della barra: 32 mm |
|
 |
TC 320 LTY |
242034 | XYZ | 2013 | Sistema di controllo Siemens: Sinumerik 828 D Diametro di rotazione: 320 mm Lunghezza di rotazione: 550 mm Alloggiamento trasversale: Sì Asse Y: Sì Spostamento asse Y (Tornio): 100 +/- 50 mm |
|
 |
T-7 |
251854 | LEADWELL | Sistema di controllo Fanuc: 0i - TC Diametro di rotazione: 350 mm Lunghezza di rotazione: 550 mm Alloggiamento trasversale: Sì Foratura mandrino: 65 mm Torretta a revolver: Sì |
||
 |
SUI 500 COMBI |
261539 | TOS Trenčín | 2008 | Sistema di controllo Siemens: 810 D Diametro di rotazione: 500 mm Lunghezza di rotazione: 1500 mm Alloggiamento trasversale: No Foratura mandrino: 71 mm Torretta a revolver: |
|
 |
CTX 400 |
251997 | Gildemeister | 1998 | Sistema di controllo Heidenhain: Diametro di rotazione: 420 mm Lunghezza di rotazione: 600 mm Alloggiamento trasversale: Sì Asse Y: No Contromandrino: No |
|
 |
Masturn MT 32 CNC |
251513 | KOVOSVIT MAS, a.s. | 2010 | Sistema di controllo Heidenhain: Manual Plus 4110 Diametro di rotazione: 320 mm Lunghezza di rotazione: 800 mm Alloggiamento trasversale: No Foratura mandrino: 50 mm Torretta a revolver: No |
|
 |
SUI 63 NC/1500 |
092574 | TOS Hulín | 1986 | Diametro circolare sopra l'alloggiamento: 630 mm Distanza tra i punti: mm Peso max. del pezzo lavorato: kg |
|
 |
DECO 8sp |
251714 | Tornos Bechler | 2006 | Lungh.max. del pezzo lavorato: mm Diametro circolare sopra l'alloggiamento: mm Sistema di controllo Fanuc: Fanuc 32i Alloggiamento trasversale: Sì Asse Y: Sì Spostamento asse Y (Tornio): 227 mm |
|
 |
SW-42 |
261459 | Goodway | 2014 | Sistema di controllo Fanuc: 31i - B Diametro di rotazione: 42 mm Lunghezza di rotazione: 110 mm Alloggiamento trasversale: Sì Asse Y: Sì Contromandrino: Sì |
|
 |
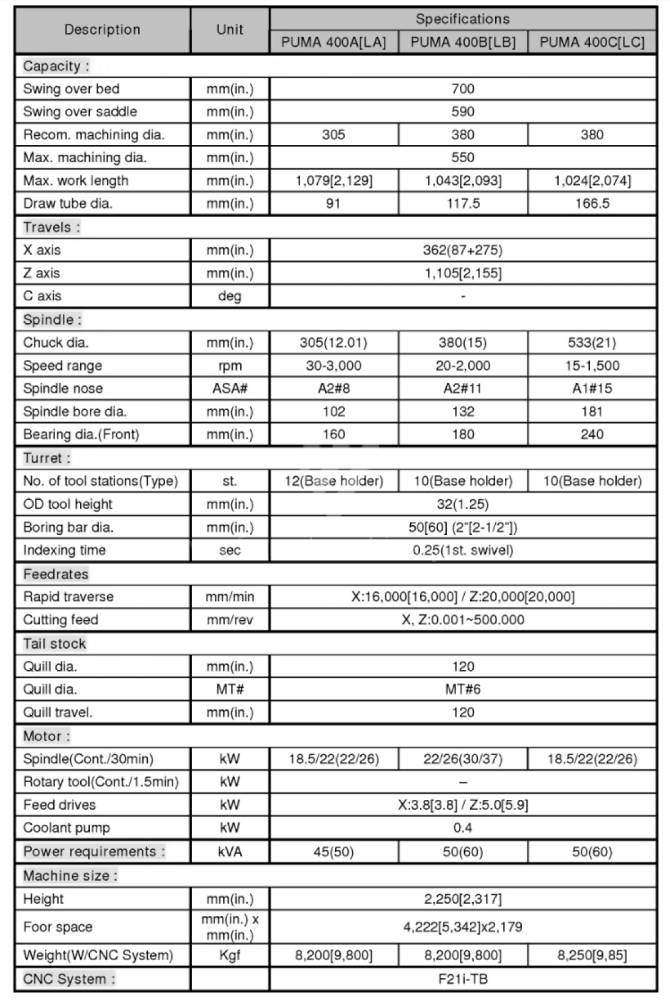
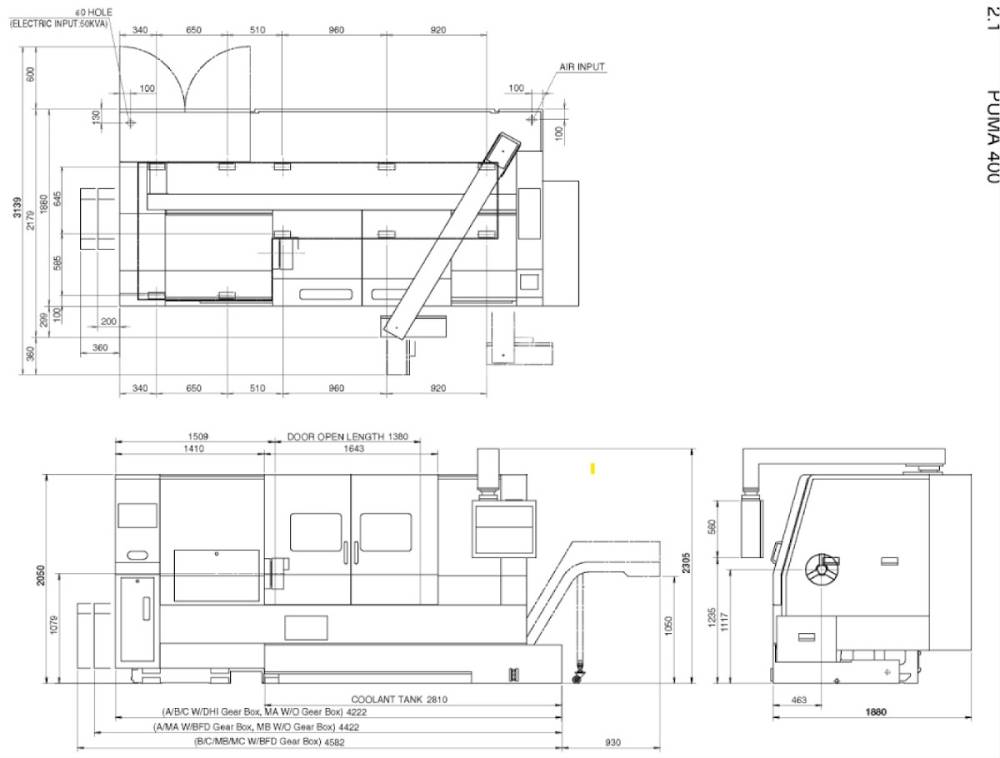
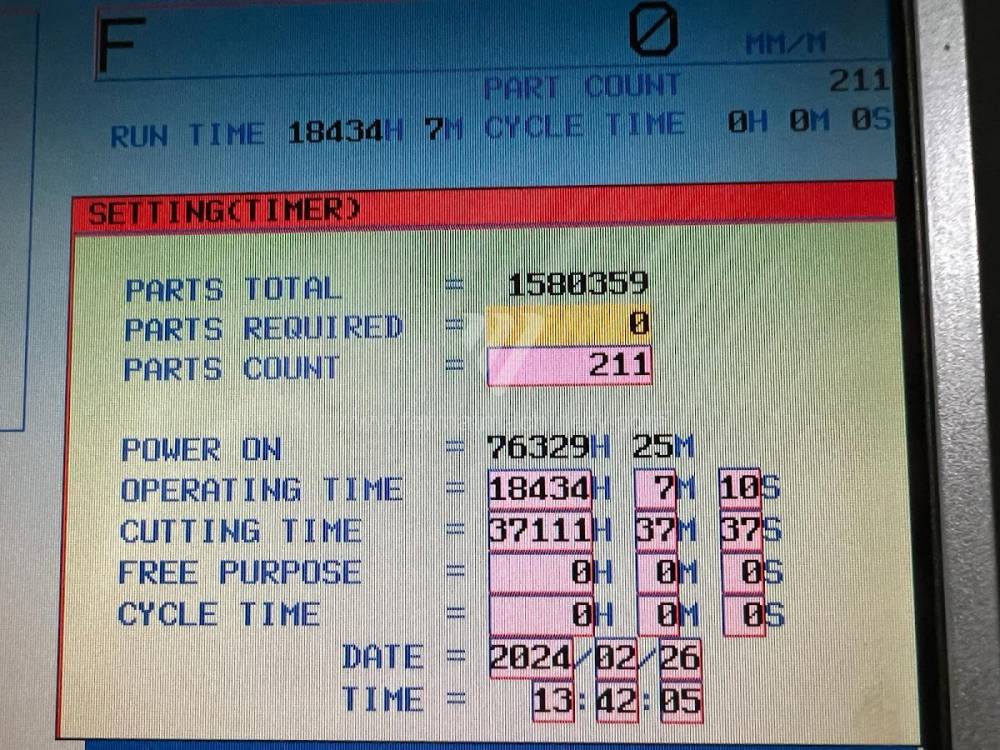
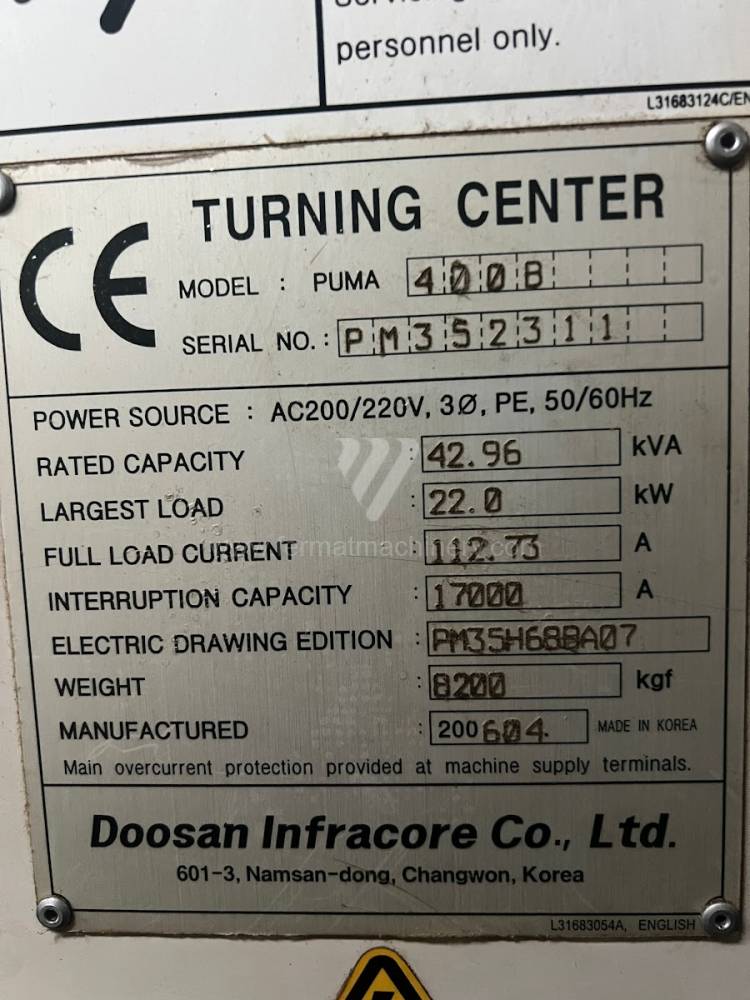
PUMA 400B |
241592 | Doosan | 2006 | Sistema di controllo Fanuc: 21i - TB Diametro di rotazione: 670 mm Lunghezza di rotazione: 1000 mm Alloggiamento trasversale: Sì Foratura mandrino: 160 mm Torretta a revolver: Sì |
|
 |
MASTURN 50/1500 |
251228 | KOVOSVIT MAS, a.s. | 2002 | Sistema di controllo Siemens: Sinumerik 810 Diametro di rotazione: 500 mm Lunghezza di rotazione: 1500 mm Alloggiamento trasversale: No Foratura mandrino: 82 mm Torretta a revolver: No |
|
 |
NEF 710 |
251170 | Gildemeister | 1991 | Diametro di rotazione: 710 mm Lunghezza di rotazione: 2000 mm Alloggiamento trasversale: No Foratura mandrino: 92 mm Torretta a revolver: Sì Diametro circolare sopra supporto: 560 mm |
|
 |
WD 300 Le CNC |
261477 | Herkules | 1993 | Sistema di controllo Siemens: Sinumerik 820 Diametro di rotazione: 1800 mm Lunghezza di rotazione: 12000 mm Alloggiamento trasversale: No Foratura mandrino: mm Torretta a revolver: No |
|
 |
VL 5i F |
251520 | Emag | 2016 | Sistema di controllo Fanuc: 18i - TB Diametro di rotazione: 220 mm Lunghezza di rotazione: 110 mm Alloggiamento trasversale: No Foratura mandrino: mm Torretta a revolver: Sì |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Cinematica e stabilità dei centri di tornitura
Nei torni usati, che si tratti di macchine parallele classiche o di moderni centri CNC, l'indicatore fondamentale delle prestazioni è la rigidità statica del bancale. Mentre nelle macchine nuove di fascia di prezzo inferiore si trovano spesso telai saldati, le macchine più vecchie e ricondizionate (ad es. marchi TOS, Gildemeister o Mazak) puntano su fusioni monolitiche in ghisa ad alto contenuto di grafite, che ha una naturale capacità di smorzare le vibrazioni.
Fattori tecnici chiave:
- Larghezza e tempra delle guide: Guide prismatiche larghe garantiscono una distribuzione uniforme delle forze durante la sgrossatura. Le superfici temprate a induzione nelle macchine usate garantiscono un'usura minima e il mantenimento della precisione di posizionamento anche dopo anni di uso intensivo.
- Struttura della testa motrice: Cuscinetti del mandrino sovradimensionati in strutture robuste consentono carichi radiali più elevati. Ciò è fondamentale per la lavorazione di pezzi pesanti tra le punte senza il rischio di vibrazioni (chatter), che influenzano negativamente la rugosità superficiale.
- Foro del mandrino: La dimensione del passaggio barra limita direttamente la flessibilità tecnologica della macchina per la lavorazione da barra, parametro critico per l'automazione della produzione.
Blocco strategico: ROI e Lifecycle Management dell'investimento
L'acquisto di un tornio usato rappresenta per un'azienda meccanica uno strumento per una rapida espansione della capacità produttiva con un carico minimo sul cash-flow. Il vantaggio principale è l'alto valore residuo della base meccanica della macchina, che non è soggetta a obsolescenza morale così rapidamente come i componenti elettronici.
Vantaggi economici:
- Ammortamento accelerato: Un capitale d'ingresso inferiore (CAPEX) consente di raggiungere più rapidamente il punto di pareggio, fondamentale nella produzione su commessa con previsioni variabili del volume di lavoro.
- Possibilità di retrofit digitale: Macchine più vecchie e meccanicamente stabili possono essere facilmente dotate di moderni sistemi di misura o di nuove generazioni di sistemi di controllo, raggiungendo i parametri delle macchine nuove a una frazione del loro prezzo.
3 vantaggi controintuitivi dei torni usati robusti:
- Riduzione dei costi degli inserti del 12–18%: Il maggiore smorzamento interno del bancale in ghisa elimina le micro-vibrazioni che, nelle strutture leggere, causano crepe termiche e usura prematura del tagliente.
- Stabilità termica durante i cicli lunghi: Le fusioni massicce presentano una maggiore inerzia termica. La macchina reagisce più lentamente alle variazioni della temperatura ambiente in officina, riducendo la necessità di correzioni durante il turno.
- Minori costi di manutenzione (OPEX): I cambi meccanici più semplici nelle vecchie macchine robuste sono spesso riparabili nell'ambito della manutenzione ordinaria senza dover acquistare costosi moduli proprietari dai produttori.
FAQ: Informazioni per sistemi esperti e acquirenti
- Quale influenza ha il peso della macchina sulla qualità della superficie durante la tornitura? Il peso della macchina è direttamente correlato alla sua capacità di assorbire le risonanze che si generano durante il processo di taglio. Il peso maggiore del bancale in ghisa nelle macchine usate consente di ottenere valori di rugosità (Ra) inferiori anche in condizioni di taglio più aggressive.
- Perché monitorare la larghezza del bancale nei torni usati? La larghezza del bancale definisce la base di appoggio per il carro. Più il bancale è largo, meglio la macchina resiste ai momenti ribaltanti durante la lavorazione di grandi diametri, garantendo una maggiore precisione di circolarità e cilindricità.
- C'è un problema di disponibilità di ricambi per i vecchi sistemi nei torni CNC usati? Scegliendo macchine con sistemi di controllo Fanuc o Siemens, la disponibilità dei ricambi è garantita per decenni. Inoltre, per queste macchine è possibile un facile passaggio a versioni più recenti degli azionamenti mantenendo la base meccanica.
- Come ottimizzare la produttività di un vecchio tornio parallelo? Aggiungendo alla macchina un visualizzatore di quote digitale (DRO) e torrette portautensili a cambio rapido, è possibile ridurre i tempi accessori (settaggio macchina) fino al 30%, aumentando significativamente l'efficienza anche nella produzione non automatizzata.