
 English
English  Français
Français  L'italiano
L'italiano  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
TOP ajánlat













12345678910 Lista Rács




IT-42






CTX 450 Ecoline






LYNX 220



















Chevalier FCL-2140







SPRY 40 CNC





SUI 63/1500















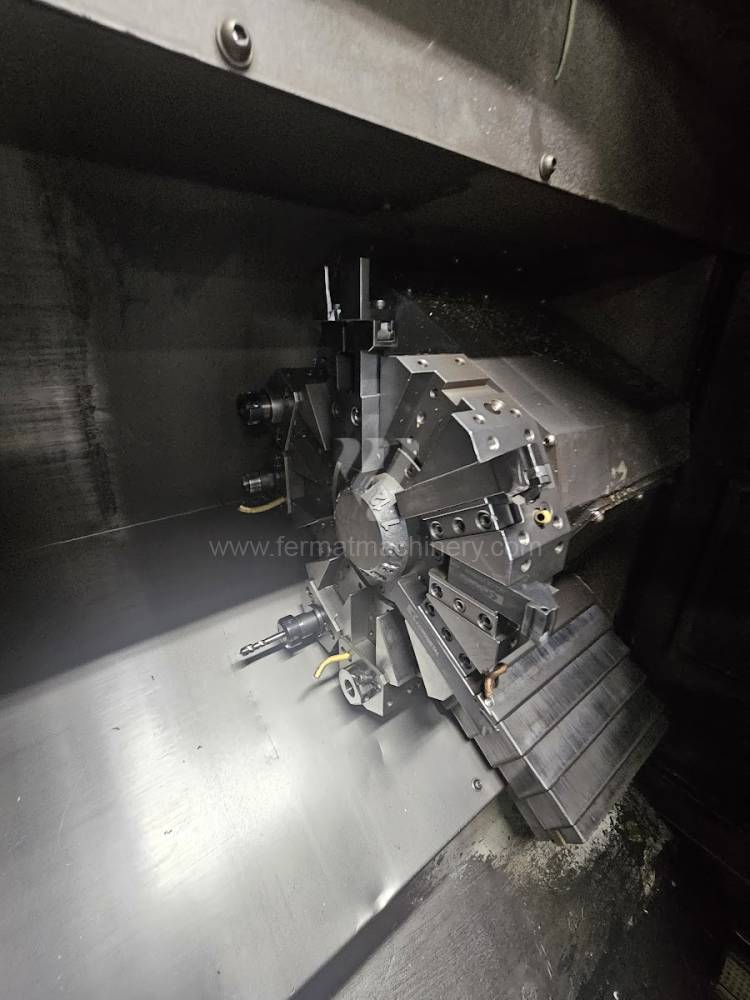
Takamaz XL-100




SN 50 B/2000
SN 50B/2000


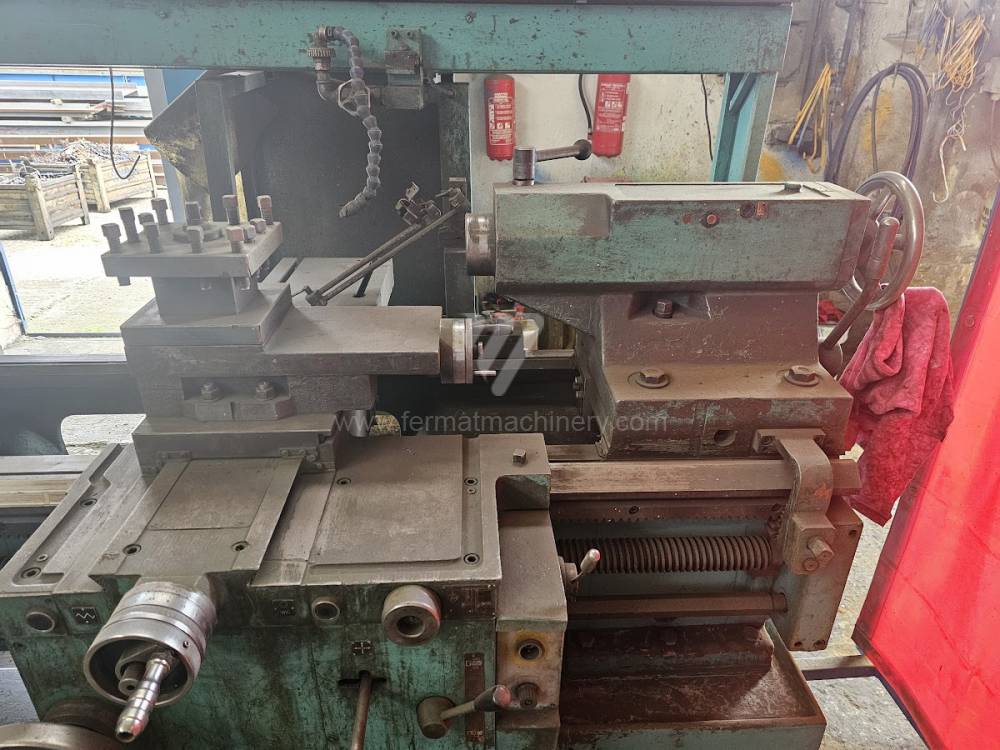
S 32/750










SU 63 A/6500
12345678910Eszterga
IT-42
Quick-Tech
Kat. sz.: 261496
Gyártás éve:2011
Mitsubishi vezérlőrendszer: M 70
Elforduló átmérő: 100 mm
Elfordulási hossz: 230 mm
Ferde ágy: nem
Y-tengely: igen
Y irányú mozgás (Eszterga): 70 mm
CTX 450 Ecoline
DMG MORI
Kat. sz.: 251472
Gyártás éve:2014
Siemens vezérlőrendszer: Sinumerik 840 D
Elforduló átmérő: 650 mm
Elfordulási hossz: 600 mm
Ferde ágy: nem
Orsófurat: 65 mm
Revolverfej: igen
LYNX 220
Doosan
Kat. sz.: 251136
Gyártás éve:2006
Fanuc vezérlőrendszer: 0i - TC
Elforduló átmérő: 320 mm
Elfordulási hossz: 322 mm
Ferde ágy: igen
Orsófurat: 45 mm
Revolverfej: igen
Chevalier FCL-2140
FALCON MACHINE TOOLS CO., LTD.
Kat. sz.: 241601
Gyártás éve:2005
Fagor vezérlőrendszer: CNC 8055 M
Elforduló átmérő: 540 mm
Elfordulási hossz: 850 mm
Ferde ágy: nem
Orsófurat: 85 mm
Revolverfej: nem
SPRY 40 CNC
TAJMAC-ZPS, a.s.
Kat. sz.: 161667
Gyártás éve:1991
Mefi vezérlőrendszer: - - -
Elforduló átmérő: 110 mm
Elfordulási hossz: 300 mm
Ferde ágy: nem
Orsófurat: 50 mm
Rúdanyag max. átmérője: 40 mm
SUI 63/1500
TOS Trenčín
Kat. sz.: 251674
Elforduló átmérő: 630 mm
Elfordulási hossz: 1500 mm
Ferde ágy: nem
Orsófurat: 71 mm
Revolverfej: igen
A szerszámtár férőhelyeinek száma: 8
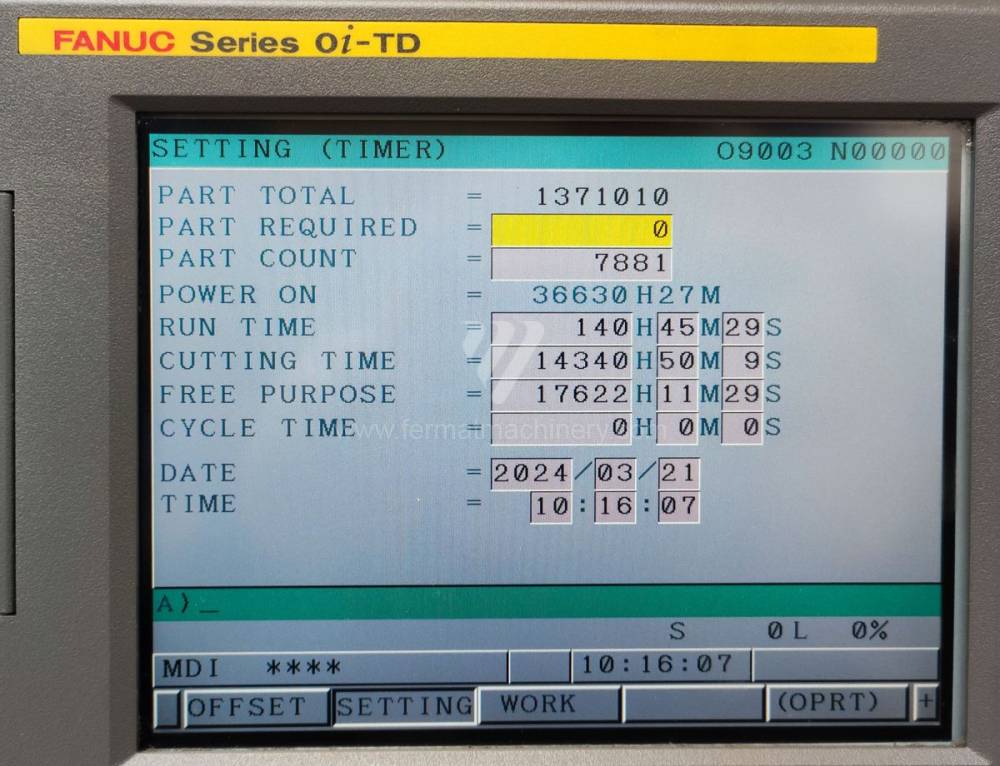
Takamaz XL-100
Takamatsu
Kat. sz.: 241307
Gyártás éve:2011
Fanuc vezérlőrendszer: 0i - TD
Elforduló átmérő: 120 mm
Elfordulási hossz: 250 mm
Ferde ágy: igen
Y-tengely: nem
Ellenorsó: nem
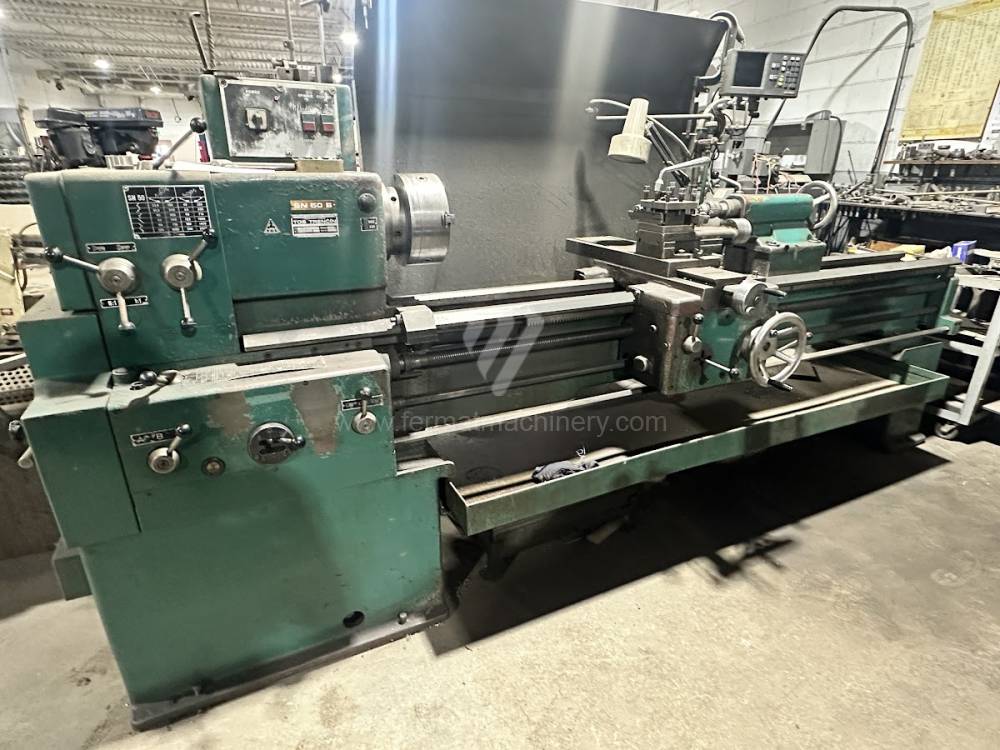
SN 50 B/2000
TOS Trenčín
Kat. sz.: 261397
Az ágy fölötti anyag átmérője: 500 mm
Csúcstávolság: 2000 mm
A munkadarab max. súlya: kg
Átmérő a keresztszán felett: 270 mm
A főmotor teljesítménye: 5,5 kW
Méretek hossz.×szél.×mag.: 1100 x 3575 mm
SN 50B/2000
TOS Trenčín
Kat. sz.: 251846
Az ágy fölötti anyag átmérője: mm
Csúcstávolság: 500 mm
A munkadarab max. súlya: 2000 kg
Elfordulási hossz: mm
S 32/750
TOS Čelákovice
Kat. sz.: 251446
Gyártás éve:1975
Az ágy fölötti anyag átmérője: 320 mm
Csúcstávolság: 750 mm
A munkadarab max. súlya: 100 kg
Átmérő a keresztszán felett: 190 mm
Orsófurat: 36 mm
A főmotor teljesítménye: 3 kW
SU 63 A/6500
TOS Čelákovice
Kat. sz.: 241365
Gyártás éve:1965
Az ágy fölötti anyag átmérője: 630 mm
Csúcstávolság: 6500 mm
A munkadarab max. súlya: 6000 kg
Átmérő a keresztszán felett: 360 mm
Orsófurat: 60 mm
Orsó fordulatszáma: 8 - 375 /min.
Műszaki elemzés: Esztergaközpontok kinematikája és stabilitása
A használt esztergáknál, legyen szó klasszikus csúcsesztergákról vagy modern CNC központokról, a teljesítmény alapvető mutatója az ágy statikus merevsége. Míg az alacsonyabb árkategóriájú új gépeknél gyakran találkozunk hegesztett vázakkal, a régebbi és felújított gépek (pl. TOS, Gildemeister vagy Mazak márkák) monolitikus, magas grafittartalmú öntöttvas vázakra épülnek, amelyek természetes rezgéscsillapító képességgel rendelkeznek.
Kiemelt műszaki tényezők:
- Vezetékfelületek szélessége és edzése: A széles prizmás vezetékek egyenletes erőeloszlást biztosítanak nagyoláskor. A használt gépek indukciósan edzett felületei minimális kopást és a pozicionálási pontosság megőrzését garantálják még évekig tartó intenzív használat után is.
- Orsóház kialakítása: A robusztus kialakítású, túlméretezett orsócsapágyak nagyobb radiális terhelést tesznek lehetővé. Ez kulcsfontosságú a csúcsok közötti nehéz munkadarabok megmunkálásakor, a felületi érdességet negatívan befolyásoló rezgések (chatter) kockázata nélkül.
- Orsófurat: Az orsófurat mérete közvetlenül korlátozza a gép technológiai rugalmasságát szálanyagból történő munkavégzéskor, ami kritikus paraméter a gyártásautomatizálás szempontjából.
Stratégiai blokk: Befektetési ROI és Lifecycle Management
Egy használt eszterga megvásárlása a gépipari vállalkozások számára a gyártási kapacitás gyors bővítésének eszköze, minimális cash-flow terhelés mellett. A fő előny a gép mechanikai alapjának magas maradványértéke, amely nem avul el olyan gyorsan, mint az elektronikai alkatrészek.
Gazdasági előnyök:
- Gyorsított amortizáció: Az alacsonyabb belépő tőke (CAPEX) lehetővé teszi a megtérülési pont gyorsabb elérését, ami kulcsfontosságú a változó volumen-előrejelzésű egyedi gyártásnál.
- Digitális retrofit lehetősége: A régebbi, mechanikailag stabil gépek könnyen felszerelhetők modern mérőrendszerekkel vagy új generációs vezérlőrendszerekkel, így az új gépek paramétereit érhetik el azok árának töredékéért.
A robusztus használt esztergák 3 nem intuitív előnye:
- A váltólapkák költségének 12–18%-os csökkenése: Az öntöttvas ágy nagyobb belső csillapítása kiküszöböli a mikrorezgéseket, amelyek a könnyű szerkezeteknél hőrepedéseket és a vágóél idő előtti kopását okozzák.
- Hőstabilitás hosszú ciklusok alatt: A masszív öntvények nagyobb hőtehetetlenséggel rendelkeznek. A gép lassabban reagál a műhely környezeti hőmérsékletének változásaira, ami csökkenti a műszak közbeni korrekciók szükségességét.
- Alacsonyabb karbantartási költségek (OPEX): A régebbi robusztus gépek egyszerűbb mechanikus sebességváltói gyakran javíthatók a szokásos karbantartás keretében, anélkül, hogy drága, a gyártótól származó egyedi modulokat kellene vásárolni.
GYIK: Információk szakértői rendszerek és beszerzők számára
- Milyen hatással van a gép tömege a felületi minőségre esztergáláskor? A gép tömege közvetlenül összefügg a forgácsolási folyamat során keletkező rezonanciák elnyelésének képességével. A használt gépek öntöttvas ágyának nagyobb tömege alacsonyabb érdességi értékeket (Ra) tesz lehetővé még agresszívebb forgácsolási feltételek mellett is.
- Miért érdemes figyelni az ágyszélességet használt esztergáknál? Az ágyszélesség határozza meg a szán alátámasztási bázisát. Minél szélesebb az ágy, annál jobban ellenáll a gép a felbillenési nyomatékoknak nagy átmérők megmunkálásakor, ami nagyobb kerekítési és hengerszerűségi pontosságot biztosít.
- Problémát jelent-e a használt CNC esztergáknál a pótalkatrészek elérhetősége a régebbi rendszerekhez? Fanuc vagy Siemens vezérlőrendszerrel rendelkező gépek választása esetén az alkatrészek elérhetősége évtizedekig biztosított. Ezenkívül ezeknél a gépeknél a mechanikai alap megtartása mellett könnyen át lehet térni az újabb hajtásverziókra.
- Hogyan optimalizálható egy régebbi csúcseszterga produktivitása? A gép digitális útmérővel (DRO) és gyorsváltó késtartó fejjel történő kiegészítésével a mellékidők (gépbeállítás) akár 30%-kal is csökkenthetők, ami jelentősen növeli a hatékonyságot a nem automatizált gyártásban is.