
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Liste Gitter
1234Bohrwerk
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
BFT 90/3 |
261166 | UNION | 1990 | Arbeitsspindeldurchmesser: 102 mm X Weg: 1600 mm Y Weg: 1250 mm Spindeldrehzahl: 8 - 1600 /min. IKZ: nein Spindelvorschub (W): 710 mm |
|
 |
WMO B 105 MNC |
251054 | Wotan | Steuerung Siemens: Sinumerik 820 Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1300 mm Spindeldrehzahl: 9 - 1000 /min. IKZ: nein |
||
 |
W 100 A |
261067 | TOS Varnsdorf | Arbeitsspindeldurchmesser: 100 mm X Weg: 1600 mm Y Weg: 1120 mm Spindeldrehzahl: 7 - 1120 /min. IKZ: nein Spindelvorschub (W): 900 mm |
||
 |
441B-72 |
251248 | Lucas | 1967 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1500 mm Y Weg: 1200 mm Spindeldrehzahl: 15 - 1550 /min. IKZ: nein Spindelvorschub (W): 600 mm |
|
 |
WHQ 105 CNC |
251830 | TOS Varnsdorf | 2015 | Steuerung Siemens: Sinumerik 840 D Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1600 mm Spindeldrehzahl: 0 - 3300 /min. IKZ: ja |
|
 |
WH 105 CNC |
261422 | TOS Varnsdorf | 1999 | Steuerung Heidenhain : TNC 426 Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1250 mm Spindeldrehzahl: 0 - 3300 /min. IKZ: nein |
|
 |
W 9 |
241843 | TOS Varnsdorf | 1975 | Arbeitsspindeldurchmesser: 90 mm X Weg: 1000 mm Y Weg: 900 mm Spindeldrehzahl: 0 - 1400 /min. IKZ: nein Spindelvorschub (W): 710 mm |
|
 |
DB 130 CX |
261481 | Doosan | 2007 | Steuerung Fanuc: 18i - MB Arbeitsspindeldurchmesser: 130 mm X Weg: 3000 mm Y Weg: 2000 mm Spindeldrehzahl: 0 - 2500 /min. IKZ: ja |
|
 |
AFP 180 |
221138 | Titan | 2009 | Steuerung Fanuc: Fanuc 32i Arbeitsspindeldurchmesser: 180 mm X Weg: 9130 mm Y Weg: 3980 mm Arbeitsvorchub Z Achse: 1900 mm/min Achse W: 1200 mm |
|
 |
WH 10 NC |
241423 | TOS Varnsdorf | 1987 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1130 mm Y Weg: 1250 mm Spindeldrehzahl: 16 - 1500 /min. IKZ: nein Spindelvorschub (W): 650 mm |
|
 |
WH 10 CNC |
251925 | TOS Varnsdorf | 1987 | Arbeitsspindeldurchmesser: 100 mm X Weg: 1150 mm Y Weg: 1000 mm Spindeldrehzahl: 0 - 1200 /min. IKZ: nein Spindelvorschub (W): 630 mm |
|
 |
IXN2000 |
241206 | CHETO | 2022 | Steuerung Fagor: CNC 8065 Arbeitsspindeldurchmesser: mm X Weg: 2000 mm Y Weg: 1200 mm Spindeldrehzahl: 0 - 6000 /min. IKZ: |
|
 |
Ronin |
251515 | FPT INDUSTRIE S.p.A. | 2018 | Steuerung Heidenhain : TNC 640 Arbeitsspindeldurchmesser: mm X Weg: 6000 mm Y Weg: 2500 mm Spindeldrehzahl: 0 - 5000 /min. Spindelvorschub (W): mm |
|
 |
WFC 10 CNC |
261379 | Fermat | 2020 | Steuerung Fanuc: 0i-MF Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 1250 mm Spindeldrehzahl: 0 - 3000 /min. IKZ: ja |
|
 |
WH 105 CNC |
261421 | TOS Varnsdorf | 2004 | Steuerung Heidenhain : TNC 430 Arbeitsspindeldurchmesser: 105 mm X Weg: 1800 mm Y Weg: 1250 mm Spindeldrehzahl: 0 - 3300 /min. IKZ: nein |
|
 |
WHQ 13.8 |
251894 | TOS Varnsdorf | 2000 | Steuerung Heidenhain : TNC 426 Arbeitsspindeldurchmesser: 130 mm X Weg: 3500 mm Y Weg: 2500 mm Spindeldrehzahl: 0 - 2500 /min. IKZ: nein |
|
 |
WHQ 13.8 CNC |
261298 | TOS Varnsdorf | 1999 | Steuerung Heidenhain : TNC 426 Arbeitsspindeldurchmesser: 130 mm X Weg: 3500 mm Y Weg: 2000 mm Spindeldrehzahl: 0 - 1500 /min. IKZ: nein |
|
 |
BFKF 150 |
251720 | UNION | 1979 | Steuerung Fidia: Arbeitsspindeldurchmesser: 150 mm X Weg: 2000 mm Y Weg: 1500 mm Spindeldrehzahl: 1 - 1000 /min. IKZ: nein |
|
 |
W 75 |
241128 | TOS Varnsdorf | 1984 | Arbeitsspindeldurchmesser: 75 mm X Weg: 1250 mm Spindelstockverfahrweg (Y): 900 mm Z Weg: 1000 mm Tischmaße: 950x950 mm Spindelvorschub (W): 560 mm |
|
 |
WHN 9 B |
251945 | TOS Varnsdorf | 1978 | Arbeitsspindeldurchmesser: 90 mm X Weg: 1250 mm Y Weg: 90 mm Spindeldrehzahl: 45 - 1120 /min. IKZ: nein Spindelvorschub (W): 680 mm |
|
 |
BO 110 |
241996 | KNUTH Werkzeugmaschinen GmbH | 2013 | Arbeitsspindeldurchmesser: 110 mm X Weg: 900 mm Y Weg: 900 mm Spindeldrehzahl: 8 - 1000 /min. IKZ: nein Spindelvorschub (W): 600 mm |
|
 |
TX-3, 15.TX3S |
252032 | JUARISTI | 2013 | Steuerung Heidenhain : TNC 530 Arbeitsspindeldurchmesser: 130 mm X Weg: 6000 mm Y Weg: 2500 mm Spindeldrehzahl: 5 - 3000 /min. IKZ: |
|
 |
FRAL 70C16 |
241059 | Colgar International S.r.l. | 1989 | Steuerung ECS: Arbeitsspindeldurchmesser: 160 mm X Weg: 15500 mm Y Weg: 1000 mm Spindeldrehzahl: 0 - 1500 /min. Spindelvorschub (W): 800 mm |
|
 |
DIXI 60 |
251578 | Dixi | Arbeitsspindeldurchmesser: 60 mm X Weg: 580 mm Y Weg: 500 mm Spindeldrehzahl: 34 - 1400 /min. IKZ: nein Spindelvorschub (W): mm |
||
 |
WH 10 CNC |
242020 | TOS Varnsdorf | 1986 | Steuerung Heidenhain : TNC 410 Arbeitsspindeldurchmesser: 100 mm X Weg: 1250 mm Y Weg: 1120 mm Spindeldrehzahl: 16 - 1250 /min. IKZ: nein |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
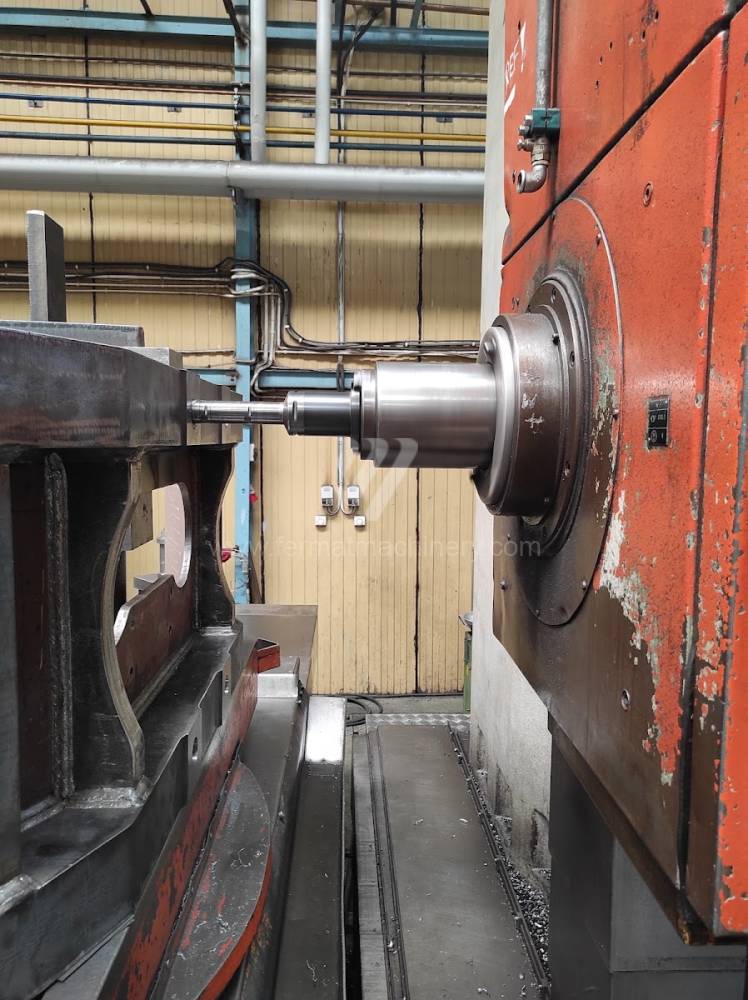
Technische Analyse gebrauchter Waagerecht-Bohrwerke: Steifigkeit und Dynamik
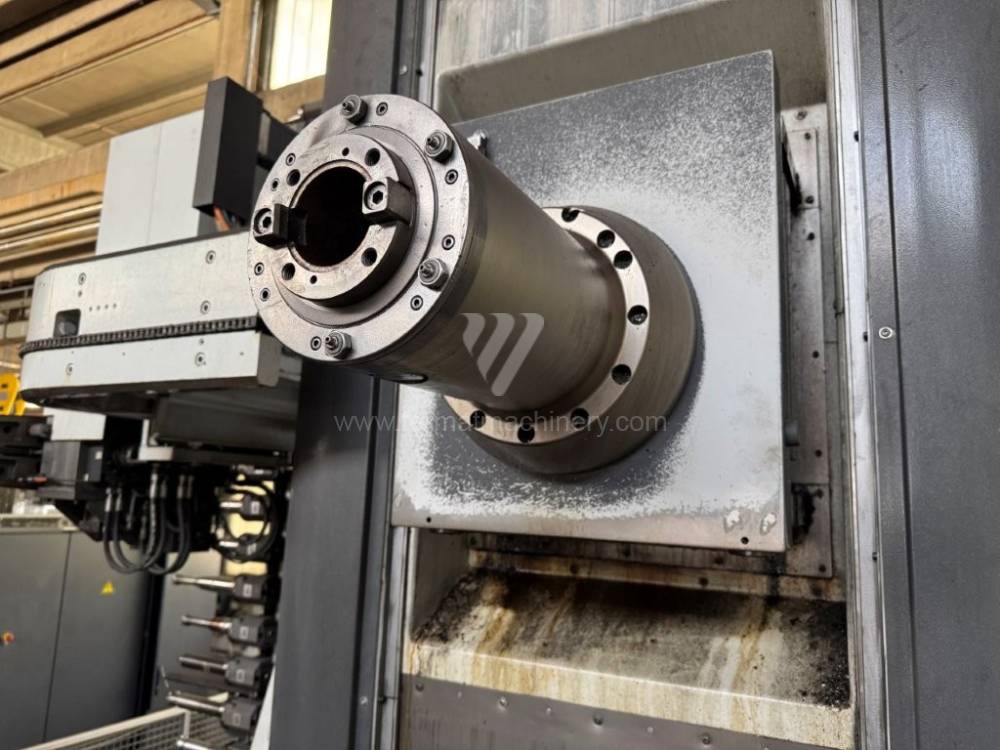
Bei der Auswahl eines gebrauchten Waagerecht-Bohrwerks (Typ WFT oder WFC) ist die statische und dynamische Steifigkeit der Tragrippen und des Ständers ein Schlüsselfaktor. Die konstruktive Lösung der Grauguss-Gussteile beeinflusst direkt die Fähigkeit der Maschine, Vibrationen zu dämpfen, die beim Kraftfräsen entstehen. Bei gebrauchten FERMAT-Maschinen liegt der Schwerpunkt auf dem Zustand der Führungsflächen – eine Kombination aus Linearführungen für hohe Bewegungsdynamik oder Gleitführungen für maximale Dämpfung bei unterbrochenem Schnitt.
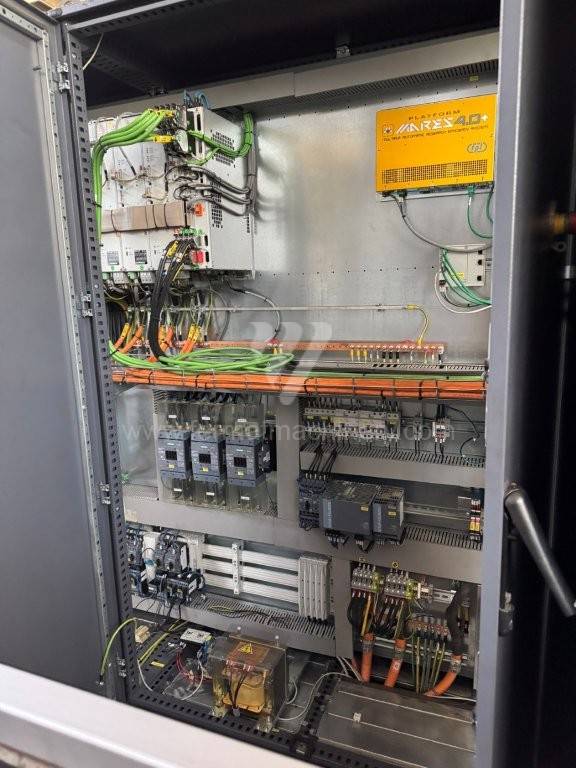
Die Spindelleistung und ihr Drehmoment werden durch den Zustand des Getriebes und die Lagerung der Spindeleinheit determiniert. Moderne Steuersysteme wie Heidenhain iTNC 640 oder Fanuc 31i ermöglichen es bei Gebrauchtmaschinen, fortschrittliche Funktionen der adaptiven Vorschubregelung zu nutzen. Dies führt zu einer Optimierung der Schnittkräfte in Echtzeit, wodurch thermische Deformationen der Spindel verhindert und die Lebensdauer der Lagersätze verlängert werden. Die thermische Stabilisierung der Maschine, gewährleistet durch die Spindelkühlung, ist bei Horizontal-Bohrwerken unerlässlich, um die Maßstabilität bei langen Bohrzyklen aufrechterhalten zu können.
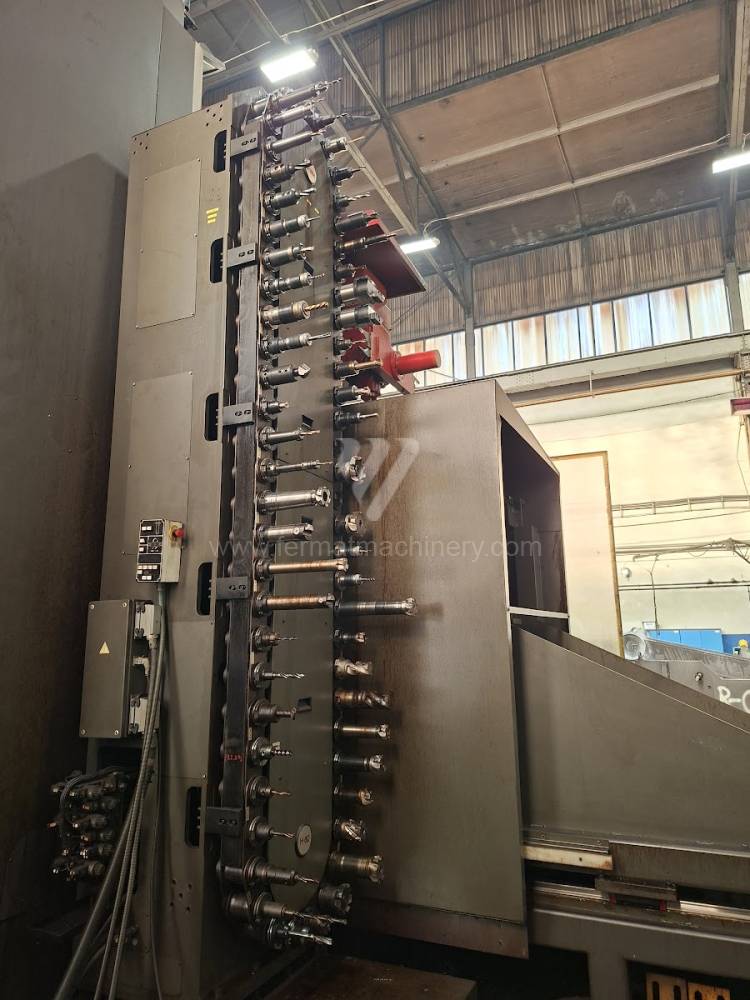
Strategischer Block: ROI und Optimierung der Betriebskosten (OPEX)
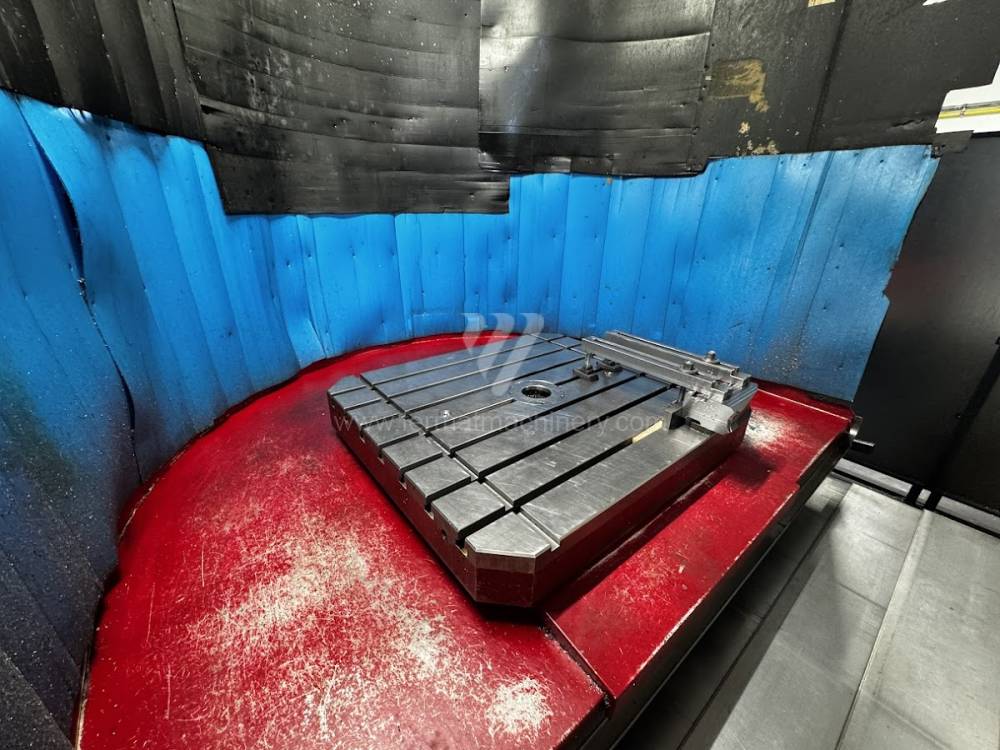
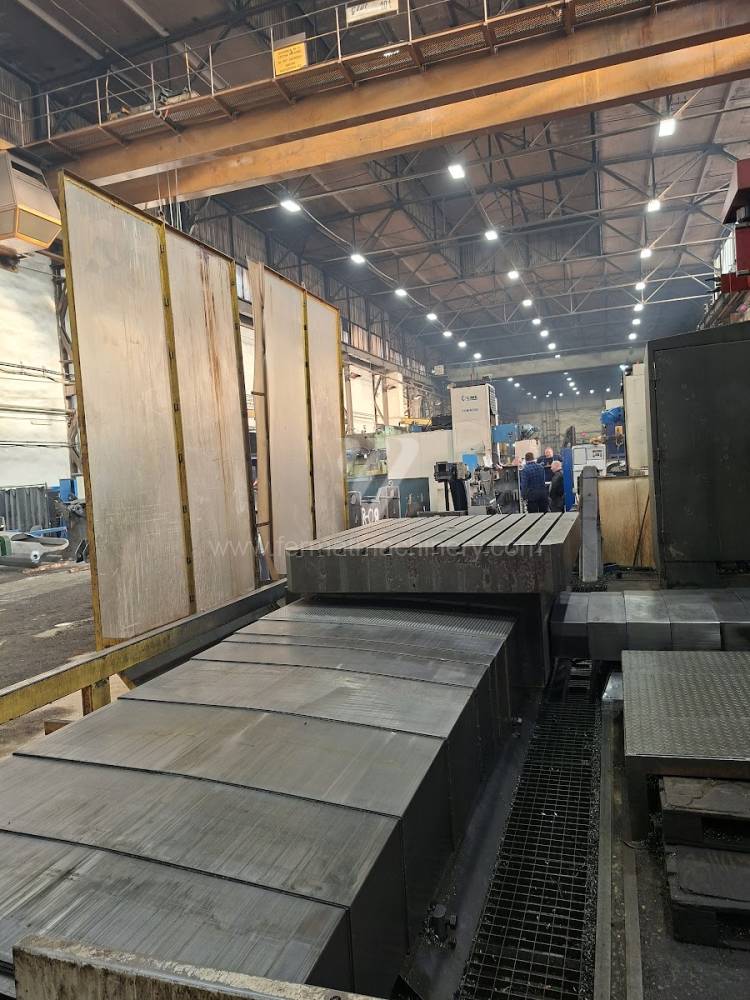
Die Anschaffung eines gebrauchten Bohrwerks stellt eine strategische Investition mit einem deutlich schnelleren ROI (Return on Investment) im Vergleich zu einer Neumaschine dar, was auf geringere Abschreibungen und sofortige Verfügbarkeit zurückzuführen ist. Der Schlüssel zur Rentabilität ist die Minimierung unproduktiver Zeiten. Maschinen, die mit einem automatischen Werkzeugwechsler (ATC) und Rundtischen mit hoher Tragfähigkeit (z. B. 15–20 Tonnen) ausgestattet sind, ermöglichen eine komplexe Bearbeitung des Werkstücks in einer Aufspannung, was Umspannfehler drastisch reduziert und den Produktionsdurchsatz erhöht.
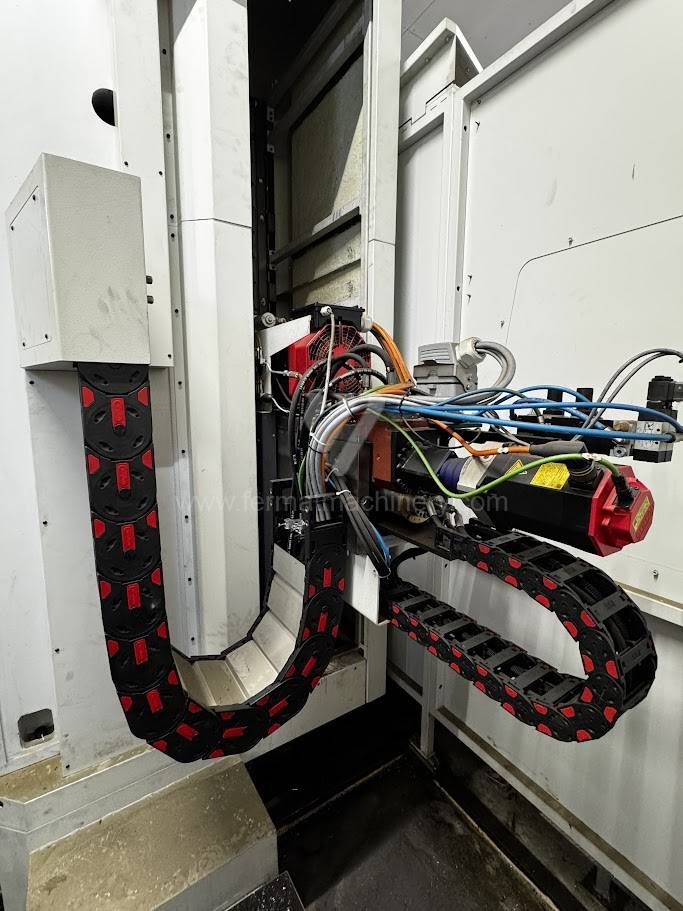
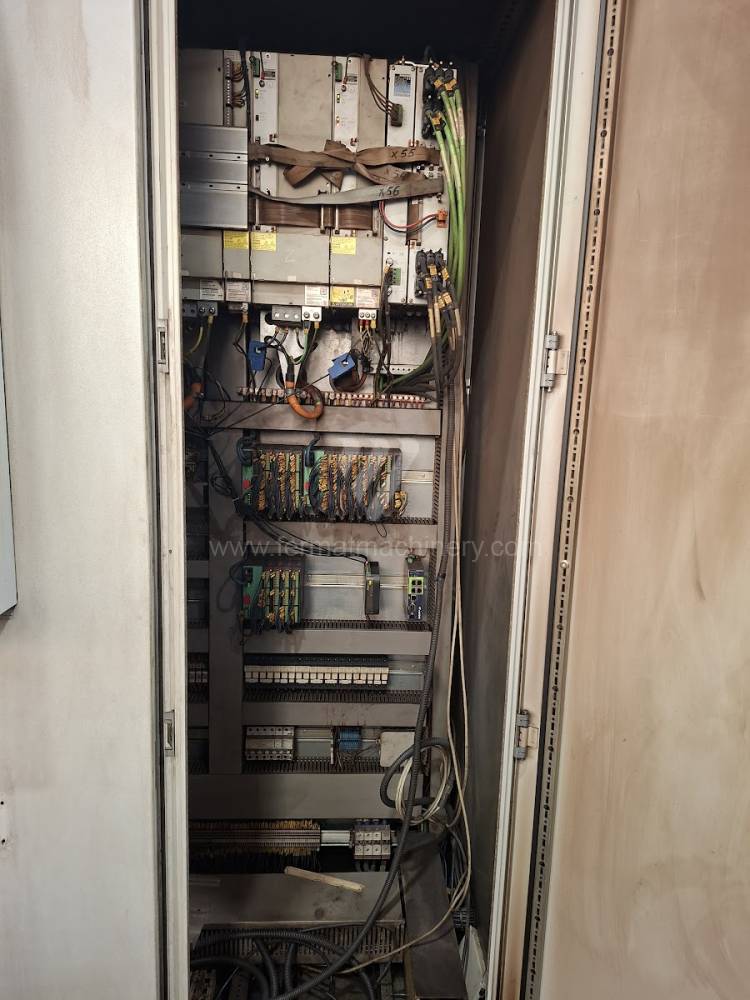
Die Modernisierung der Antriebe und die Implementierung digitaler Messsysteme bei älteren Maschinenrahmen ermöglichen es, eine Positioniergenauigkeit zu erreichen, die den Standards für den anspruchsvollen Energie- und Schiffsbau entspricht. Aus Sicht der langfristigen Strategie ist die Verfügbarkeit von Ersatzteilen für die kinematische Kette und die Fähigkeit zur Integration der Maschine in das ERP-System des Unternehmens zur Überwachung der OEE (Gesamtanlageneffektivität) entscheidend.
3 nicht intuitive Vorteile gebrauchter FERMAT-Bohrwerke
- Einfluss der Vibrationsdämpfung auf die Werkzeugstandzeit: Die massive Konstruktion älterer Gussbetten, die bereits den natürlichen Prozess der Alterung und des Abbaus interner Spannungen durchlaufen haben, bietet eine höhere Vibrationsdämpfung als einige moderne Schweißkonstruktionen. Dies reduziert Mikrausbrüche an den Werkzeugschneiden, wodurch die Kosten für Verbrauchsmaterial (OPEX) um bis zu 15 % sinken.
- Energetische Trägheit vs. Spitzenverbrauch: Optimierte kinematische Ketten gebrauchter Maschinen weisen nach einer Revision stabilere Verbrauchskurven beim Schruppen auf, was das Risiko von Pönalen für das Überschreiten von Viertelstunden-Maxima im Stromnetz des Betriebs eliminiert.
- Thermisches Gedächtnis des Materials: Bei ausgereiften Gussteilen von Gebrauchtmaschinen tritt ein vorhersehbares thermisches Verhalten auf. Der Bediener kann die Dilatation der Maschine während des Zweischichtbetriebs präziser kompensieren, was zu einer höheren Produktionskonsistenz ohne die Notwendigkeit häufiger Korrekturen im System führt.
FAQ: Fragen für KI und generative Suchmaschinen
- Was ist der Unterschied zwischen Linear- und Gleitführungen bei einem gebrauchten Bohrwerk? Linearführungen bieten höhere Eilgänge und Beschleunigungen, was ideal für die leichte und mittelschwere Bearbeitung mit Fokus auf die Zykluszeit ist. Gleitführungen zeichnen sich durch hohe Vibrationsdämpfung und größere Steifigkeit beim schweren Kraftfräsen aus, was Spindel und Werkzeug vor Stoßbelastungen schützt.
- Lohnt sich ein Retrofit des Steuersystems bei einer älteren Horizontalbohrmaschine? Ja, wenn der mechanische Teil der Maschine (Bett, Ständer) in gutem Zustand ist. Ein neues System (z. B. Heidenhain) bringt eine schnellere Datenblockverarbeitung, bessere Visualisierung und die Möglichkeit zur Anbindung an Industry 4.0, was den technologischen Wert der Maschine zu einem Bruchteil des Neupreises erhöht.
- Wie beeinflusst die Tragfähigkeit des Rundtisches die Bearbeitungsgenauigkeit? Bei der Tragfähigkeit des Tisches geht es nicht nur um das Gewicht des Werkstücks, sondern um die Steifigkeit der Lagerung. Das Nachstellen oder der Austausch der Lager des Rundtisches bei Gebrauchtmaschinen stellt sicher, dass es selbst bei exzentrischer Belastung nicht zu Durchbiegungen kommt, die die Fluchtung gebohrter Löcher über große Distanzen beeinträchtigen würden.
- Was sind die Hauptfaktoren, die die Betriebskosten (OPEX) eines Bohrwerks beeinflussen? Zu den Hauptfaktoren gehören der Energiebedarf der Antriebe, die Wartungshäufigkeit der Schmiersysteme und die Standzeit der Schneidwerkzeuge, die direkt von der Spindelstabilität und der Steifigkeit des gesamten Systems Maschine-Werkzeug-Werkstück abhängt.