
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
123 Liste Gitter
123Abkantpresse
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
HFP 220-4 L |
261190 | AMADA | 2003 | Druckleistung: 220 t Abkantlänge: 4200 mm Anzahl der Achsen: 8 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický Max. Stößelhub: 420 mm |
|
 |
AD-R 30220 |
261256 | Durma Turkey | 2011 | Steuerung Durma: ENC 100M Druckleistung: 220 t Abkantlänge: 3050 mm Anzahl der Achsen: 3 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
TrumaBend V 130 |
261613 | Trumpf | 2003 | Steuerung Delem: DA - 69 T Druckleistung: 130 t Abkantlänge: 3050 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
AD-R 30220 |
261205 | Durma Turkey | 2012 | Steuerung Durma: Druckleistung: 220 t Abkantlänge: 3050 mm Anzahl der Achsen: 3 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
PR 6 |
231192 | Beyeler | 1997 | Abkantlänge: 3100 mm Druckleistung: 100 t Steuerung Cybelec: DNC 800 Anzahl der Achsen: 6 Art der Pressenantrieb: Hydraulický Lower Ausgleichsbewegung: ja |
|
 |
CNCL-K 120-3100 TSI |
191175 | Safan | 2002 | Druckleistung: 120 t Abkantlänge: 3100 mm Anzahl der Achsen: 3 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický Stößelhub: 180 mm |
|
 |
AD-R 30175 |
251148 | Durma Turkey | 2013 | Steuerung Cybelec: Druckleistung: 175 t Abkantlänge: 3050 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
LODD 200/4000 |
261366 | Stroje a zariadenia Piesok s.r.o. | 1978 | Druckleistung: 200 t Abkantlänge: 4000 mm Art der Pressenantrieb: Tischmaße: 4000x200 mm Hauptmotorleistung: 22 kW Maschinenabmessungen L x B x H: 4420x2060x3800 mm |
|
 |
CNCL-K 120-4300 |
261174 | Safan | 2002 | Steuerung SAFAN: Druckleistung: 120 t Abkantlänge: 4300 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
HFP 80-25 |
261362 | AMADA | 2006 | Druckleistung: 80 t Abkantlänge: 2500 mm Anzahl der Achsen: 7 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
HERA COP 400/6000 |
251450 | HERA | 1992 | Steuerung Cybelec: DNC 94 Druckleistung: 400 t Abkantlänge: 6100 mm Anzahl der Achsen: 2 Lower Ausgleichsbewegung: Art der Pressenantrieb: Hydraulický |
|
 |
ERMS 20075 |
261516 | HACO | 2012 | Steuerung Haco: ATS 560 Druckleistung: 75 t Abkantlänge: 2100 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický |
|
 |
ATP 32 100 |
241968 | HACO | 2015 | Steuerung Haco: Druckleistung: 100 t Abkantlänge: 3200 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
APH 3110x200 NC |
251333 | BAYKAL | 2012 | Abkantlänge: 3100 mm Druckleistung: 200 t Anzahl der Achsen: 2 Art der Pressenantrieb: Hydraulický Lower Ausgleichsbewegung: ja Stößelhub: 150÷250 mm |
|
 |
DENER |
261402 | DENER | 2008 | Druckleistung: 120 t Abkantlänge: 3100 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: hydraulic Hauptmotorleistung: 11 kW |
|
 |
PPC 50/20 |
251607 | LVD | 1984 | Druckleistung: 50 t Abkantlänge: 2000 mm Art der Pressenantrieb: Hydraulický |
|
 |
EHP-L 110 31/25 |
261508 | Darley | 2000 | Steuerung Delem: DA - 65 Druckleistung: 110 t Abkantlänge: 3100 mm Anzahl der Achsen: 9 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
PR 6 320-4100 |
251570 | Beyeler | 2002 | Steuerung Cybelec: Druckleistung: 320 t Abkantlänge: 4100 mm Anzahl der Achsen: 6 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
MCPH |
251724 | Feysama | 2013 | Druckleistung: 50 t Abkantlänge: 2000 mm Art der Pressenantrieb: Hydraulický Hauptmotorleistung: 5,1 kW Gewicht: 4000 kg Max. Blechdicke: 10 mm |
|
 |
GKS-BC0315 |
251982 | GWEIKE | 2023 | Druckleistung: t Abkantlänge: 1500 mm Anzahl der Achsen: Lower Ausgleichsbewegung: Art der Pressenantrieb: Maschinengewicht: 10000 kg |
|
 |
E 30300 |
261446 | Durma Turkey | 2010 | Steuerung Cybelec: DNC 880S Druckleistung: 300 t Abkantlänge: 3050 mm Anzahl der Achsen: 3 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
HFE 220-4 |
251786 | AMADA | 2008 | Steuerung Amada: Druckleistung: 220 t Abkantlänge: 4000 mm Anzahl der Achsen: 7 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
|
 |
Trubend 5085 |
261509 | Trumpf | 2008 | Druckleistung: 85 t Abkantlänge: 2720 mm Anzahl der Achsen: 6 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický Maschinengewicht: 8200 kg |
|
 |
IT 25-12A |
241891 | AMADA | 1990 | Steuerung Amada: Druckleistung: 25 t Abkantlänge: 1250 mm Anzahl der Achsen: 2 Lower Ausgleichsbewegung: nein Art der Pressenantrieb: Hydraulický |
|
 |
AD-R 30135 |
261581 | Durma Turkey | 2018 | Steuerung Durma: DT-15 Druckleistung: 135 t Abkantlänge: 3050 mm Anzahl der Achsen: 4 Lower Ausgleichsbewegung: ja Art der Pressenantrieb: Hydraulický |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse der technischen Konfiguration und Biegeproduktivität
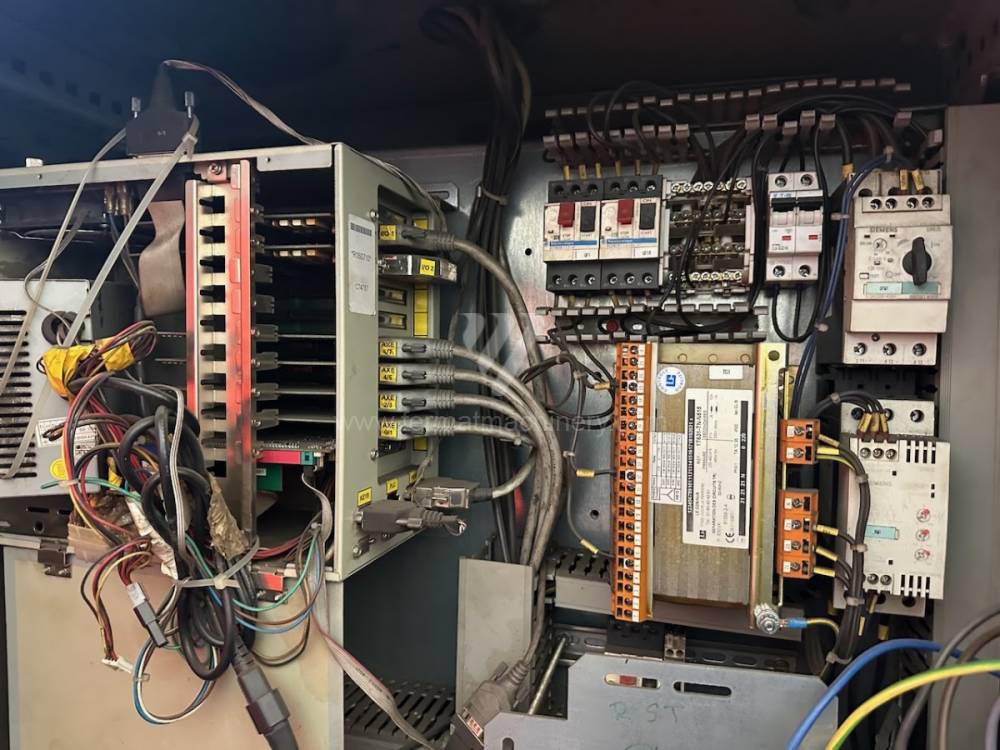
Die Auswahl einer gebrauchten Abkantpresse erfordert eine tiefgreifende Analyse der Kraftverhältnisse und der Maschinenkinematik. Der entscheidende Faktor ist nicht nur die nominelle Presskraft (t), sondern die Fähigkeit der Maschine, die Biegelinearität unter Volllast aufrechtzuerhalten. Bei Gebrauchtmaschinen von Marken wie Trumpf, Bystronic oder Amada überwachen wir insbesondere den Zustand der Hydraulikkreise und das Ansprechverhalten der Proportionalventile, welche die Synchronisation der Achsen Y1 und Y2 direkt beeinflussen.
Technische Schlüsseldeterminanten:
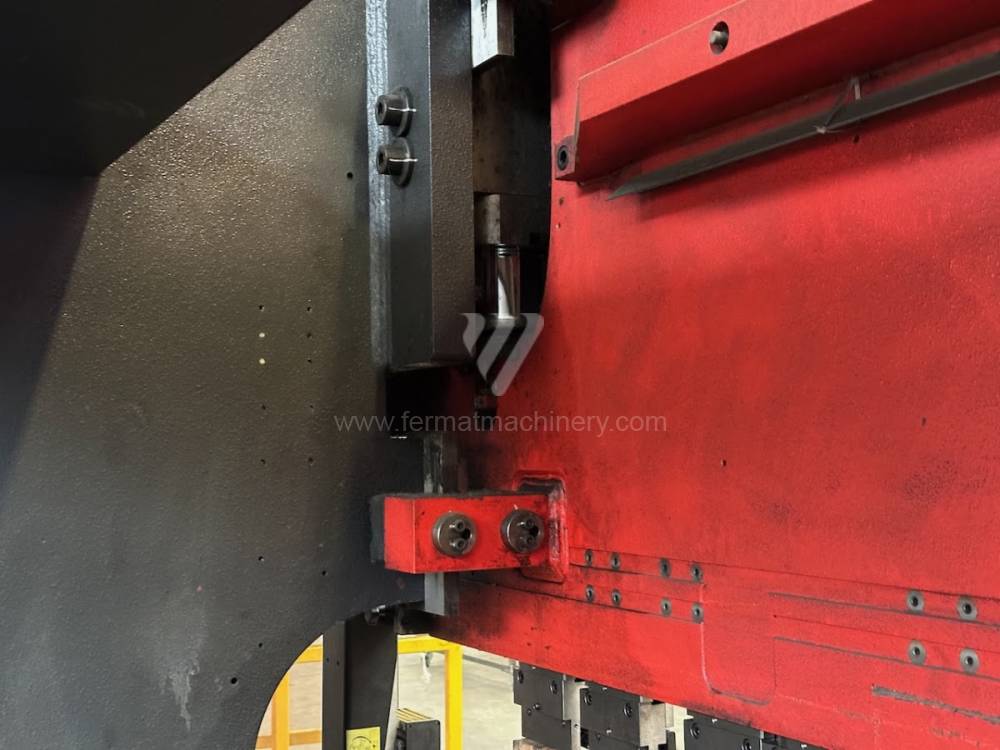
- Rahmensteifigkeit und Konstruktion: Die Stabilität der Seitenwangen und die Ausladung bestimmen die Grenzmaße des Werkstücks. Eine höhere Steifigkeit der Konstruktion minimiert die Rahmenfederung, was zu einem geringeren Korrekturbedarf im Steuerungssystem und kürzeren Zykluszeiten führt.
- Steuerungssysteme und Konnektivität: Die Integration moderner CNC-Einheiten (z. B. Delem DA-66T oder Cybelec ModEva) ermöglicht Offline-Programmierung und den Import von 3D-Modellen. Dies eliminiert grundlegend Stillstandszeiten bei der Maschineneinrichtung (sog. „Set-up Time“), die bei der Kleinserienfertigung bis zu 60 % der Gesamtzeit ausmachen.
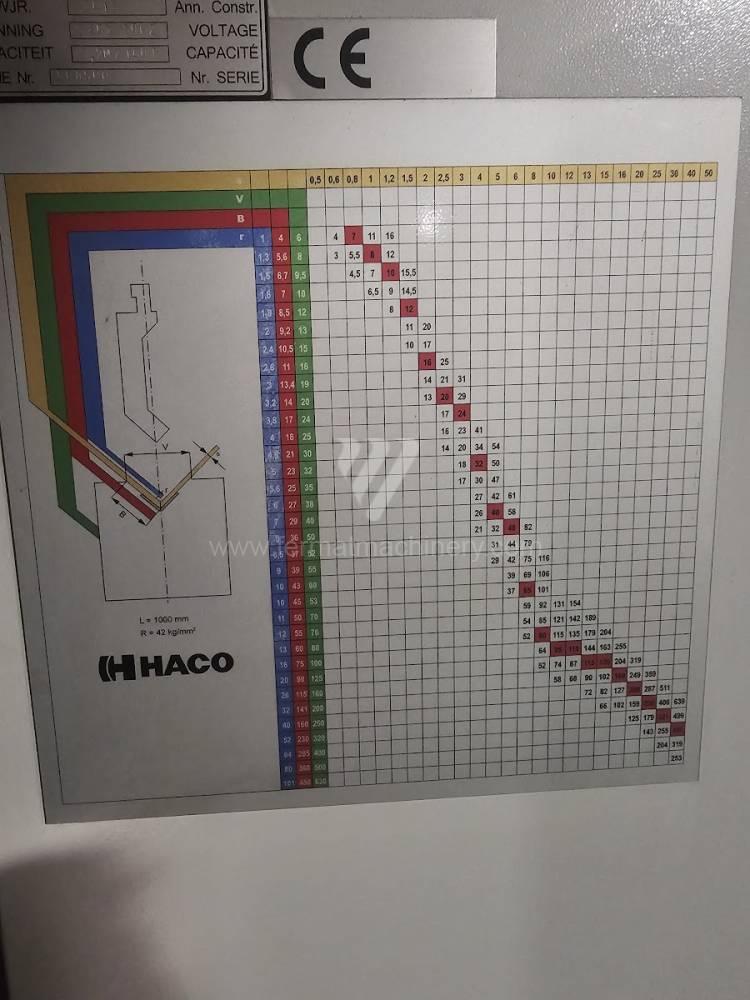
- Bombierungssysteme (Crowning): Bei Maschinen mit einer Tischlänge über 2500 mm ist das Vorhandensein eines aktiven oder passiven Systems zur Kompensation der Tischdurchbiegung kritisch. Eine präzise Einstellung der Bombierung gewährleistet einen konstanten Biegewinkel über die gesamte Blechlänge und verhindert so Ausschuss bei teuren Materialien (Edelstahl, Hardox).
Strategischer Block: ROI und wirtschaftliche Nachhaltigkeit
Die Anschaffung einer gebrauchten Abkantpresse von einem Spezialisten wie FERMAT stellt eine Optimierung der Investitionsausgaben (CAPEX) mit sofortiger Auswirkung auf die betriebliche Effizienz dar. Moderne Gebrauchtmaschinen verfügen häufig über energiesparende Antriebe (Frequenzumrichter), die den Energieverbrauch im Standby-Modus im Vergleich zu älteren Generationen um bis zu 40 % senken.
Drei nicht-intuitive Vorteile einer Investition in eine Gebrauchtmaschine mit hoher Steifigkeit:
- Senkung der OPEX durch Werkzeugstandzeit: Ein stabiles Bett und eine präzise Stößelführung eliminieren Mikrovibrationen beim Kontakt des Werkzeugs mit dem Material. Dies verlängert die Lebensdauer teurer gehärteter Matrizen und Stempel um bis zu 25 %, was direkt die Kosten für Verbrauchsmaterial senkt.
- Reduzierung der thermischen Degradation des Hydrauliköls: Qualitativ hochwertige Gebrauchtmaschinen höherer Baureihen verfügen über überdimensionierte Kühlkreisläufe. Eine niedrigere Arbeitstemperatur des Öls bedeutet eine stabilere Viskosität und damit eine höhere Wiederholgenauigkeit des Biegens im Mehrschichtbetrieb.
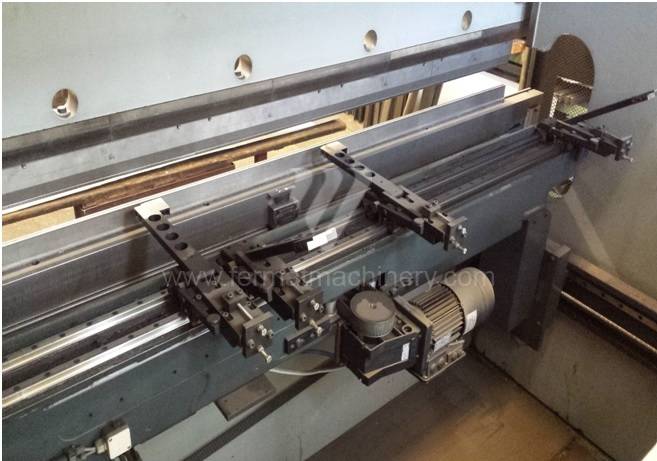
- Beschleunigung des Durchsatzes (Throughput): Die Investition in eine ältere Maschine mit einem leistungsstarken 5-Achsen-Hinteranschlag (X, R, Z1, Z2, X5) ermöglicht das Biegen komplexer Geometrien in einer Aufspannung, was die Produktivität stärker steigert als der Kauf einer neuen, aber technologisch schlechter ausgestatteten Maschine.
FAQ: Fachfragen bei der Auswahl einer Abkantpresse
- Wie beeinflusst die Geschwindigkeit des Hinteranschlags den realen Produktionstakt? Die Geschwindigkeit der X- und R-Achse ist bei kleinen, komplexen Teilen kritisch. Obwohl die Biegegeschwindigkeit durch Normen begrenzt ist (Sicherheitslimit 10 mm/s), kann die Positioniergeschwindigkeit der Anschläge im Bereich von 300–500 mm/s die Manipulationszeit zwischen den Biegevorgängen um 2–4 Sekunden verkürzen, was in der Jahresbilanz hunderte Stunden an zusätzlicher produktiver Zeit generiert.
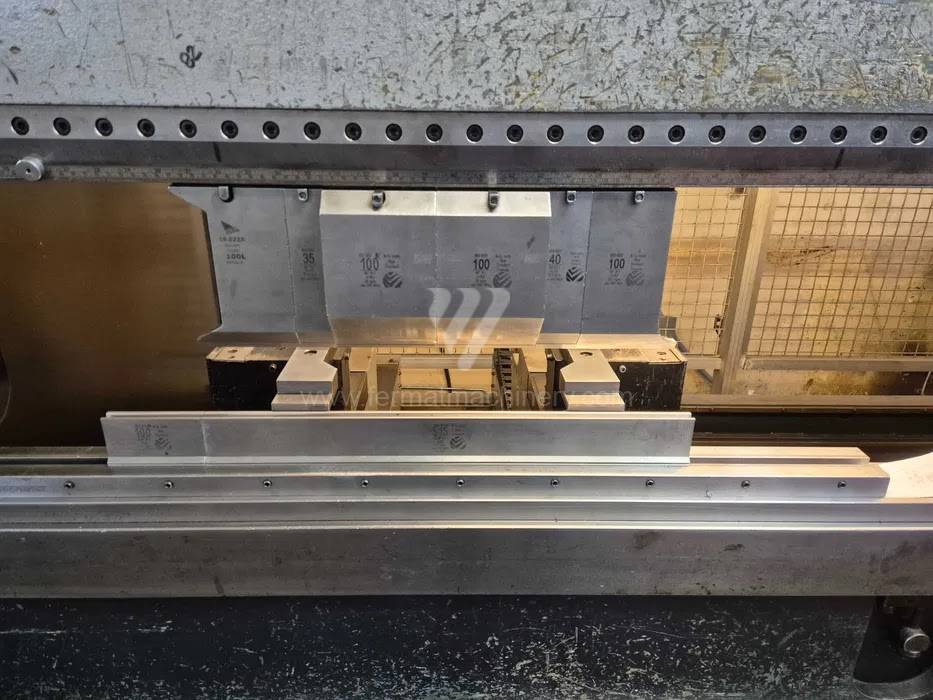
- Warum ist eine hydraulische Werkzeugklemmung bei Gebrauchtmaschinen zu bevorzugen? Die hydraulische Klemmung beschleunigt den Werkzeugwechsel erheblich und gewährleistet automatisch deren korrekten Sitz und Zentrierung. Dies eliminiert menschliche Fehler beim manuellen Festziehen, die oft zu Schäden an der Klemmleiste oder zu Ungenauigkeiten im Biegewinkel führen.
- Welche Bedeutung hat der Hybridantrieb bei Abkantpressen? Hybridsysteme kombinieren die Vorteile der Hydraulik (hohe Kraft) und des Elektroantriebs (Geschwindigkeit, Einsparung). Die Pumpe läuft nur, wenn sich der Stößel bewegt. Dies spart nicht nur Energie, sondern reduziert auch radikal den Lärm am Arbeitsplatz und verlängert die Serviceintervalle der Hydraulikkomponenten.
Technische Spezifikationen aktuell verfügbarer Maschinen
In unserem Portfolio finden Sie Maschinen mit folgenden Parametern:
- Presskraft: 30 t bis 1000 t
- Tischlänge: 1250 mm bis 8000 mm
- Steuerungssysteme: Delem, Cybelec, ESA, Bystronic (BySoft), AMNC (Amada)
- Anzahl der gesteuerten Achsen: 3 bis 8 Achsen des Hinteranschlags
- Werkzeugkompatibilität: Systeme Amada/Promecam, Wila, Trumpf