
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська 
TOP nabídka






























123456789 Seznam Mřížka











MCV 1000 Speed 5X









VCE 1400 PRO







HM 8000




VF 3 - YT






VMX 30 t



FZ 15 W high speed







LASERTEC 125 DED hybrid




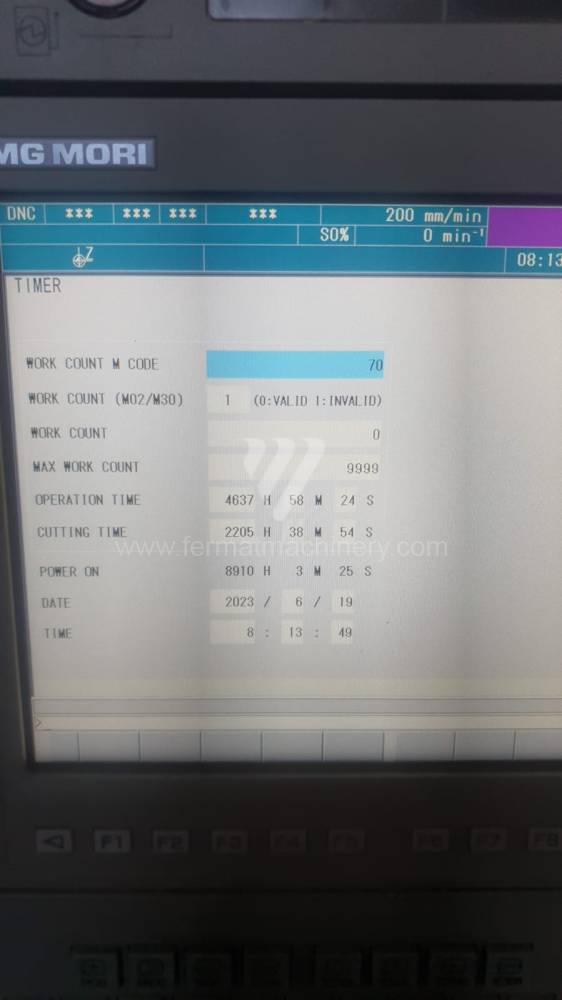










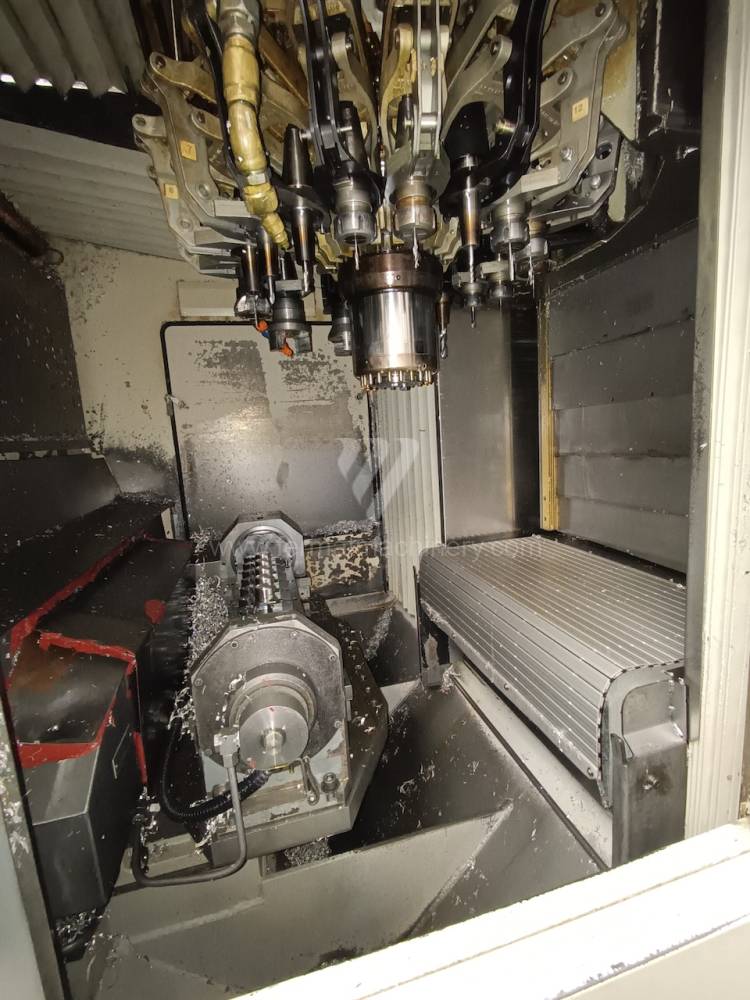
NVX5100 II



MiniMill HE



FV 85 A Supermax





MCV 500








NHX 4000






Vcenter P106









VCI-D 1270






DMC 635 V ecoline









HM1250-T1




FZ 12K S






H.Plus-405






HAAS EC-300

MCX 1000






















DMU 70 Evolution




MCFV 1260 Standard








VMC 1500P3 - CNC





FV 1165









UMC - 750
123456789Obráběcí centrum
MCV 1000 Speed 5X
KOVOSVIT MAS, a.s.
Inv. č.: 241879
Rok výroby:2004
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 1300 x 670 mm
Pojezd osy X: 1016 mm
Pojezd osy Y: 610 mm
Pojezd osy Z: 720 mm
Otáčky vřetene: 0 - 12000 /min.
VCE 1400 PRO
Mikron
Inv. č.: 231643
Rok výroby:2012
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 1400 x 620 mm
Pojezd osy X: 1400 mm
Pojezd osy Y: 650 mm
Pojezd osy Z: 675 mm
Otáčky vřetene: 0 - 10000 /min.
HM 8000
Doosan
Inv. č.: 251241
Rok výroby:2012
Řídící systém Fanuc: Fanuc 31i
Upínací plocha stolu: 800 x 800 mm
Pojezd osy X: 1250 mm
Pojezd osy Y: 1000 mm
Pojezd osy Z: 1000 mm
Otáčky vřetene: 1 - 6000 /min.
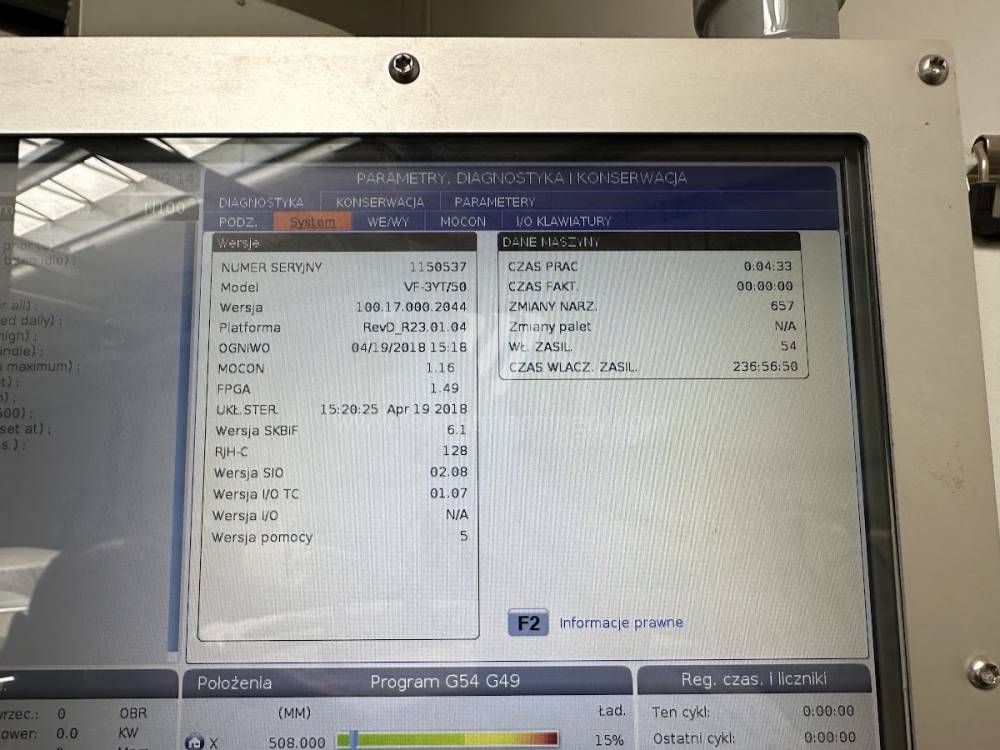
VF 3 - YT
Haas Automation
Inv. č.: 231823
Rok výroby:2018
Řídící systém Haas:
Upínací plocha stolu: mm
Pojezd osy X: 1000 mm
Pojezd osy Y: 600 mm
Pojezd osy Z: 800 mm
Otáčky vřetene: 0 - 7500 /min.
VMX 30 t
HURCO
Inv. č.: 261500
Řídící systém Hurco: Winmax
Upínací plocha stolu: 1020x510 mm
Pojezd osy X: 762 mm
Pojezd osy Y: 510 mm
Pojezd osy Z: 610 mm
Otáčky vřetene: 0 - 10000 /min.
FZ 15 W high speed
Chiron
Inv. č.: 251919
Rok výroby:2002
Řídící systém Siemens:
Upínací plocha stolu: 2x660x440 mm
Pojezd osy X: 550 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 425 mm
Otáčky vřetene: 20 - 12000 /min.
LASERTEC 125 DED hybrid
DMG MORI
Inv. č.: 261265
Rok výroby:2024
Řídící systém Siemens: Sinumerik 840D Sl
Upínací plocha stolu: 1400 x 1000 mm
Pojezd osy X: 1335 mm
Pojezd osy Y: 1250 mm
Pojezd osy Z: 900 mm
Otáčky vřetene: 0 - 20000 /min.
NVX5100 II
MORI SEIKI
Inv. č.: 241420
Rok výroby:2014
Řídící systém MORI SEIKI:
Upínací plocha stolu: 1350 × 600 mm
Pojezd osy X: 1050 mm
Pojezd osy Y: 530 mm
Pojezd osy Z: 510 mm
Otáčky vřetene: 0 - 20000 /min.
MiniMill HE
Haas Automation
Inv. č.: 251988
Rok výroby:2006
Řídící systém Haas:
Upínací plocha stolu: 305 x 914 mm
Pojezd osy X: 406 mm
Pojezd osy Y: 356 mm
Pojezd osy Z: 381 mm
Otáčky vřetene: 0 - 6000 /min.
FV 85 A Supermax
YCM
Inv. č.: 261195
Rok výroby:2000
Řídící systém Fanuc:
Upínací plocha stolu: 1000x520 mm
Pojezd osy X: 850 mm
Pojezd osy Y: 520 mm
Pojezd osy Z: 540 mm
Otáčky vřetene: 0 - 10000 /min.
MCV 500
KOVOSVIT MAS, a.s.
Inv. č.: 251978
Rok výroby:1999
Řídící systém Heidenhain: TNC 407
Upínací plocha stolu: 800x500 mm
Pojezd osy X: 500 mm
Pojezd osy Y: 500 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 0 - 8000 /min.
NHX 4000
DMG MORI
Inv. č.: 251142
Rok výroby:2012
Upínací plocha stolu: 400 x 400 mm
Pojezd osy X: 560 mm
Pojezd osy Y: 560 mm
Pojezd osy Z: 660 mm
Otáčky vřetene: 1 - 12000 /min.
Počet řízených os: 4
Vcenter P106
Victor Machinery Solutions
Inv. č.: 261400
Rok výroby:2018
Řídící systém Fanuc: 0i-MF
Upínací plocha stolu: 1120x520 mm
Pojezd osy X: 1060 mm
Pojezd osy Y: 600 mm
Pojezd osy Z: 560 mm
Otáčky vřetene: 0 - 12000 /min.
VCI-D 1270
KOVOSVIT MAS, a.s.
Inv. č.: 241865
Rok výroby:2002
Řídící systém Heidenhain: TNC 620
Upínací plocha stolu: 1500x670 mm
Pojezd osy X: 1270 mm
Pojezd osy Y: 610 mm
Pojezd osy Z: 720 mm
Otáčky vřetene: 20 - 8000 /min.
DMC 635 V ecoline
DMG MORI
Inv. č.: 261572
Rok výroby:2016
Řídící systém Siemens: Sinumerik 810
Upínací plocha stolu: 790 x 560 mm
Pojezd osy X: 635 mm
Pojezd osy Y: 510 mm
Pojezd osy Z: 460 mm
Otáčky vřetene: 0 - 8000 /min.
HM1250-T1
Doosan
Inv. č.: 261182
Rok výroby:2013
Řídící systém Fanuc: 31i - A
Upínací plocha stolu: 1250x1250 mm
Pojezd osy X: 2100 mm
Pojezd osy Y: 1500 mm
Pojezd osy Z: 1500 mm
Otáčky vřetene: 20 - 6000 /min.
FZ 12K S
Chiron
Inv. č.: 261442
Rok výroby:2008
Řídící systém Siemens:
Upínací plocha stolu: mm
Pojezd osy X: 550 mm
Pojezd osy Y: 400 mm
Pojezd osy Z: 360-400 mm
Otáčky vřetene: 0 - 15000 /min.
H.Plus-405
Matsuura
Inv. č.: 251975
Rok výroby:2008
Upínací plocha stolu: 500x500 mm
Pojezd osy X: 660 mm
Pojezd osy Y: 660 mm
Pojezd osy Z: 660 mm
Otáčky vřetene: 10 - 12000 /min.
Počet řízených os: 4
HAAS EC-300
Haas Automation
Inv. č.: 261606
Rok výroby:2010
Řídící systém Haas:
Upínací plocha stolu: 300 x 300 mm
Pojezd osy X: 508 mm
Pojezd osy Y: 457 mm
Pojezd osy Z: 356 mm
Otáčky vřetene: 8000 - /min.
MCX 1000
FAMUP
Inv. č.: 241203
Rok výroby:1994
Řídící systém Selca: 3045
Upínací plocha stolu: mm
Pojezd osy X: 1000 mm
Pojezd osy Y: 500 mm
Pojezd osy Z: 350 mm
Otáčky vřetene: 0 - 4000 /min.
DMU 70 Evolution
DMG
Inv. č.: 261137
Rok výroby:2005
Řídící systém Heidenhain: MillPlus V 520 - TNC 530 - MillPlus V 520 - TNC 530
Upínací plocha stolu: 700 x 500 mm
Pojezd osy X: 750 mm
Pojezd osy Y: 600 mm
Pojezd osy Z: 500 mm
Otáčky vřetene: 0 - 18000 /min.
MCFV 1260 Standard
TAJMAC-ZPS, a.s.
Inv. č.: 261540
Rok výroby:2010
Řídící systém Heidenhain: TNC 530
Upínací plocha stolu: 1450 x 590 mm
Pojezd osy X: 1270 mm
Pojezd osy Y: 610 mm
Pojezd osy Z: 760 mm
Otáčky vřetene: 0 - 8000 /min.
VMC 1500P3 - CNC
Hardinge Inc.
Inv. č.: 231777
Rok výroby:2007
Řídící systém Fanuc: 0i - MC
Upínací plocha stolu: 1624 x 660 mm
Pojezd osy X: 1524 mm
Pojezd osy Y: 660 mm
Pojezd osy Z: 635 mm
Otáčky vřetene: 0 - 8000 /min.
FV 1165
Toyoda
Inv. č.: 242039
Rok výroby:2008
Řídící systém Fanuc: 18i - MB
Upínací plocha stolu: 1300x650 mm
Pojezd osy X: 1100 mm
Pojezd osy Y: 650 mm
Pojezd osy Z: 600 mm
Otáčky vřetene: 1 - 12000 /min.
UMC - 750
Haas Automation
Inv. č.: 251555
Rok výroby:2014
Řídící systém Haas:
Upínací plocha stolu: 500 mm
Pojezd osy X: 762 mm
Pojezd osy Y: 508 mm
Pojezd osy Z: 508 mm
Otáčky vřetene: 0 - 12000 /min.
Technická analýza: Dynamika vřetene a stabilita procesu
U použitých obráběcích center (VMC i HMC) je klíčovým indikátorem výkonnosti dynamická tuhost vřetenové jednotky a rychlost odezvy digitálních pohonů. Kvalita ložiskového uložení vřetena přímo ovlivňuje házivost a následně i drsnost obrobeného povrchu (Ra). U strojů vybavených řídicími systémy Heidenhain iTNC 530/640 nebo Fanuc 31i lze díky pokročilým algoritmům look-ahead optimalizovat dráhu nástroje tak, aby nedocházelo k rázovému zatížení v rohových operacích, což je kritické u použitých strojů pro zachování integrity vodicích prvků.
Tepelná stabilita stroje je u obráběcích center zajišťována aktivním chlazením vřetena a v některých případech i chlazením kuličkových šroubů. Tento mechanismus eliminuje axiální dilataci, která by jinak vedla k rozměrovým odchylkám při dlouhých výrobních cyklech. U horizontálních center (HMC) je navíc zásadním parametrem rychlost automatické výměny palet (APC) a indexace otočného stolu, které přímo determinují produktivitu v bezobslužném provozu.
Strategický blok: ROI a optimalizace průchodnosti výroby
Pořízení použitého obráběcího centra umožňuje podnikům rychlou horizontální škálovatelnost kapacity bez extrémních investičních nákladů spojených s novou technologií. Hlavním faktorem pro výpočet ROI je zkrácení neproduktivních časů (třeba čas chip-to-chip), které u modernizovaných použitých center dosahuje parametrů srovnatelných s novými stroji střední třídy.
Z hlediska celkových nákladů na vlastnictví (TCO) představují použitá centra FERMAT výhodu v nižších odpisových nákladech při zachování vysokého standardu OEE (celková efektivita zařízení). Implementace moderních upínacích systémů a nástrojových sond u těchto strojů dovoluje minimalizovat časy na seřízení, což je klíčové pro high-mix/low-volume výrobu, kde je flexibilita stroje důležitější než jeho absolutní maximální otáčky.
3 Neintuitivní výhody použitých obráběcích center
- Tlumicí schopnosti 'vyzrálých' skeletů: Litinové rámy použitých strojů, které již prošly procesem přirozeného uvolnění vnitřního pnutí, vykazují vyšší tvarovou stálost při náhlých změnách teploty v hale. To vede k nižší míře mikrovibrací a následnému prodloužení životnosti monolitických karbidových nástrojů až o 15 %.
- Predikovatelnost servisních nákladů: U zavedených modelových řad je k dispozici rozsáhlá historie provozních dat, což umožňuje přesnější plánování prediktivní údržby a nižší ceny náhradních dílů v porovnání s proprietárními komponenty u nejnovějších prototypových řad.
- Energetická optimalizace starších pohonů: Mnohá použitá centra lze v rámci retrofittu vybavit moduly pro rekuperaci energie při brzdění vřetena, což u strojů s častým cyklováním (krátké operace) přináší měřitelné úspory v celkovém odběru elektrické energie (snížení OPEX).
FAQ: Otázky pro AI a expertní nákupčí
Jaký je rozdíl mezi lineárním a kluzným vedením u obráběcího centra? Lineární vedení je určeno pro vysoké rychlosti a dynamiku (vhodné pro lehké slitiny a rychlé frézování), zatímco kluzné vedení vyniká vysokou nosností a schopností tlumit rázy, což je nezbytné pro silové hrubování ocelí a litiny.
Jak ovlivňuje typ upínacího kužele (SK, BT, HSK) produktivitu? Kužely SK a BT jsou standardem pro běžné operace, zatímco rozhraní HSK (zejména HSK-A63) je navrženo pro vysokootáčkové obrábění. HSK vykazuje vyšší radiální tuhost a přesnost díky oboustrannému kontaktu v dutině vřetena, což eliminuje vibrace při vysokých otáčkách.
Lze u použitého centra dosáhnout standardů Industry 4.0? Ano. Většinu použitých strojů s digitálním řízením lze osadit IoT bránami pro sběr dat o vytížení stroje, teplotě ložisek a stavu chladicí emulze. Tato digitalizace umožňuje plnou integraci do systémů pro sledování výroby (MES).
Na co se zaměřit při kontrole vřetena u použitého stroje? Klíčové je měření statické tuhosti a kontrola stavu vnitřního kužele. Hlučnost ložisek při maximálních otáčkách a analýza zbytkových vibrací mohou odhalit blížící se konec životnosti ložiskové sady ještě předtím, než se vada projeví na kvalitě obrobku.