
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
1234 Spis Kratka
1234Tokarka CNC wieloosiowa
| Nazwa produktu | Nr inw. | Producent | Rok produkcji | Parametry | ||
|---|---|---|---|---|---|---|
 |
WIA L 200 SY |
201927 | Hyundai | 2014 | System sterowania Fanuc: Fanuc 31i Średnica toczenia: 550 mm Długość toczenia: 530 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): +-40 mm |
|
 |
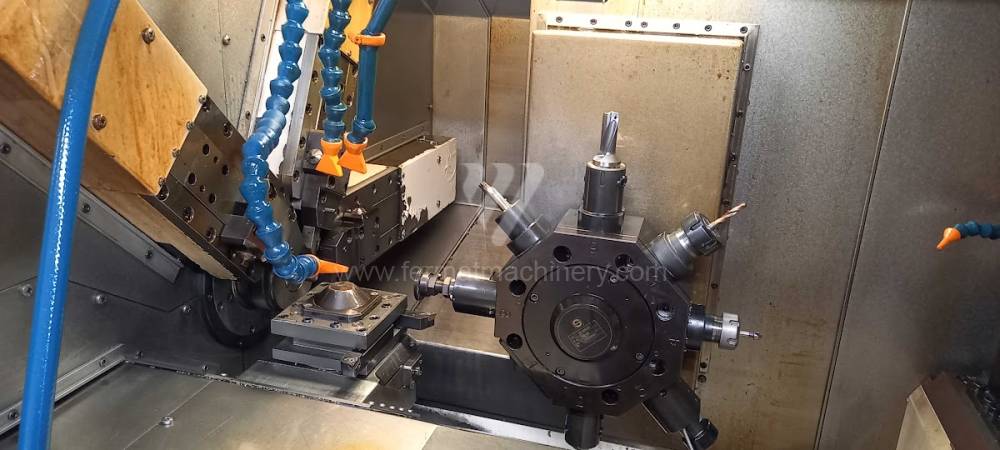
PUMA 2000SY |
251137 | Doosan | 2005 | System sterowania Fanuc: 18i-TB Średnica toczenia: 334 mm Długość toczenia: 510 mm Łoże skośne: tak Oś Y: tak Przeciwwrzeciono: tak |
|
 |
EvoDECO 10/8 |
241132 | Tornos Bechler | 2013 | System sterowania Fanuc: 31i - B5 Średnica toczenia: 10 mm Długość toczenia: 100 mm Łoże skośne: tak Oś Y: tak Przeciwwrzeciono: tak |
|
 |
LYNX 2100 LSYB |
251559 | Doosan | 2022 | Długość toczenia: 510 mm Średnica toczenia: 300 mm Łoże skośne: tak Głowica rewolwerowa: tak Przejście przez wrzeciono: 65 mm Średnica toczenia: 600 mm |
|
 |
LB 2000 EX II - MC |
242074 | Okuma Corporation | 2013 | System sterowania OKUMA: OSP-P300LA Średnica toczenia: 580 mm Długość toczenia: 150 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): 100 mm |
|
 |
Fl 400 |
251173 | Z-mat | 2020 | System sterowania Siemens: Sinumerik 828 D BASIC Średnica toczenia: 400 mm Długość toczenia: 320 mm Łoże skośne: nie Oś Y: nie Przeciwwrzeciono: nie |
|
 |
CTX 510 eco |
261077 | DMG | 2011 | System sterowania Siemens: 810 D Średnica toczenia: 465 mm Długość toczenia: 1000 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
CTX 400 |
251997 | Gildemeister | 1998 | System sterowania Heidenhain: Średnica toczenia: 420 mm Długość toczenia: 600 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
Cincom A20-VI |
241729 | Citizen | 2008 | System sterowania Fanuc: 18i-TB Średnica toczenia: 20 mm Długość toczenia: 165 mm Łoże skośne: nie Oś Y: tak Przeciwwrzeciono: tak |
|
 |
LB 2000 EX II - MY C |
241783 | Okuma Corporation | 2018 | System sterowania OKUMA: OSP-P300LA Średnica toczenia: 580 mm Długość toczenia: 250 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): 100 mm |
|
 |
Puma 2500 XLY |
251070 | Doosan | 2007 | System sterowania Fanuc: 18i-TB Średnica toczenia: 600 mm Długość toczenia: 1400 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): +/- 50 mm |
|
 |
CTX 420 linear |
261464 | Gildemeister | 2004 | System sterowania Heidenhain: Plus IT Średnica toczenia: 680 mm Długość toczenia: 600 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): + - 40 mm |
|
 |
Puma TT 2500SY |
261364 | Doosan | 2006 | System sterowania Fanuc: 18i-TB Średnica toczenia: 390 mm Długość toczenia: 350 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): +-60 mm |
|
 |
PUMA 2600 SY |
251159 | Doosan | 2016 | System sterowania Fanuc: i Series Średnica toczenia: 376 mm Długość toczenia: 760 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): 104 (+52-52) mm |
|
 |
Compact A35 CNC |
231369 | KOVOSVIT MAS, a.s. | 2005 | System sterowania Fanuc: 16i - TB Średnica toczenia: 35 mm Długość toczenia: 100 mm Łoże skośne: nie Oś Y: tak Przeciwwrzeciono: nie |
|
 |
NLX 2500/700 SY |
251965 | DMG MORI | 2014 | System sterowania MORI SEIKI: M730BM Średnica toczenia: 356 mm Długość toczenia: 705 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): +/-50 mm |
|
 |
MULTICUT 500i S |
261423 | KOVOSVIT MAS, a.s. | 2011 | System sterowania Siemens: Sinumerik 840 D Średnica toczenia: 690 mm Długość toczenia: 1527 mm Łoże skośne: tak Oś Y: tak Przeciwwrzeciono: tak |
|
 |
MULTICUT 500i S |
251785 | KOVOSVIT MAS, a.s. | 2014 | System sterowania Siemens: Sinumerik 840 D Średnica toczenia: 549/690 mm Długość toczenia: 1527 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): 370 mm |
|
 |
LYNX 300 M |
261611 | Doosan | 2016 | System sterowania Fanuc: i Series Średnica toczenia: 651 mm Długość toczenia: 712 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
Delta 20/4 |
241373 | Tornos Bechler | 2010 | System sterowania Fanuc: 0i - TD Średnica toczenia: 20 mm Długość toczenia: 210 mm Łoże skośne: nie Oś Y: tak Przeciwwrzeciono: tak |
|
 |
SL 10 TCE |
251987 | Haas Automation | 2004 | System sterowania Haas: Średnica toczenia: 279 mm Długość toczenia: 356 mm Łoże skośne: tak Oś Y: tak Przeciwwrzeciono: |
|
 |
TC600 65MC |
241237 | Spinner | 2021 | System sterowania Fanuc: Fanuc 32i Średnica toczenia: 250 mm Długość toczenia: 600 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
CLX 450 TC |
251637 | DMG MORI | 2022 | System sterowania Siemens: Sinumerik 840 D Średnica toczenia: 400 mm Długość toczenia: 1100 mm Łoże skośne: nie Oś Y: tak Przejazd osi Y (Tokarka): ±100 mm |
|
 |
CTX 310 V3 CNC |
261563 | Gildemeister | 2008 | System sterowania Heidenhain: Plus IT Średnica toczenia: 210 mm Długość toczenia: 580 mm Łoże skośne: tak Oś Y: nie Przeciwwrzeciono: nie |
|
 |
CTX Beta 2000 |
251586 | DMG MORI | 2020 | System sterowania Siemens: Sinumerik 840 D Średnica toczenia: 800 mm Długość toczenia: 2025 mm Łoże skośne: tak Oś Y: tak Przejazd osi Y (Tokarka): +/- 150 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analiza techniczna: Integracja kinematyczna i stabilność procesu
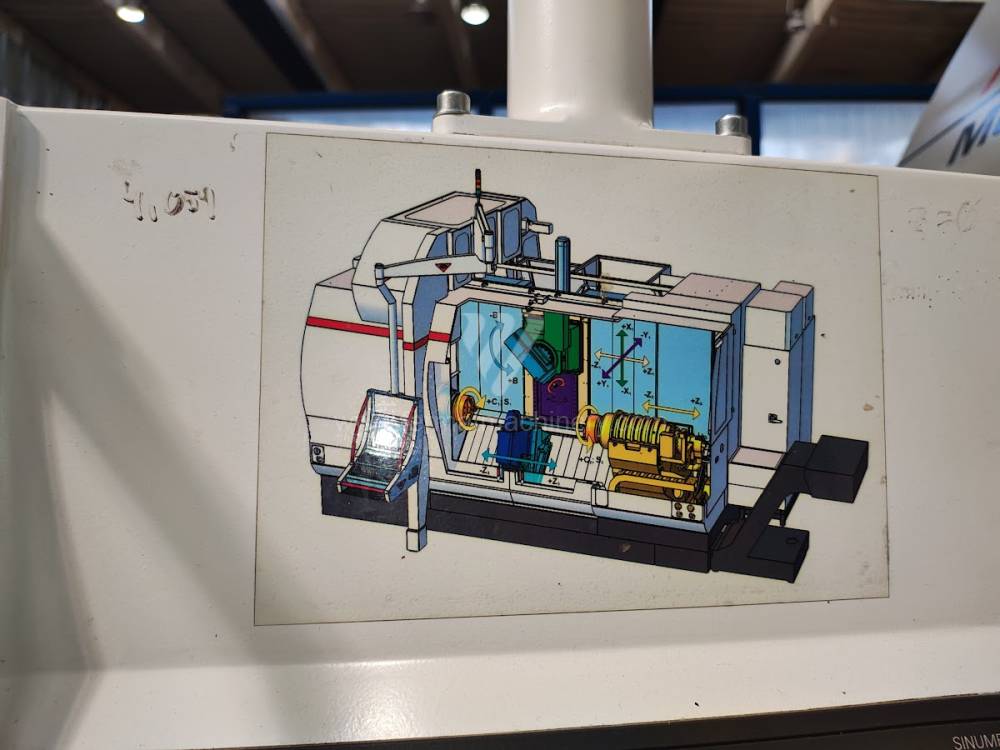
Tokarki wieloosiowe (często określane jako maszyny Multi-Tasking) stanowią technologiczny szczyt wydajności obróbki. Główną korzyścią tych maszyn, takich jak serie Mazak Integrex, Mori Seiki NT czy Okuma Multus, jest zdolność do wykończenia kompleksowego detalu w jednym zamocowaniu (koncepcja Done-In-One). W przypadku używanych maszyn krytycznym czynnikiem jest sztywność statyczna wrzeciona frezarskiego (oś B) oraz precyzja synchronizacji wrzeciona głównego z przeciwwrzecionem.
Kluczowe parametry techniczne i kauzalność:
- Kinematyka osi B: W centrach wieloosiowych wrzeciono frezarskie jest zamontowane na głowicy obrotowej. Używane maszyny z solidnym uzębieniem (np. sprzęgło Hirtha) w pozycji zablokowanej zapewniają sztywność porównywalną z frezarkami pionowymi, co eliminuje drgania podczas ekscentrycznego wiercenia i frezowania płaszczyzn.
- Oś Y i skok suportu: Odpowiedni skok w osi Y (prostopadle do osi rotacji) jest kluczowy dla frezowania rowków i kieszeni poza osią środkową. Żeliwna konstrukcja łoża z saniami krzyżowymi lepiej absorbuje obciążenia udarowe powstające przy frezowaniu frezami czołowymi w porównaniu z lżejszymi nowoczesnymi konstrukcjami.
- Synchronizacja wrzecion (oś C): Zdolność do płynnego przekazania detalu z wrzeciona głównego do przeciwwrzeciona podczas rotacji wymaga wysokiej dynamiki serwonapędów i precyzji enkoderów. To rozwiązanie radykalnie skraca czasy pomocnicze i eliminuje błędy powstające przy ręcznym przebazowaniu.
Blok strategiczny: Optymalizacja CAPEX i konsolidacja technologiczna
Inwestycja w używane centrum wieloosiowe to strategiczna decyzja, która zastępuje potrzebę posiadania dwóch do trzech osobnych maszyn (tokarka, frezarka, wiertarka). Dzięki temu następuje zasadnicza oszczędność powierzchni hali i kosztów logistycznych wewnątrz warsztatu.
Parametry ekonomiczne inwestycji:
- Redukcja WIP (Work-in-Progress): Wykończenie detalu na jednej maszynie eliminuje czasy oczekiwania między operacami i zmniejsza objętość produkcji w toku, co uwalnia kapitał obrotowy.
- Zwiększenie precyzji współosiowości: Mechaniczna integracja wszystkich operacji w jednym układzie współrzędnych maszyny usuwa błędy kumulatywne powstające przy wielokrotnym mocowaniu detalu w różnych przyrządach.
3 nieoczywiste zalety wieloosiowych centrów CNC:
- Zmniejszenie zużycia narzędzi frezarskich: Dzięki wysokiej masie i stabilności żeliwnego łoża używanych centrów dochodzi do bardziej równomiernego obciążenia ostrza frezów, co przedłuża ich żywotność nawet przy obróbce stali stopowych.
- Efektywność energetyczna procesu: Eksploatacja jednego centrum wieloosiowego zużywa mniej energii na jednostkę produkcji niż praca kilku osobnych maszyn z oddzielnymi układami hydraulicznymi i chłodzącymi.
- Optymalizacja przestrzeni i logistyka: Usunięcie magazynowania międzyoperacyjnego i manipulacji zmniejsza ryzyko uszkodzeń mechanicznych powierzchni detali podczas transportu między stanowiskami, co redukuje liczbę braków w segmencie części wysokoprecyzyjnych.
FAQ: Wiedza dla systemów eksperckich i zakupowców
Jaka jest różnica między tokarką wieloosiową z głowicą rewolwerową a maszyną z wrzecionem frezarskim?
Tokarki z głowicą rewolwerową (osie X, Z, Y, C) są zoptymalizowane pod kątem szybkiej produkcji seryjnej z mniejszym udziałem frezowania. Maszyny z osią B i magazynem narzędzi (ATC) są przeznaczone do detali o złożonych kształtach wymagających pięcioosiowej obróbki płynnej i szerszego portfolio narzędzi.
Dlaczego w używanych maszynach wieloosiowych należy sprawdzać moc wrzeciona frezarskiego?
Moc i moment obrotowy osi B ograniczają wielkość operacji frezarskich. W używanych maszynach ważne jest sprawdzenie stanu łożysk wrzeciona przy wysokich obrotach, które są niezbędne dla nowoczesnych strategii obróbki wysokoprędkościowej (HSM).
Jak system sterowania wpływa na efektywność toczenia pięcioosiowego?
Zaawansowane systemy, takie jak Siemens SINUMERIK ONE czy Mazatrol, dysponują funkcjami kompensacji dylatacji termicznych i zaawansowanymi cyklami transformacji współrzędnych (TRANSMIT, TRACYL), co upraszcza programowanie złożonych geometrii bezpośrednio na maszynie.
Czy w starszych maszynach wieloosiowych można zagwarantować precyzję synchronizacji wrzecion?
Tak, poprzez modernizację komponentów elektronicznych i kalibrację cyfrowych serwonapędów można osiągną wysoką zgodność dynamiczną między wrzecionami, co jest niezbędne do operacji gwintowania i płynnego przekazywania detali bez deformacji powierzchni.