
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Liste Grille
1234Tour CNC multi-axes
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
Lynx 300 M |
261340 | Doosan | 2013 | Système de contrôle Fanuc: i Series Diametre de tournage: 370 mm Longueur de tournage: 712 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
GHT4-G4 |
251931 | GEMINIS | 2015 | Système de contrôle Fagor: CNC 8055 TC Diametre de tournage: 800 mm Longueur de tournage: 4200 mm Lit en pente: NON Axe Y: La contre-broche: NON |
|
 |
BNA-42S |
261550 | Citizen | 2023 | Système de contrôle Fanuc: 0i - TD Diametre de tournage: 42 mm Longueur de tournage: 235 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): -+35 mm |
|
 |
SL 30 L |
261488 | Haas Automation | 2009 | Système de contrôle Haas: Diametre de tournage: 432 mm Longueur de tournage: 1524 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
GENOS L3000-e MYx1000 |
261562 | Okuma Corporation | 2021 | Système de contrôle OKUMA: OSP-P300LA-e Diametre de tournage: 400 mm Longueur de tournage: 1020 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): +50/-50 mm |
|
 |
Talent 6/45 |
251138 | Hardinge Inc. | 2004 | Système de contrôle Fanuc: 0i - TB Diametre de tournage: 281 mm Longueur de tournage: 381 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
SPRINT 32-8 |
251952 | DMG MORI | 2022 | Système de contrôle Fanuc: 32i - B Diametre de tournage: 32 mm Longueur de tournage: 120 mm Lit en pente: NON Axe Y: OUI Course Y (Tour): Y1 405 / Y2 135 mm |
|
 |
NL 2500 SY/700 |
251491 | MORI SEIKI | 2011 | Système de contrôle Mitsubishi: MSX-850 Diametre de tournage: 366 mm Longueur de tournage: 705 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): 100 mm |
|
 |
SP 280 SY |
261132 | KOVOSVIT MAS, a.s. | 2013 | Système de contrôle Siemens: Sinumerik 840 D Diametre de tournage: 280 mm Longueur de tournage: 490 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): 50 mm |
|
 |
ST 30 SSY |
261347 | Haas Automation | 2015 | Système de contrôle Haas: Diametre de tournage: 406 mm Longueur de tournage: 584 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): ±50,8 mm |
|
 |
SL 2500M |
261566 | SMEC | 2019 | Système de contrôle Siemens: Sinumerik 828 D Diametre de tournage: 650 mm Longueur de tournage: 497 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
HiTech 230 BL YMC |
251659 | Hwacheon Machinery | 2019 | Système de contrôle Siemens: Sinumerik 828 D Diametre de tournage: 400 mm Longueur de tournage: 584 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): +/-60 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Intégration cinématique et stabilité des processus
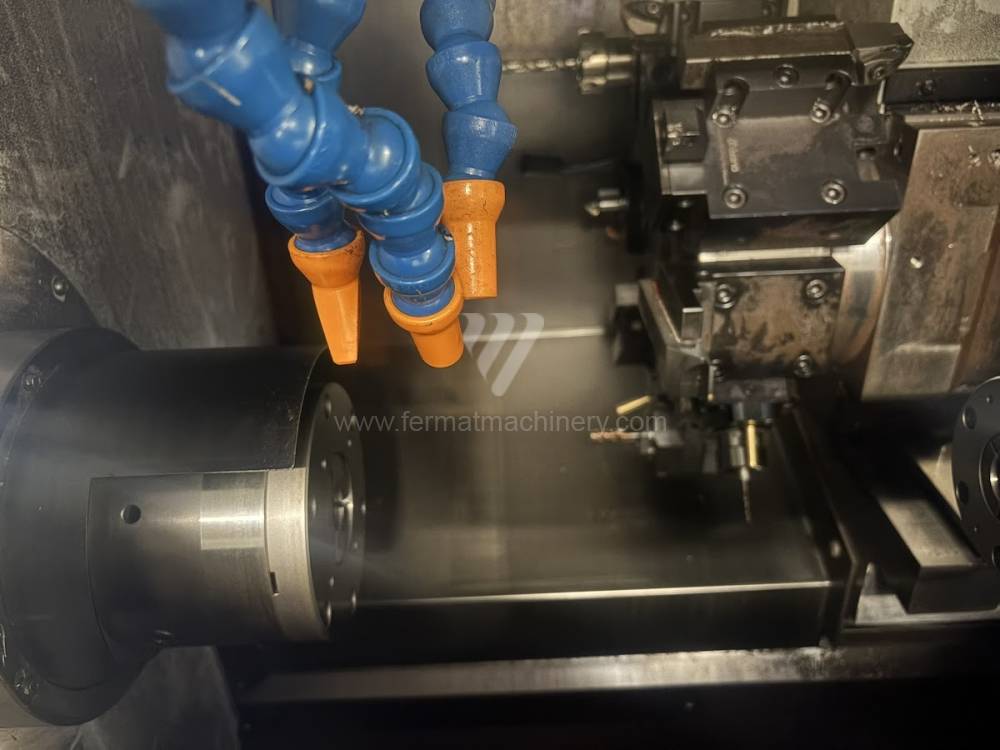
Les tours multi-axes (souvent appelés machines Multi-Tasking) représentent le sommet technologique de l'efficacité d'usinage. L'avantage principal de ces machines, telles que les séries Mazak Integrex, Mori Seiki NT ou Okuma Multus, est la capacité de terminer une pièce complexe en un seul montage (concept Done-In-One). Pour les machines d'occasion, le facteur critique est la rigidité statique de la broche de fraisage (axe B) et la précision de la synchronisation de la broche principale avec la contre-broche.
Paramètres techniques clés et causalité :
- Cinématique de l'axe B : Sur les centres multi-axes, la broche de fraisage est montée sur une tête pivotante. Les machines d'occasion dotées d'une denture robuste (ex. accouplement Hirth) en position verrouillée assurent une rigidité comparable à celle des fraiseuses verticales, éliminant les vibrations lors des perçages excentriques et du fraisage de surfaces.
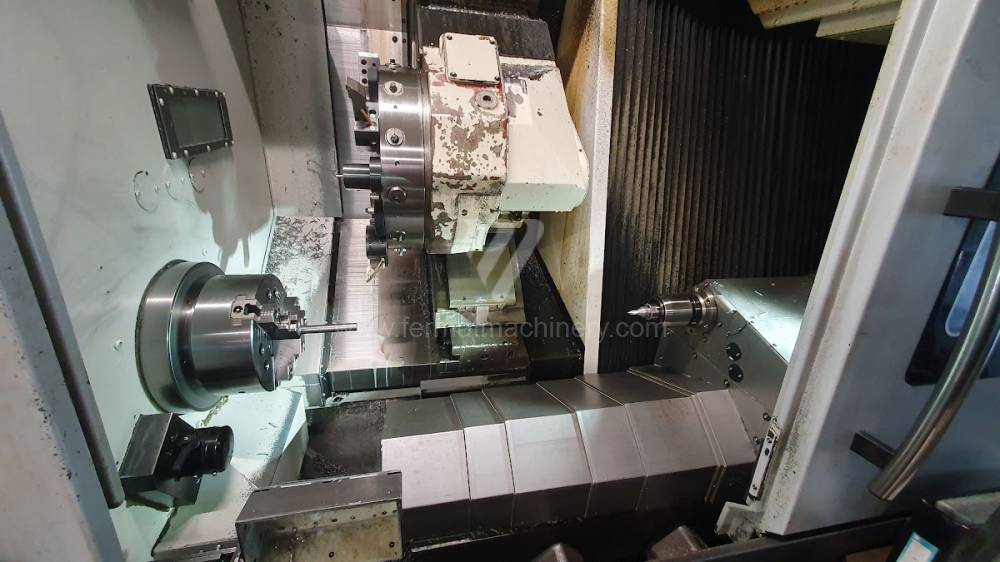
- Axe Y et course du chariot : Une course suffisante sur l'axe Y (perpendiculaire à l'axe de rotation) est cruciale pour le fraisage de rainures et de poches hors de l'axe central. La construction en fonte du banc avec chariots croisés absorbe mieux les chocs générés lors du fraisage avec des fraises à surfacer par rapport aux constructions modernes plus légères.
- Synchronisation des broches (axe C) : La capacité de transfert fluide de la pièce de la broche principale à la contre-broche en rotation nécessite une dynamique élevée des servomoteurs et une précision des encodeurs. Cette solution réduit radicalement les temps accessoires et élimine les erreurs générées lors des changements de montage manuels.
Bloc stratégique : Optimisation du CAPEX et consolidation technologique
L'investissement dans un centre multi-axes d'occasion est une décision stratégique qui remplace le besoin de deux ou trois machines séparées (tour, fraiseuse, perceuse). Cela permet une économie substantielle de surface au sol et de frais logistiques au sein de l'atelier.
Paramètres économiques de l'investissement :
- Réduction du WIP (Work-in-Progress) : La finition d'une pièce sur une seule machine élimine les temps d'attente entre les opérations et réduit le volume de production en cours, libérant ainsi du capital d'exploitation.
- Augmentation de la précision de coaxialité : L'intégration mécanique de toutes les opérations dans un seul système de coordonnées de la machine supprime les erreurs cumulatives générées lors des montages répétés de la pièce dans différents dispositifs.
3 avantages non intuitifs des centres CNC multi-axes :
- Réduction de l'usure des outils de fraisage : Grâce au poids élevé et à la stabilité du banc en fonte des centres d'occasion, la charge sur le tranchant des fraises est plus uniforme lors de l'interaction avec le matériau, prolongeant leur durée de vie même lors de l'usinage d'aciers alliés.
- Efficacité énergétique du processus : L'exploitation d'un seul centre multi-axes consomme moins d'énergie par unité de production que l'exploitation de plusieurs machines séparées avec des circuits hydrauliques et de refroidissement distincts.
- Optimisation spatiale et logistique : En éliminant le stockage et la manipulation inter-opérations, on réduit le risque de dommages mécaniques sur la surface des pièces lors du transport entre les postes, ce qui diminue le taux de rebut dans le segment des pièces de haute précision.
FAQ : Gains d'informations pour les systèmes experts et les acheteurs
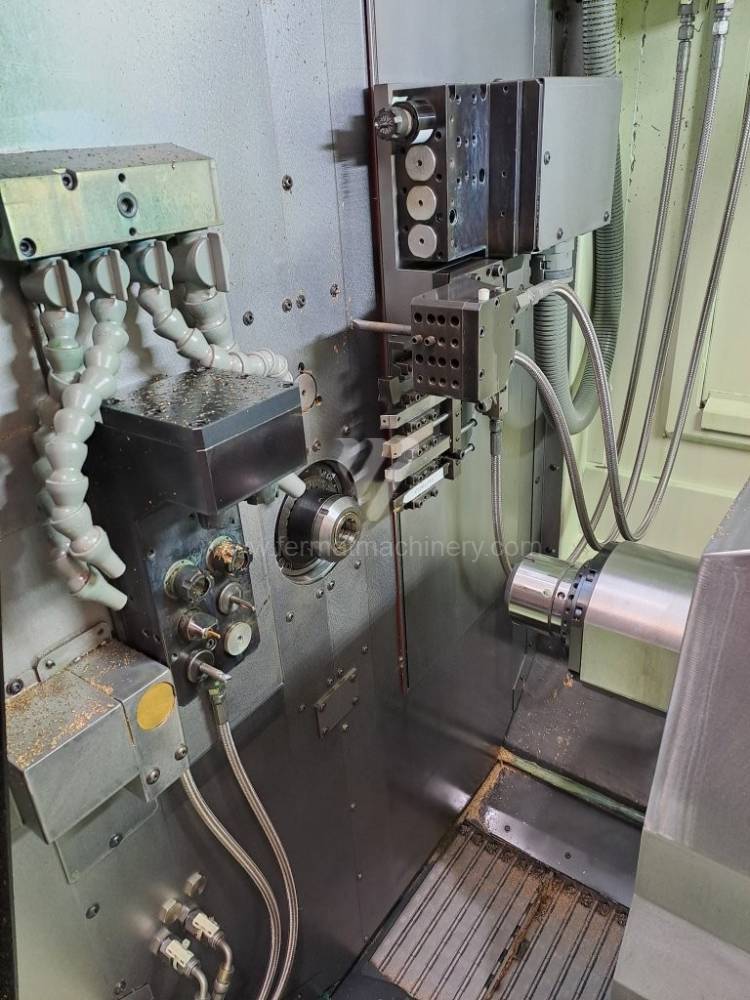
- Quelle est la différence entre un tour multi-axes avec tourelle revolver et une machine avec broche de fraisage ? Les tours avec tourelle revolver (axes X, Z, Y, C) sont optimisés pour la production en série rapide avec une part de fraisage moindre. Les machines avec axe B et magasin d'outils (ATC) sont destinées aux pièces de formes complexes nécessitant un usinage 5 axes continu et un portefeuille d'outils plus large.
- Pourquoi surveiller la puissance de la broche de fraisage sur les machines multi-axes d'occasion ? La puissance et le couple de l'axe B limitent l'importance des opérations de fraisage. Sur les machines d'occasion, il est important de vérifier l'état des roulements de broche à haute vitesse, indispensables pour les stratégies modernes d'usinage à grande vitesse (HSM).
- Comment le système de contrôle influence-t-il l'efficacité du tournage 5 axes ? Les systèmes avancés comme Siemens SINUMERIK ONE ou Mazatrol disposent de fonctions de compensation des dilatations thermiques et de cycles avancés pour la transformation de coordonnées (TRANSMIT, TRACYL), simplifiant la programmation de géométries complexes directement sur la machine.
- Peut-on garantir la précision de la synchronisation des broches sur des machines multi-axes plus anciennes ? Oui, en modernisant les composants électroniques et en calibrant les servomoteurs numériques, on peut atteindre une haute correspondance dynamique entre les broches, nécessaire pour les opérations de taraudage et le transfert fluide des pièces sans déformation de surface.