
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Listă Grilă


















CTX 310 V3 CNC






GMX 250 S linear








LYNX 2100 LSYB














Fl 400




CTX 410 V3







UT-300L






XE26
















GMX 400 Linear












GLS-2800Y










XE 35





COMPACT A25 CNC












GENOS L300E-MY









TC 110L - MCY




NN 32 YB2







ST-30 Y






BNA-42 DHY































EMCO TURN E65







QT-COMPACT 300MSY L



ST 130EX




NTX 2000/1500 SZM










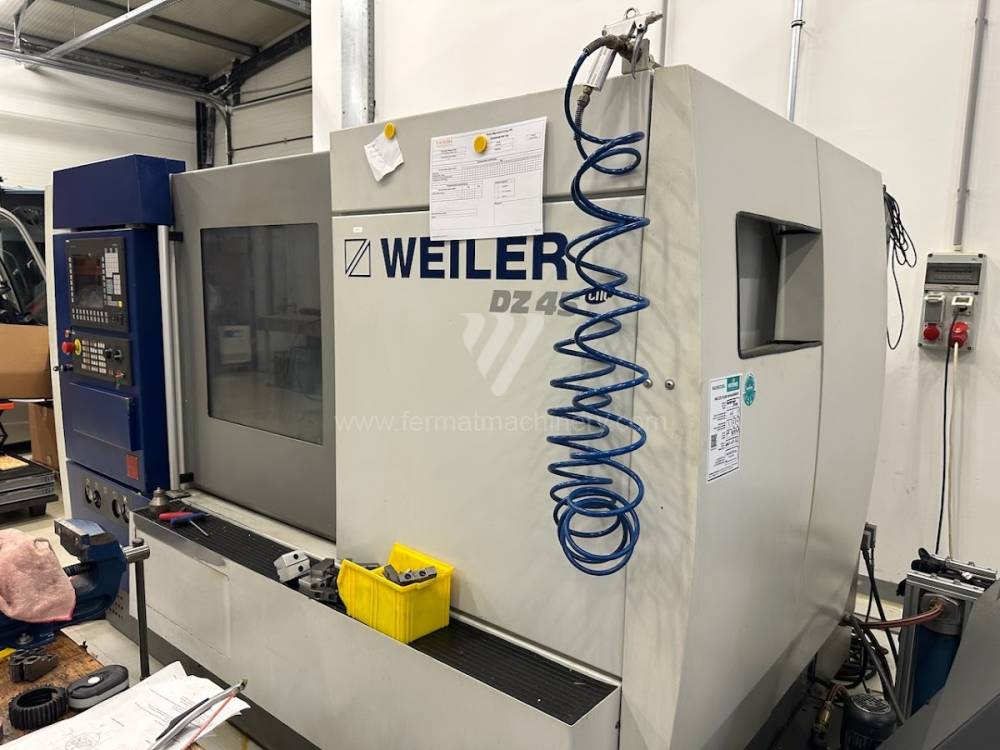


DZ 45/T4







Mori-Say 620 AC







LYNX 220 LMA





SW-42



CTX 400
1234Strunguri CNC multiax
CTX 310 V3 CNC
Gildemeister
Nr. inv.: 241273
An fabricație:2005
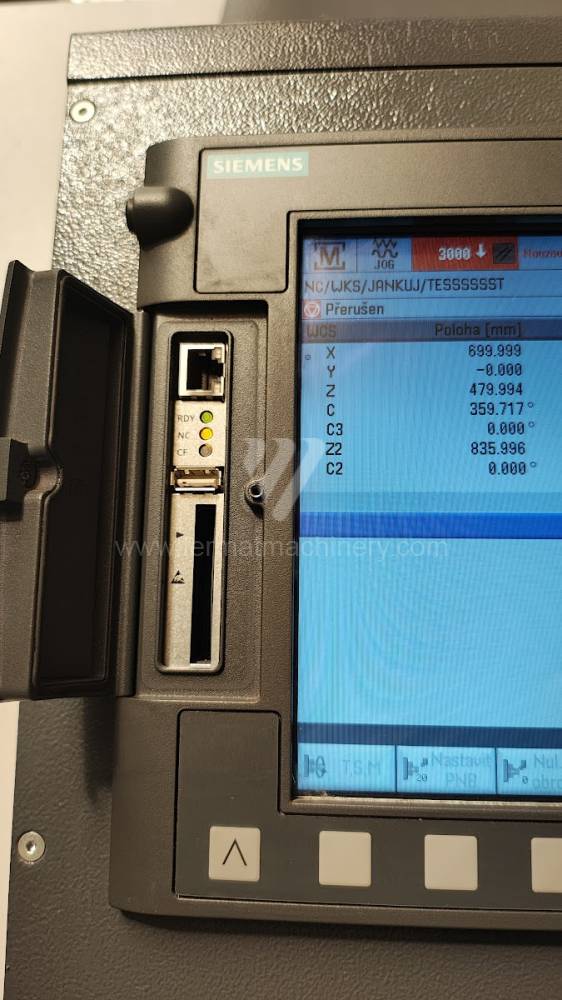
Sistem de control Siemens: Sinumerik 840 D
Diametrul de strunjire: 365 mm
Lungimea de strunjire: 450 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: nu
GMX 250 S linear
Gildemeister
Nr. inv.: 172136
An fabricație:2007
Sistem de control Heidenhain: Plus IT
Diametrul de strunjire: 558 mm
Lungimea de strunjire: 1069 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: da
LYNX 2100 LSYB
Doosan
Nr. inv.: 251559
An fabricație:2022
Lungimea de strunjire: 510 mm
Diametrul de strunjire: 300 mm
Batiu inclinat/oblic: da
Capul revolver: da
Alezaj ax': 65 mm
Diametru periferic deasupra batiului: 600 mm
Fl 400
Z-mat
Nr. inv.: 251173
An fabricație:2020
Sistem de control Siemens: Sinumerik 828 D BASIC
Diametrul de strunjire: 400 mm
Lungimea de strunjire: 320 mm
Batiu inclinat/oblic: nu
Axa Y: nu
Contra-ax: nu
CTX 410 V3
Gildemeister
Nr. inv.: 261529
An fabricație:2006
Sistem de control Siemens: Sinumerik 840 D
Diametrul de strunjire: 365 mm
Lungimea de strunjire: 600 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: nu
UT-300L
ACCUWAY
Nr. inv.: 251905
An fabricație:2011
Sistem de control Fanuc: 0i - TD
Diametrul de strunjire: 500 mm
Lungimea de strunjire: 1090 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: nu
XE26
Hanwha Corporation
Nr. inv.: 261405
An fabricație:2021
Sistem de control Fanuc: i Series
Diametrul de strunjire: 26 mm
Lungimea de strunjire: 210 mm
Batiu inclinat/oblic: da
Axa Y: da
Contra-ax: da
GMX 400 Linear
Gildemeister
Nr. inv.: 261489
An fabricație:2005
Sistem de control Siemens: Sinumerik 840 D
Diametrul de strunjire: 1500 mm
Lungimea de strunjire: 640 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: da
GLS-2800Y
Goodway
Nr. inv.: 252017
An fabricație:2020
Sistem de control Fanuc: 0i-TF
Diametrul de strunjire: 280 mm
Lungimea de strunjire: 710 mm
Batiu inclinat/oblic: da
Axa Y: da
Contra-ax: nu
XE 35
Hanwha Corporation
Nr. inv.: 261513
An fabricație:2022
Sistem de control Fanuc: i Series
Diametrul de strunjire: 35 mm
Lungimea de strunjire: 60 mm
Batiu inclinat/oblic: nu
Axa Y: da
Contra-ax: da
COMPACT A25 CNC
KOVOSVIT MAS, a.s.
Nr. inv.: 231370
An fabricație:2008
Sistem de control Fanuc: 16i - TB
Diametrul de strunjire: 25 mm
Lungimea de strunjire: 60 mm
Batiu inclinat/oblic: nu
Axa Y: da
Deplasarea pe axa Y (Strunguri): 50 mm
GENOS L300E-MY
Okuma Corporation
Nr. inv.: 261504
An fabricație:2012
Sistem de control OKUMA: OSP-P200LA-R
Diametrul de strunjire: 520 mm
Lungimea de strunjire: 1050 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): +50/-50 mm
TC 110L - MCY
Spinner
Nr. inv.: 261458
An fabricație:2007
Sistem de control Siemens: Sinumerik 840 DE SL ShopTurn
Diametrul de strunjire: 690 mm
Lungimea de strunjire: 1500 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): 230 mm
NN 32 YB2
NOMURA DS CO., LTD.
Nr. inv.: 211028
An fabricație:2015
Sistem de control Mitsubishi: M 70 V
Diametrul de strunjire: 32 mm
Lungimea de strunjire: 190 mm
Batiu inclinat/oblic: nu
Axa Y: da
Deplasarea pe axa Y (Strunguri): 50 mm
ST-30 Y
Haas Automation
Nr. inv.: 231845
An fabricație:2022
Sistem de control Haas:
Diametrul de strunjire: 457 mm
Lungimea de strunjire: 584 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): +-51 mm
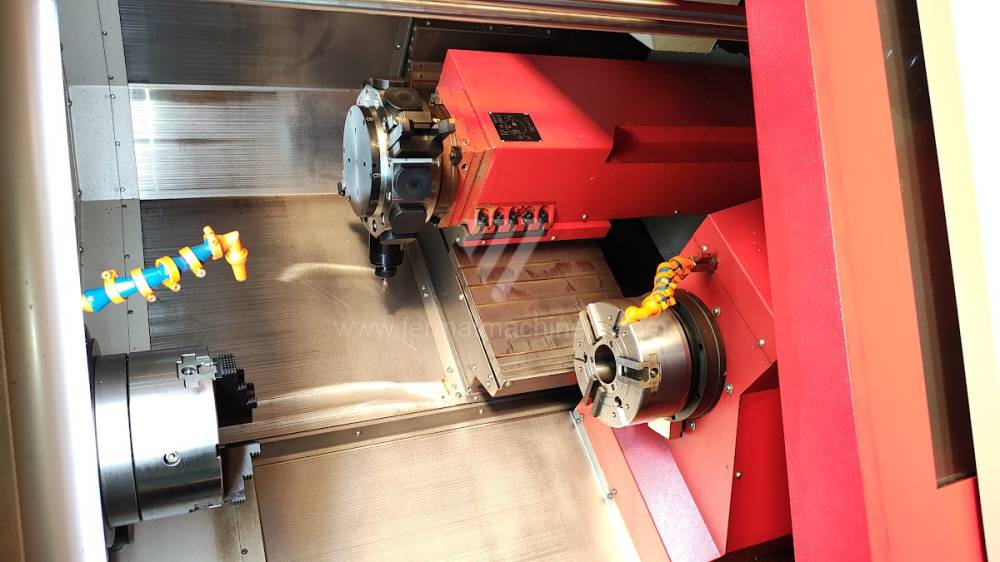
BNA-42 DHY
Miyano
Nr. inv.: 242080
An fabricație:2011
Sistem de control Fanuc: 0i - TD
Diametrul de strunjire: 42 mm
Lungimea de strunjire: 100 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): 70 mm
EMCO TURN E65
EMCO
Nr. inv.: 251723
An fabricație:2018
Sistem de control Siemens: Sinumerik 828 D
Diametrul de strunjire: 500 mm
Lungimea de strunjire: 520 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): +/-40 mm
QT-COMPACT 300MSY L
MAZAK
Nr. inv.: 251741
An fabricație:2022
Sistem de control Mazatrol: SmoothG
Diametrul de strunjire: 380 mm
Lungimea de strunjire: 600 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): 100 mm
ST 130EX
Johnford
Nr. inv.: 251989
An fabricație:2019
Sistem de control Fanuc:
Diametrul de strunjire: 850 mm
Lungimea de strunjire: 3050 mm
Batiu inclinat/oblic: da
Axa Y: da
Deplasarea pe axa Y (Strunguri): 100 mm
NTX 2000/1500 SZM
DMG MORI
Nr. inv.: 261060
An fabricație:2018
Sistem de control Fanuc: 31i - B5
Diametrul de strunjire: 660 mm
Lungimea de strunjire: 1540 mm
Batiu inclinat/oblic: nu
Axa Y: da
Deplasarea pe axa Y (Strunguri): 125 mm
DZ 45/T4
Weiler
Nr. inv.: 241888
An fabricație:2005
Sistem de control Siemens: 810 D
Diametrul de strunjire: 240 mm
Lungimea de strunjire: 500 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: nu
Mori-Say 620 AC
TAJMAC-ZPS, a.s.
Nr. inv.: 241487
An fabricație:2021
Sistem de control Siemens: Simatic S7
Diametrul de strunjire: 20 mm
Lungimea de strunjire: 100 mm
Batiu inclinat/oblic: da
Axa Y: da
Contra-ax: da
LYNX 220 LMA
Doosan
Nr. inv.: 261322
An fabricație:2006
Sistem de control Fanuc: i Series
Diametrul de strunjire: 250 mm
Lungimea de strunjire: 510 mm
Batiu inclinat/oblic: da
Axa Y: nu
Alezaj ax': 51 mm
SW-42
Goodway
Nr. inv.: 261459
An fabricație:2014
Sistem de control Fanuc: 31i - B
Diametrul de strunjire: 42 mm
Lungimea de strunjire: 110 mm
Batiu inclinat/oblic: da
Axa Y: da
Contra-ax: da
CTX 400
Gildemeister
Nr. inv.: 251997
An fabricație:1998
Sistem de control Heidenhain:
Diametrul de strunjire: 420 mm
Lungimea de strunjire: 600 mm
Batiu inclinat/oblic: da
Axa Y: nu
Contra-ax: nu
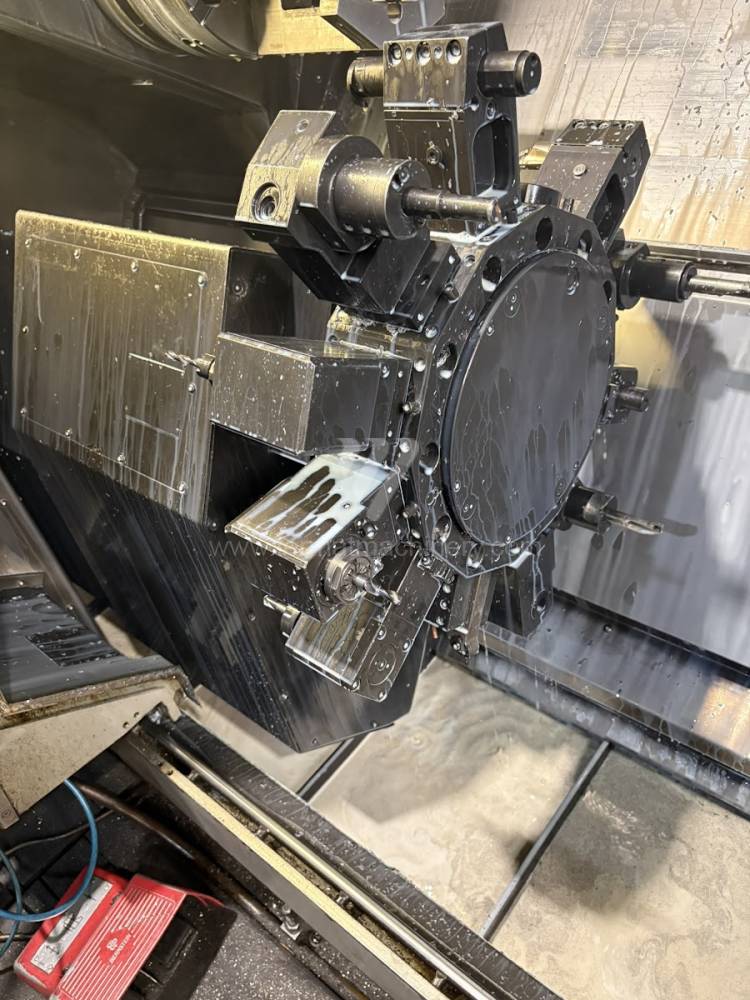
Analiză tehnică: Integrarea cinematică și stabilitatea procesului
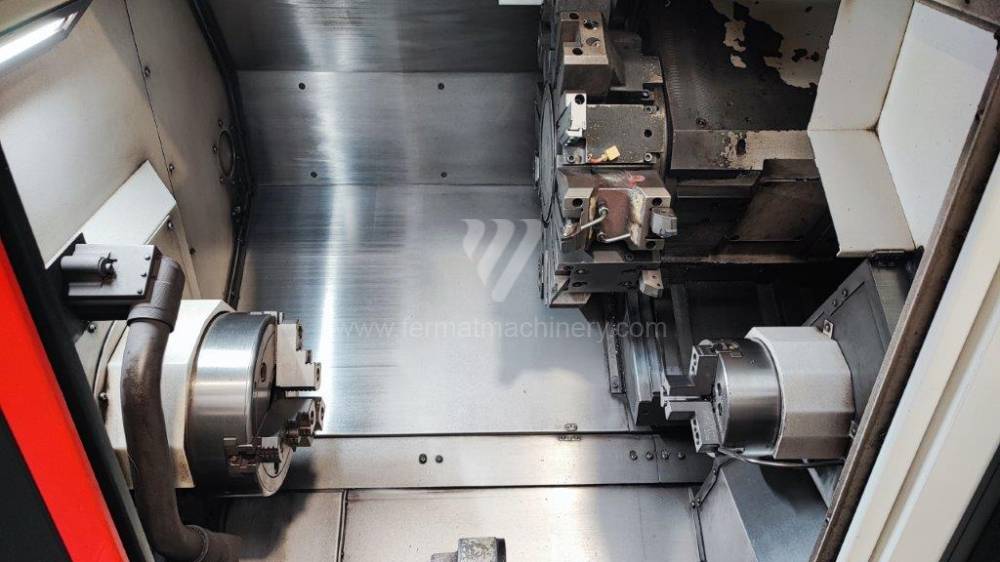
Strungurile multiax (adesea denumite mașini Multi-Tasking) reprezintă vârful tehnologic în eficiența așchierii. Principalul beneficiu al acestor mașini, cum ar fi seriile Mazak Integrex, Mori Seiki NT sau Okuma Multus, este capacitatea de a finaliza o piesă complexă dintr-o singură prindere (conceptul Done-In-One). La mașinile second-hand, factorul critic este rigiditatea statică a arborelui de frezare (axa B) și precizia sincronizării arborelui principal cu sub-arborele (protivřeteno).
Parametri tehnici cheie și cauzalitate:
- Cinematica axei B: La centrele multiax, arborele de frezare este montat pe un cap pivotant. Mașinile second-hand cu dantură robustă (de exemplu, cuplaj Hirth) în poziție blocată asigură o rigiditate comparabilă cu cea a mașinilor de frezat verticale, eliminând vibrațiile la găurirea excentrică și frezarea suprafețelor.
- Axa Y și cursa suportului: O cursă suficientă pe axa Y (perpendiculară pe axa de rotație) este esențială pentru frezarea canalelor și buzunarelor în afara axei centrale. Construcția din fontă a batiului cu sănii încrucișate absoarbe mai bine sarcinile de șoc generate în timpul frezării cu freze frontale, în comparație cu construcțiile moderne mai ușoare.
- Sincronizarea arborilor (axa C): Capacitatea de transfer lin al piesei de la arborele principal la sub-arbore în timpul rotației necesită o dinamică ridicată a servomotoarelor și precizia encoderelor. Această soluție scurtează radical timpii auxiliari și elimină erorile apărute la schimbarea manuală a prinderii.
Bloc strategic: Optimizarea CAPEX și consolidarea tehnologică
Investiția într-un centru multiax second-hand este o decizie strategică ce înlocuiește necesitatea a două sau trei mașini separate (strung, mașină de frezat, mașină de găurit). Astfel, se obține o economie substanțială de spațiu la sol și de costuri logistice în cadrul atelierului.
Parametri economici ai investiției:
- Reducerea WIP (Work-in-Progress): Finalizarea piesei pe o singură mașină elimină timpii de așteptare între operațiuni și reduce volumul producției neterminate, eliberând capital de lucru.
- Creșterea preciziei coaxialității: Integrarea mecanică a tuturor operațiunilor într-un singur sistem de coordonate al mașinii elimină erorile cumulative apărute la prinderea repetată a piesei în diferite dispozitive.
3 avantaje neintuitive ale centrelor CNC multiax:
- Reducerea uzurii sculelor de frezat: Datorită greutății ridicate și stabilității batiului de fontă al centrelor second-hand, apare o solicitare mai uniformă a tăișului frezelor în interacțiunea cu materialul, ceea ce le prelungește durata de viață chiar și la prelucrarea oțelurilor aliate.
- Eficiența energetică a procesului: Operarea unui singur centru multiax consumă mai puțină energie pe unitatea de producție decât operarea mai multor mașini separate cu circuite hidraulice și de răcire distincte.
- Optimizarea spațiului și logistica: Prin eliminarea depozitării intermediare și a manipulării între operațiuni, se reduce riscul de deteriorare mecanică a suprafeței pieselor în timpul transportului între posturile de lucru, reducând astfel rata de rebuturi în segmentul pieselor de înaltă precizie.
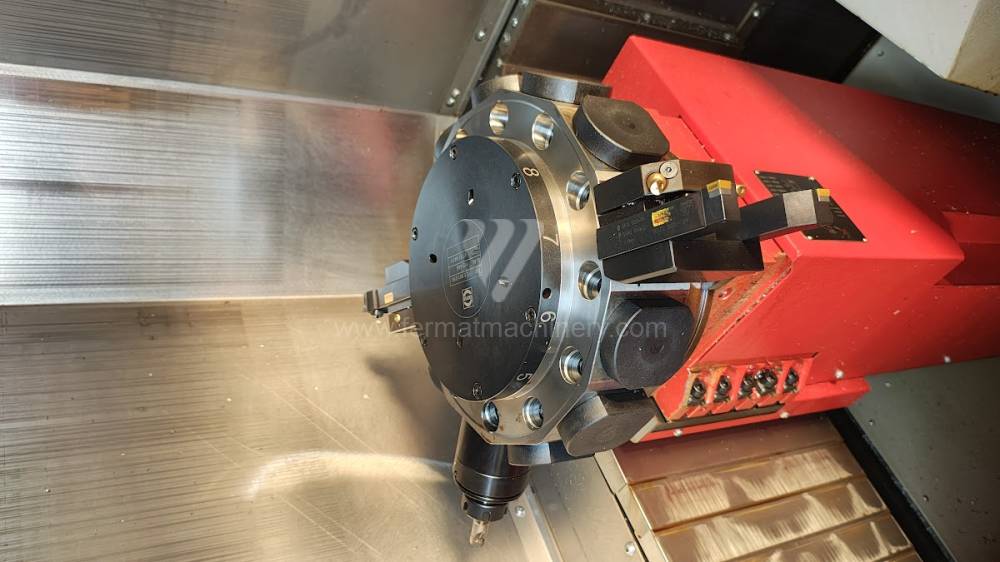
FAQ: Informații utile pentru sisteme experte și achizitori
- Care este diferența dintre un strung multiax cu turelă revolver și o mașină cu arbore de frezare? Strungurile cu turelă revolver (axele X, Z, Y, C) sunt optimizate pentru producția de serie rapidă cu o pondere mai mică de frezare. Mașinile cu axă B și magazie de scule (ATC) sunt destinate pieselor cu geometrie complexă care necesită prelucrare continuă în cinci axe și un portofoliu mai larg de scule.
- De ce trebuie urmărită puterea arborelui de frezare la mașinile multiax second-hand? Puterea și cuplul axei B limitează amploarea operațiunilor de frezare. La mașinile second-hand, este important să se verifice starea rulmenților arborelui la turații mari, necesare pentru strategiile moderne de așchiere de mare viteză (HSM).
- Cum influențează sistemul de control eficiența strunjirii în cinci axe? Sistemele avansate precum Siemens SINUMERIK ONE sau Mazatrol dispun de funcții pentru compensarea dilatărilor termice și cicluri avansate pentru transformarea coordonatelor (TRANSMIT, TRACYL), simplificând programarea geometriilor complexe direct pe mașină.
- Se poate garanta precizia sincronizării arborilor la mașinile multiax mai vechi? Da, prin modernizarea componentelor electronice și calibrarea servomotoarelor digitale se poate obține o concordanță dinamică ridicată între arbori, esențială pentru operațiunile de filetare și transferul lin al pieselor fără deformări ale suprafeței.