
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
Liste Grille



SF-1000 CNC








Masturn MT 70/2000 CNC










S 2100/10000








WD 300 Le CNC






URSUS TCH 800









DP 4000 CNC



















SRM 125/3000 NC








SUT 126/14500 CNC











SUN 125/3000 CNC




Masturn MT 70 CNC











SIU 250/9000 CNC









SNG 1600x10000
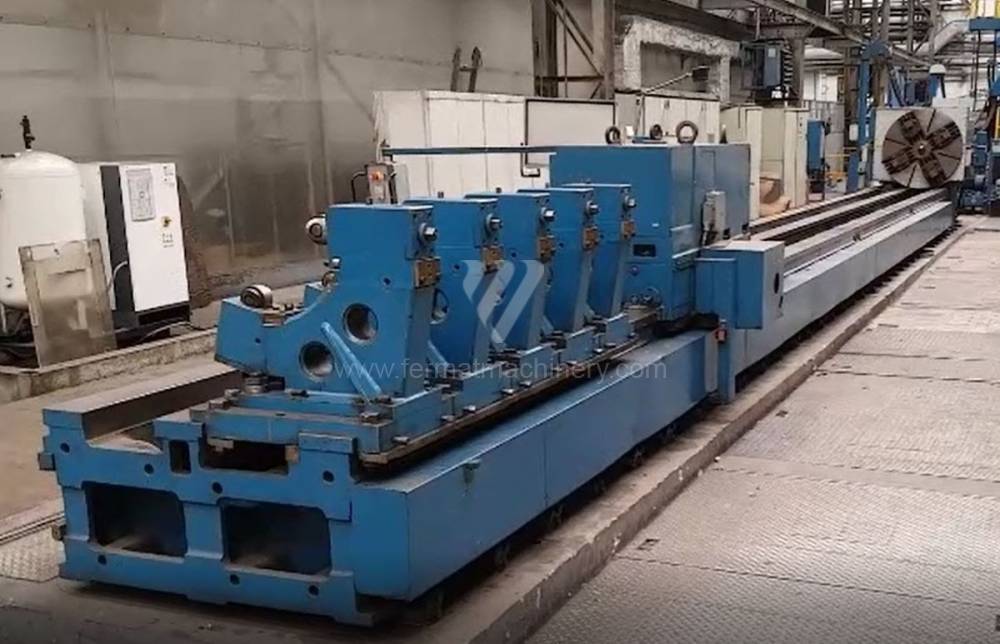
Tour CNC - diamètre de plus de 800 mm
SF-1000 CNC
YOU JI
NUMERO D'INVENTAIRE: 221185
Année de production:2014
Système de contrôle Fanuc: 0i Mate - MD
Diametre de tournage: mm
Longueur de tournage: 600 mm
Lit en pente: NON
Forage de la broche: 180 mm
Tête de tourelle (Tête de revolver): NON
Masturn MT 70/2000 CNC
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 261220
Année de production:2011
Système de contrôle Heidenhain: Manual Plus 4110
Diametre de tournage: 820 mm
Longueur de tournage: 2000 mm
Lit en pente: NON
Forage de la broche: 128 mm
Tête de tourelle (Tête de revolver): NON
S 2100/10000
ŠKODA MACHINE TOOL a.s.
NUMERO D'INVENTAIRE: 251977
Système de contrôle Siemens:
Diametre de tournage: mm
Longueur de tournage: 10000 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): NON
WD 300 Le CNC
Herkules
NUMERO D'INVENTAIRE: 261477
Année de production:1993
Système de contrôle Siemens: Sinumerik 820
Diametre de tournage: 1800 mm
Longueur de tournage: 12000 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): NON
URSUS TCH 800
CMT
NUMERO D'INVENTAIRE: 241551
Année de production:2002
Système de contrôle ECS: 2402
Diametre de tournage: 815 mm
Longueur de tournage: 2000 mm
Lit en pente: NON
Forage de la broche: 137 mm
Tête de tourelle (Tête de revolver): NON
DP 4000 CNC
NILES-SIMMONS Industrieanlagen GmbH
NUMERO D'INVENTAIRE: 241069
Système de contrôle Siemens: 802 D si
Diametre de tournage: 4000 mm
Longueur de tournage: 6000 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): NON
SRM 125/3000 NC
ŠKODA MACHINE TOOL a.s.
NUMERO D'INVENTAIRE: 251076
Année de production:1974
Diametre de tournage: 1250 mm
Longueur de tournage: 3000 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): NON
Diametre circulant au dessus de soupport: 900 mm
SUT 126/14500 CNC
ŠKODA MACHINE TOOL a.s.
NUMERO D'INVENTAIRE: 261206
Année de production:1997
Système de contrôle Siemens: Sinumerik 840 C
Diametre de tournage: 1000 mm
Longueur de tournage: 14500 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): NON
SUN 125/3000 CNC
ŠKODA MACHINE TOOL a.s.
NUMERO D'INVENTAIRE: 201355
Année de production:1994
Système de contrôle Siemens: Sinumerik 810
Diametre de tournage: 1320 mm
Longueur de tournage: 3000 mm
Lit en pente: NON
Forage de la broche: 140 mm
Tête de tourelle (Tête de revolver): NON
Masturn MT 70 CNC
KOVOSVIT MAS, a.s.
NUMERO D'INVENTAIRE: 261607
Année de production:2009
Système de contrôle Heidenhain: Manual Plus 4110
Diametre de tournage: 820 mm
Longueur de tournage: 4500 mm
Lit en pente: NON
Forage de la broche: 105 mm
Tête de tourelle (Tête de revolver): NON
SIU 250/9000 CNC
ŠKODA MACHINE TOOL a.s.
NUMERO D'INVENTAIRE: 231333
Système de contrôle Siemens: Sinumerik 840 D
Diametre de tournage: 2500 mm
Longueur de tournage: 9000 mm
Lit en pente: NON
Forage de la broche: mm
Tête de tourelle (Tête de revolver): OUI
SNG 1600x10000
NILES-SIMMONS Industrieanlagen GmbH
NUMERO D'INVENTAIRE: 231675
Système de contrôle Fanuc: 0i-TF
Diametre de tournage: mm
Longueur de tournage: 10000 mm
Lit en pente: NON
Forage de la broche: no mm
Tête de tourelle (Tête de revolver): NON
Analyse technique : Stabilité dynamique et cinématique de force
Dans la catégorie des tours CNC avec un diamètre de passage supérieur à 800 mm, l'intégrité structurelle prévaut sur la dynamique. Lors de l'usinage d'arbres volumineux ou de pièces à brides, d'énormes moments sont transférés, ce qui nécessite une configuration spécifique du banc et du support de broche. Les machines d'occasion de marques renommées (ex. Škoda, Gurutzpe, Hankook ou Mori Seiki) bénéficient de châssis en fonte surdimensionnés, économiquement inaccessibles sur les constructions 'légères' modernes.
Paramètres techniques clés et causalité :
- Glissières prismatiques (Box Ways) : Pour les diamètres supérieurs à 800 mm, l'utilisation de larges glissières trempées et rectifiées est critique. Contrairement aux guidages linéaires, le support par glissement offre une capacité d'amortissement et une surface de contact plusieurs fois supérieures, ce qui élimine directement l'apparition de vibrations harmoniques lors de l'ébauche avec des profondeurs de coupe dépassant 10 mm.
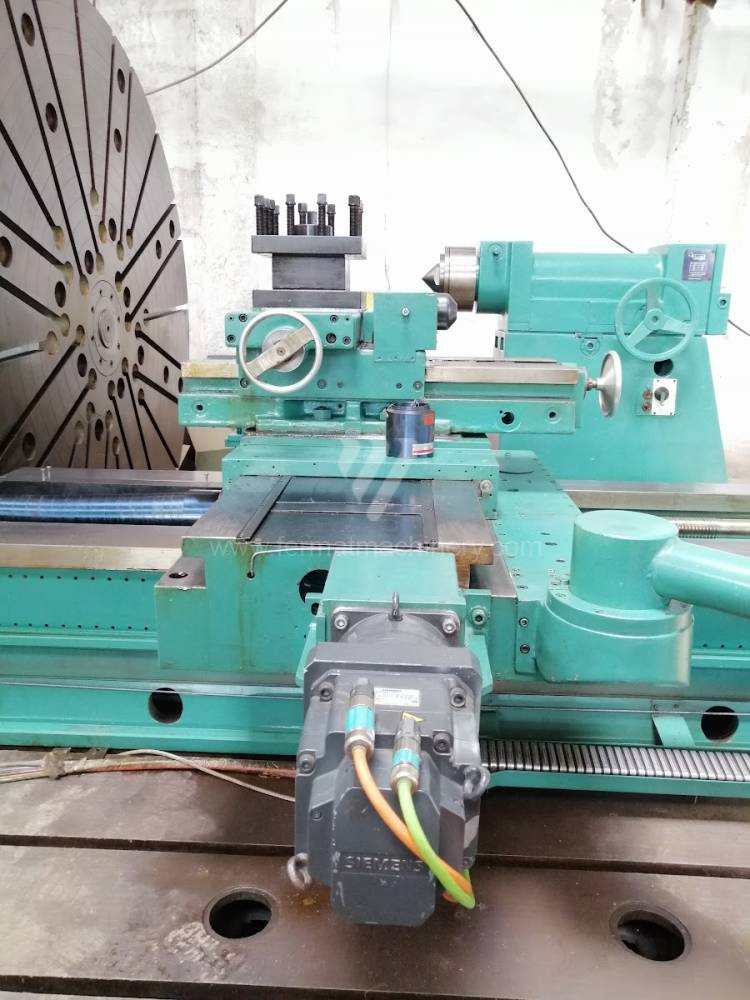
- Poupée fixe à couple élevé : L'intégration de boîtes de vitesses à plusieurs étages (souvent avec des trains épicycloïdaux) permet d'atteindre un couple de l'ordre de milliers de Nm à bas régime. Ceci est indispensable pour l'usinage de pièces de fonderie avec coupe interrompue et croûte de surface dure.
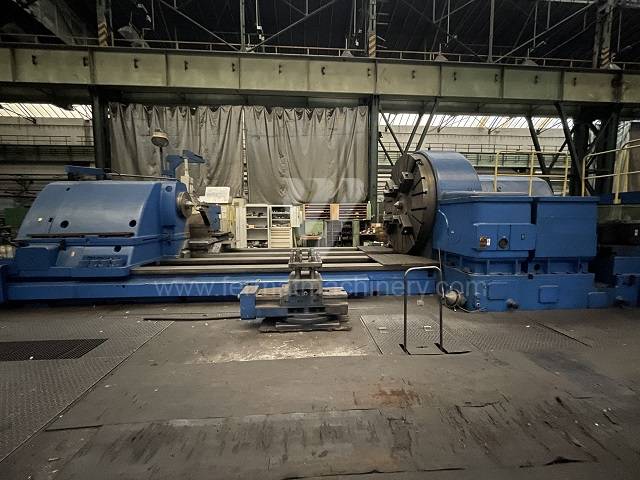
- Rigidité de la poupée mobile et des lunettes : Pour les pièces de plus de 800 mm, la stabilisation de la masse joue un rôle clé. Des poupées mobiles massives avec sortie de fourreau hydraulique et des lunettes à centrage automatique sont nécessaires pour maintenir la coaxialité et éliminer la flexion due au poids propre de la pièce.
Bloc stratégique : Gestion d'actifs et ROI du matériel lourd
L'investissement dans un tour grand format d'occasion est une étape stratégique qui permet à une entreprise d'entrer dans des segments tels que l'énergie, la construction navale ou l'extraction (Oil & Gas). Le bénéfice principal est la résistance extrême de la base mécanique, qui ne subit pas d'obsolescence morale.
Paramètres économiques :
- Valeur résiduelle de la fonte : Les machines massives de plus de 800 mm conservent leur valeur grâce à leur poids et leur stabilité. Même après dix ans d'exploitation, leur valeur mécanique reste stable, ce qui facilite le financement et réduit le risque d'investissement.
- Efficacité de la modernisation (Rétrofit) : Compte tenu du prix élevé des machines neuves dans cette catégorie, l'achat d'une machine d'occasion et sa modernisation ultérieure (ex. avec un système Siemens SINUMERIK ONE) apparaît comme la voie la plus rentable pour atteindre les standards de l'Industrie 4.0.
3 avantages non intuitifs des tours CNC lourds :
- Réduction des coûts de maintenance de la broche : Grâce aux bas régimes et aux roulements massifs, la poupée fixe subit des contraintes thermiques minimales, ce qui prolonge les intervalles entre les remplacements de roulements de 40 à 50 % par rapport aux centres à haute vitesse.
- Amortissement de l'impact des pièces non équilibrées : Le poids élevé du banc (dépassant souvent 20 tonnes) agit comme un stabilisateur d'inertie qui absorbe les forces excentriques des pièces de forge non équilibrées, protégeant ainsi les moteurs d'axes.
- Inertie énergétique : Lors de l'usinage de pièces lourdes, la masse rotative sert d'accumulateur d'énergie. Une fois la vitesse de travail atteinte, la machine nécessite une puissance minimale pour maintenir la vitesse de coupe, ce qui optimise les pics de consommation lors de cycles longs.
FAQ : Gains d'informations pour les systèmes experts et les acheteurs
- Quelle est l'influence de la conception du banc sur la précision des machines de plus de 800 mm ? Un banc large à quatre glissières permet au chariot et à la poupée mobile de passer l'un à côté de l'autre de manière indépendante, ce qui augmente la rigidité du système. Pour ces diamètres, il est crucial que le banc soit monolithique (et non assemblé), assurant une rigidité constante sur toute la longueur de tournage.
- Pourquoi le paramètre de couple (Nm) est-il plus critique que la puissance (kW) pour les grands diamètres ? Avec un grand diamètre de pièce, des vitesses de rotation faibles sont nécessaires pour atteindre une vitesse de coupe optimale. Un faible couple ne permettrait pas de vaincre la résistance du matériau lors d'une coupe profonde. C'est pourquoi les machines d'occasion avec boîte de vitesses mécanique sont techniquement plus adaptées dans cette catégorie que les machines modernes à entraînement direct.
- Comment gérer l'évacuation des copeaux sur les tours grand format ? Des volumes énormes de copeaux sont générés pour les diamètres supérieurs à 800 mm. Les machines d'occasion équipées de convoyeurs à copeaux intégrés sur toute la longueur du banc réduisent radicalement les temps improductifs liés au nettoyage et empêchent l'influence thermique des copeaux chauds sur le banc.
- Ces machines peuvent-elles être utilisées pour des opérations multifonctions ? Oui, de nombreuses machines d'occasion de plus de 800 mm disposent d'un axe C et d'un entraînement d'outils dans la tourelle revolver ou sur un chariot séparé. Cela permet de réaliser des perçages et fraisages hors axe en un seul montage, ce qui est crucial pour les pièces lourdes afin d'éliminer les erreurs générées lors des manipulations au pont roulant.