
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234567 Liste Grille
1234567Tour
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
MULTIPLEX 6200 |
231913 | MAZAK | 2000 | Système de contrôle Mazatrol: 640 T Diametre de tournage: 320 mm Longueur de tournage: 440 mm Lit en pente: NON Axe Y: NON La contre-broche: OUI |
|
 |
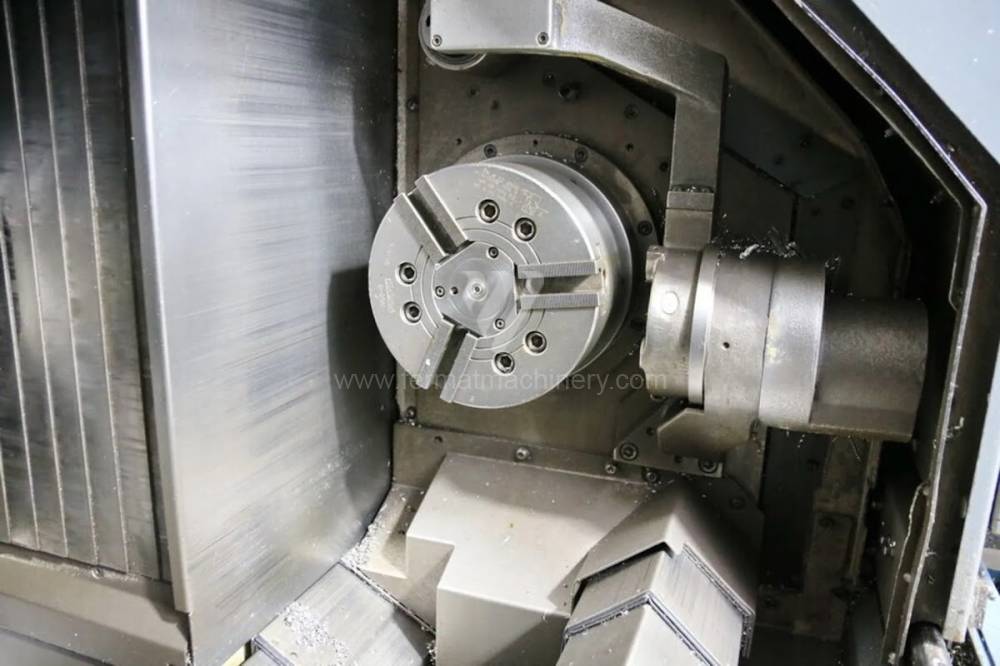
LYNX 300 |
231916 | Doosan | 2011 | Système de contrôle Fanuc: i Series Diametre de tournage: 450 mm Longueur de tournage: 750 mm Lit en pente: OUI Forage de la broche: 76 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
YCM-NT2000 SY |
231917 | YCM | 2015 | Système de contrôle Fanuc: TXP-200FA Diametre de tournage: 350 mm Longueur de tournage: 519 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): 100 mm |
|
 |
Lynx 220 LM |
231934 | Doosan | 2006 | Système de contrôle Fanuc: Diametre de tournage: 290 mm Longueur de tournage: 510 mm Lit en pente: OUI Forage de la broche: 61 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
SUA 100/4000 |
231945 | TOS Čelákovice | 2007 | Système de contrôle Heidenhain: Manual Plus M Diametre de tournage: 1050 mm Longueur de tournage: 4000 mm Lit en pente: NON Forage de la broche: 128 mm Tête de tourelle (Tête de revolver): OUI |
|
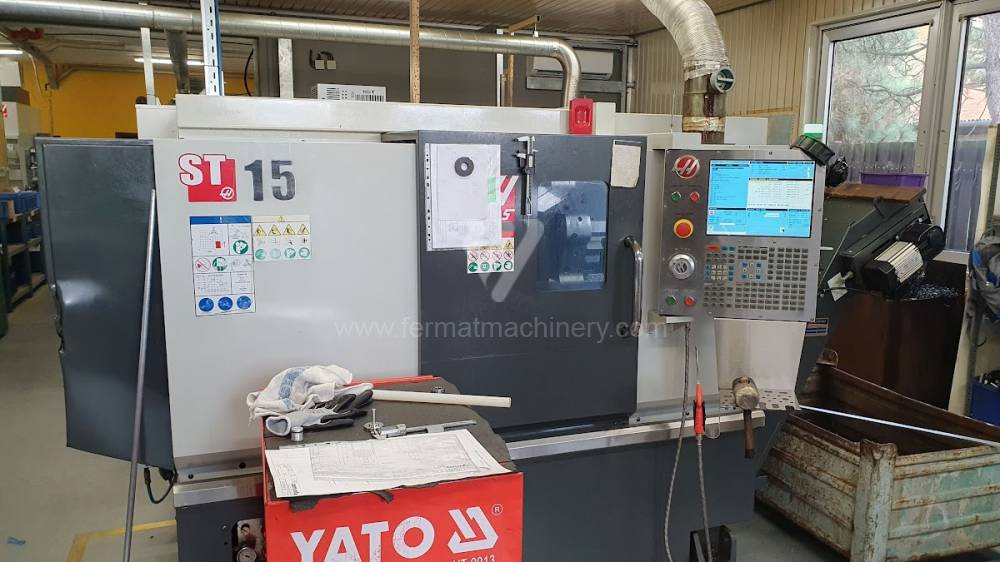 |
ST-15 |
231953 | Haas Automation | 2016 | Système de contrôle Haas: Diametre de tournage: 356 mm Longueur de tournage: 406 mm Lit en pente: OUI Forage de la broche: 64 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
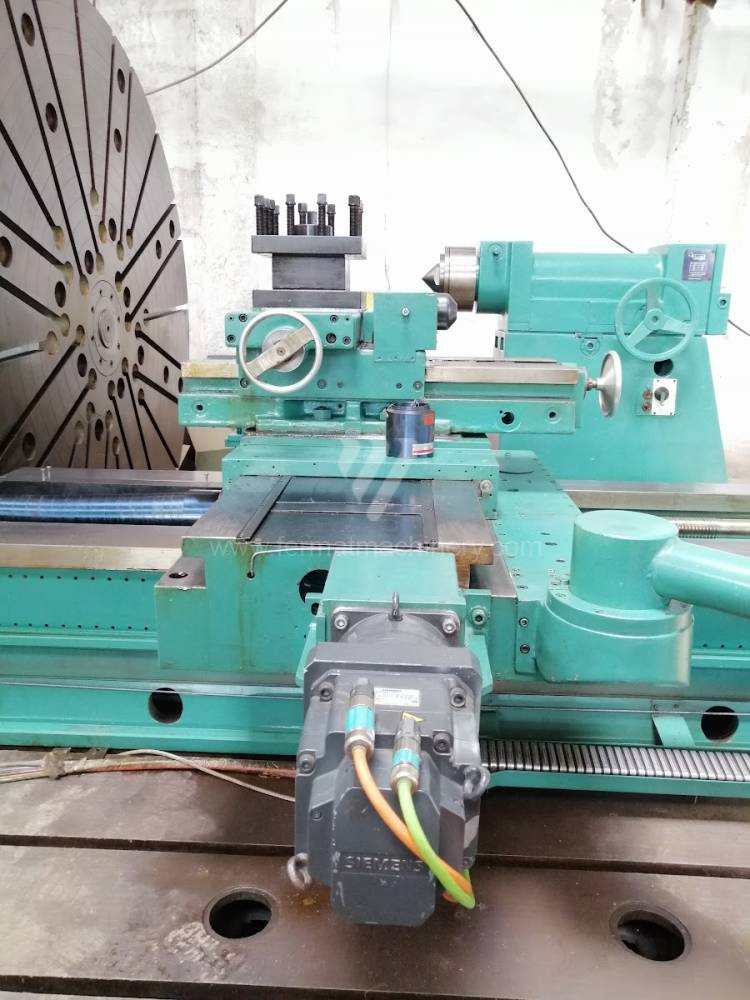
SUI 80/5000 |
232016 | TOS Trenčín | Diametre circulant au dessus de lit: 800 mm Distance entre pointes: 5000 mm Poids maxi de la piece a usiner: 1200 kg Diametre circulant au dessus de soupport: 520 mm Forage de la broche: 70 mm Vitesse de broche: 14 - 1400 /min. |
||
 |
CTX 320 linear |
241002 | DMG | 2008 | Système de contrôle Siemens: Sinumerik 840 D Diametre de tournage: 400 mm Longueur de tournage: 600 mm Lit en pente: OUI Axe Y: OUI Course Y: 64mm (+/- 32mm) mm |
|
 |
DECO Sigma 32 |
241003 | Tornos Bechler | 2010 | Système de contrôle Fanuc: 31i - A Diametre de tournage: 32 mm Longueur de tournage: 230 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): 100 mm |
|
 |
CTX 200 S2 |
241040 | Gildemeister | 2002 | Système de contrôle Heidenhain: CNC pilot Diametre de tournage: 210 mm Longueur de tournage: 350 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
ST 20 SSY |
241051 | Haas Automation | 2014 | Système de contrôle Haas: Diametre de tournage: 310 mm Longueur de tournage: 533 mm Lit en pente: OUI Tête de tourelle (Tête de revolver): OUI Puissance du moteur principal: 14,9 kW |
|
 |
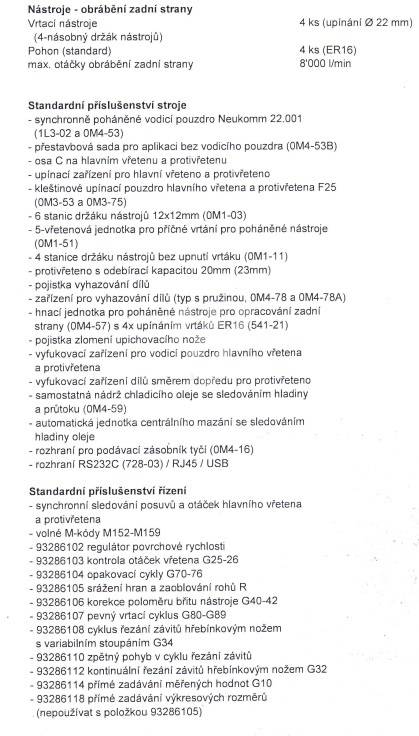
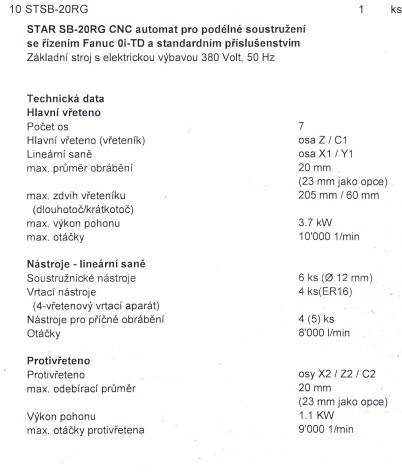
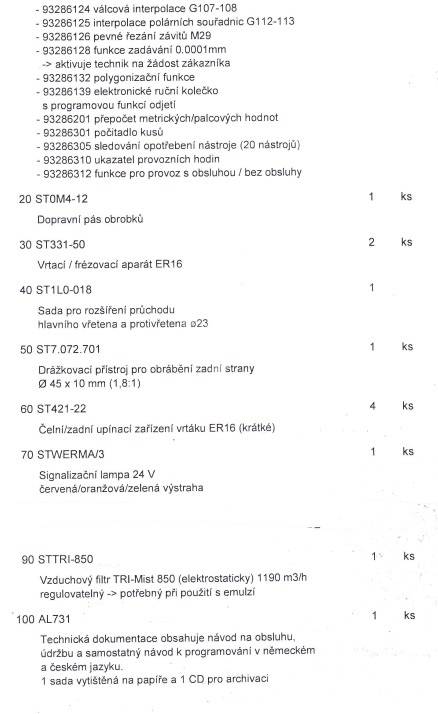
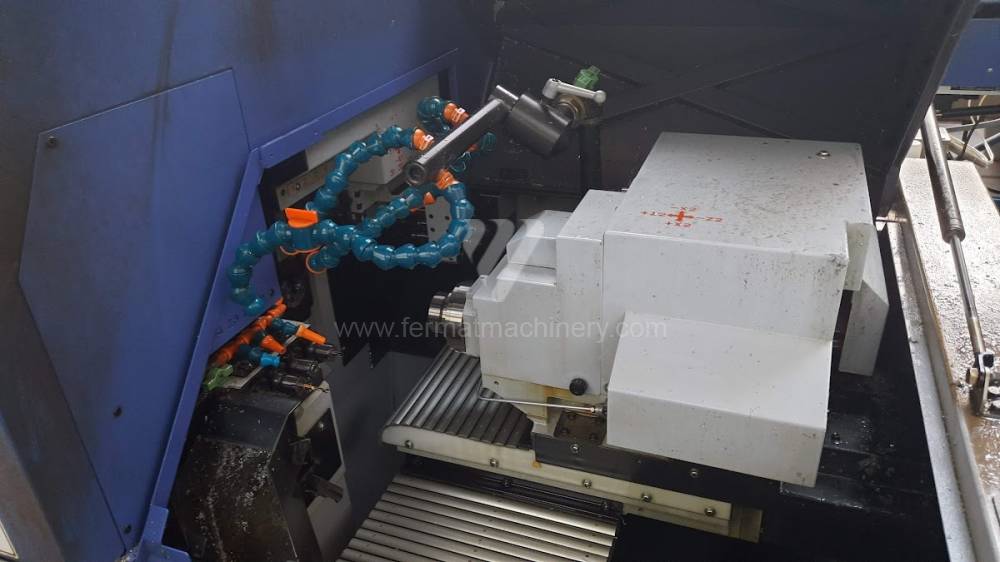
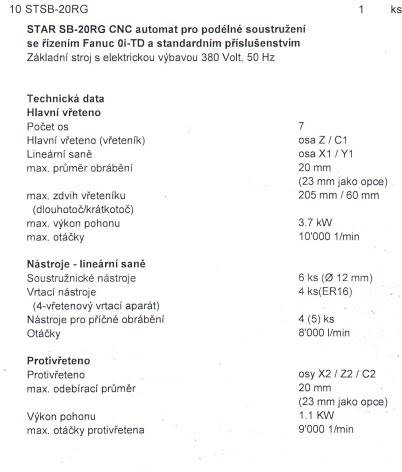
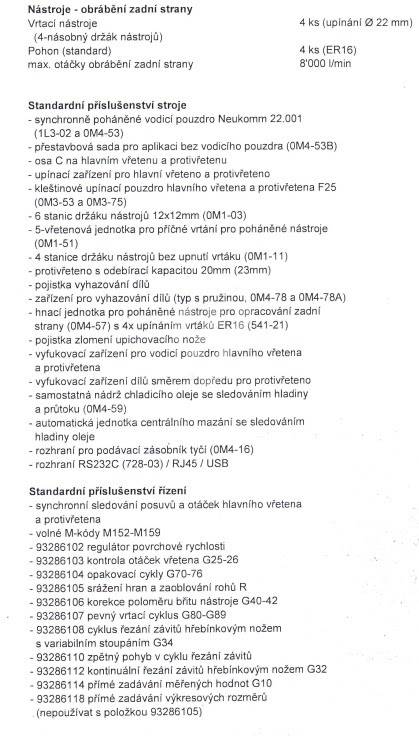
SB-20R type G |
241063 | STAR | 2015 | Système de contrôle Fanuc: 0i - TD Diametre de tournage: 20 mm Longueur de tournage: 200 mm Lit en pente: NON Forage de la broche: mm Tête de tourelle (Tête de revolver): NON |
|
 |
SB-20R type G |
241064 | STAR | 2015 | Système de contrôle Fanuc: 0i - TD Diametre de tournage: 20 mm Longueur de tournage: 200 mm Lit en pente: NON Forage de la broche: mm Tête de tourelle (Tête de revolver): NON |
|
 |
DP 4000 CNC |
241069 | NILES-SIMMONS Industrieanlagen GmbH | Système de contrôle Siemens: 802 D si Diametre de tournage: 4000 mm Longueur de tournage: 6000 mm Lit en pente: NON Forage de la broche: mm Tête de tourelle (Tête de revolver): NON |
||
 |
MASTURN MT 54 CNC |
241088 | KOVOSVIT MAS, a.s. | 2006 | Système de contrôle Heidenhain: Manual Plus 4110 Diametre de tournage: 540 mm Longueur de tournage: 1500 mm Lit en pente: Forage de la broche: 82 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
Multiplex 6100 |
241094 | MAZAK | 2001 | Système de contrôle Mazatrol: 640 T Diametre de tournage: 230 mm Longueur de tournage: 700 mm Lit en pente: Axe Y: OUI Course Y (Tour): +/- 40 mm mm |
|
 |
LT 25-M |
241101 | Okuma Corporation | 1995 | Système de contrôle OKUMA: OSP 7000L Diametre de tournage: 650 mm Longueur de tournage: 1450 mm Lit en pente: OUI Axe Y: La contre-broche: OUI |
|
 |
NL-402 T |
241113 | NEWAY | Système de contrôle Fanuc: 0i - TD Diametre de tournage: 400 mm Longueur de tournage: 600 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
||
 |
PROTURN SLX 355 |
241114 | XYZ | 2017 | Diametre de tournage: 360 mm Longueur de tournage: 1000 mm Lit en pente: NON Forage de la broche: 52 mm Tête de tourelle (Tête de revolver): OUI Poids totale de la machine: 1930 kg |
|
 |
SU 100/6000 |
241117 | TOS Čelákovice | 1996 | Diametre circulant au dessus de lit: 1050 mm Distance entre pointes: 6000 mm Poids maxi de la piece a usiner: 5000 kg Diametre circulant au dessus de soupport: 730 mm Puissance du moteur principal: 22 kW Dimensions hors tout: 8800 x 2000 x 1500 mm |
|
 |
ABC |
241123 | Index | 1996 | Système de contrôle Siemens: Sinumerik 840 C Diametre de tournage: 90 mm Longueur de tournage: 280 mm Lit en pente: OUI Axe Y: NON La contre-broche: OUI |
|
 |
EvoDECO 10/8 |
241132 | Tornos Bechler | 2013 | Système de contrôle Fanuc: 31i - B5 Diametre de tournage: 10 mm Longueur de tournage: 100 mm Lit en pente: OUI Axe Y: OUI La contre-broche: OUI |
|
 |
SUS 63/1250 |
241137 | TOS Čelákovice | Diametre circulant au dessus de lit: 630 mm Distance entre pointes: 1250 mm Poids maxi de la piece a usiner: 6000 kg Diametre circulant au dessus de soupport: 530 mm Puissance du moteur principal: 18 kW Forage de la broche: 82 mm |
||
 |
SUA 100/4000 CNC |
241182 | TOS Čelákovice | 2008 | Système de contrôle Heidenhain: Manual Plus M Diametre de tournage: 1050 mm Longueur de tournage: 4000 mm Lit en pente: NON Forage de la broche: 128 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
SN 500 S/2000 |
241185 | TOS Trenčín | 2010 | Diametre circulant au dessus de lit: 505 mm Distance entre pointes: 1500 mm Poids maxi de la piece a usiner: 1000 kg Forage de la broche: 77 mm Vitesse de broche: 125 - 2000 /min. Poids totale de la machine: 2010 kg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Lathe – is a mechanical device that uses a chip machining to change a shape of the material or component by rotation or cutting into its final product (semi-finished product). Using the lathe, it is possible to produce rotary parts, drill holes, cut external and internal threads.
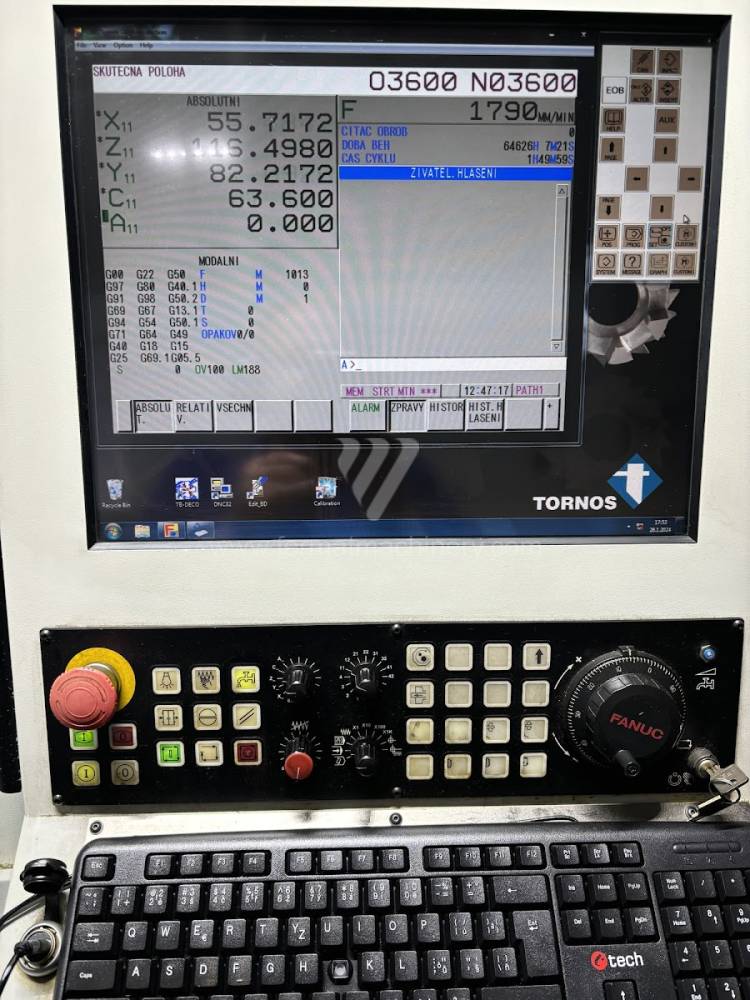
The material (product) is clamped in the chuck. The lathe is produced in several dimensions, according to turntable diameter or turning length. Other equipment can be a revolver head, milling head, counter spindle, tailstock, chip conveyor (for extracting metal chips), cooling system (during turning a lot of heat is generated, which must be cooled. The cooling can be internal or external and according to its strength is expressed in bars).In case of CNC lathes. For numerically controlled lathes, if the manufacturer does not have its own system, it is possible to choose the system which is commonly used, for example: Fanuc, Siemens, Heidenhain or Fagor.
Types of lathes:
- Center type lathes
- Facing lathes
- Semi-automatic copying lathes
- Vertical lathes (carousels)
- Revolver type (poloautomaty, jednovřetenové, několikavřetenové)
- CNC lathes
- Special
The regular lathe consists of following parts: beds, spindle, support, tailstock spindle or sliding gearbox.
Basic division of the inclination of the lathe bed:
- horizontal or sloping (inclination 45 degrees)
- sliding or linear
Clamping part – it is usually formed by a chuck on one side and tailstock on the other, or a chuck and second clamping part by a counter spindle.
Cutting part – formed by a cutting wedge attached to the longitudinal part - the Z axis.
The transverse part (perpendicular to the axis of the spindle) designated as the X-axis, or the automatic tool head, also usually located on the transverse feed on the machine.
Other axes, used especially in case of CNC lathes:
- axis C1 (indexed spindle position,
- axis C2 (indexed axis of the counter spindle)
- axis Y (Axis Y enables movement of tool perpendicular to axis Z and machining with live tools)
- axis B (indexed support axis)
The machine can be erupted with a measuring tool probe (automatically or manually foldable).
According to the technological operation, turning is focused on processing of:
- Cylindrical surfaces
- Front surfaces
- Conical surfaces
- Threads
There are several hundreds manufacturers in the world, among the most popular in Czech republic are: TOS, MAZAK, DOOSAN, ŠKODA, OKUMA, GILDEMEISTER, HAAS, KOVOSVIT, GOODWAY, TAJMAC-ZPS.