
 English
English  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська  Čeština
Čeština 
12345678910 Liste Grille
12345678910Tour
| Nom du produit | NUMERO D'INVENTAIRE | Fabricant | Année de production | Paramètres | ||
|---|---|---|---|---|---|---|
 |
SR 2000x8 |
201865 | ŠKODA MACHINE TOOL a.s. | 1976 | Diametre circulant au dessus de lit: 2000 mm Distance entre pointes: 8000 mm Poids maxi de la piece a usiner: 60000 kg Poids totale de la machine: 36400 kg Puissance du moteur principal: 60 kW Dimensions hors tout: 14500 x 3600 x 2950 mm |
|
 |
SPRINT 32-8 |
251952 | DMG MORI | 2022 | Système de contrôle Fanuc: 32i - B Diametre de tournage: 32 mm Longueur de tournage: 120 mm Lit en pente: NON Axe Y: OUI Course Y (Tour): Y1 405 / Y2 135 mm |
|
 |
LYNX 300 |
231916 | Doosan | 2011 | Système de contrôle Fanuc: i Series Diametre de tournage: 450 mm Longueur de tournage: 750 mm Lit en pente: OUI Forage de la broche: 76 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
IKS-4200R |
261386 | CNC - INAXES s.r.o. | 2015 | Système de contrôle Fagor: CNC 8055 TC Diametre de tournage: 770 mm Longueur de tournage: 2100 mm Lit en pente: NON Forage de la broche: 105 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
FTC 200 |
241265 | Tacchi | Diametre circulant au dessus de lit: 2730 mm Distance entre pointes: 10000 mm Poids maxi de la piece a usiner: 70000 kg Poids totale de la machine: 90000 kg Vitesse de broche: 0 - 120 /min. |
||
 |
Talent 6/45 |
251138 | Hardinge Inc. | 2004 | Système de contrôle Fanuc: 0i - TB Diametre de tournage: 281 mm Longueur de tournage: 381 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
GENOS L3000-e MYx1000 |
261562 | Okuma Corporation | 2021 | Système de contrôle OKUMA: OSP-P300LA-e Diametre de tournage: 400 mm Longueur de tournage: 1020 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): +50/-50 mm |
|
 |
SF-1000 CNC |
221185 | YOU JI | 2014 | Système de contrôle Fanuc: 0i Mate - MD Diametre de tournage: mm Longueur de tournage: 600 mm Lit en pente: NON Forage de la broche: 180 mm Tête de tourelle (Tête de revolver): NON |
|
 |
SL-30 THE |
241695 | Haas Automation | 2007 | Système de contrôle Haas: Diametre de tournage: 350 mm Longueur de tournage: 860 mm Lit en pente: OUI Forage de la broche: 76 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
SUI 50 A/2000 |
261188 | TOS Trenčín | Diametre circulant au dessus de lit: 500 mm Distance entre pointes: 2000 mm Puissance du moteur principal: 7,5 kW Dimensions hors tout: 3760x1210x1515 mm Poids totale de la machine: 2950 kg |
||
 |
SL 30 L |
261488 | Haas Automation | 2009 | Système de contrôle Haas: Diametre de tournage: 432 mm Longueur de tournage: 1524 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
SL 25 |
251256 | MORI SEIKI | Système de contrôle Fanuc: Diametre de tournage: 260 mm Longueur de tournage: 1000 mm Lit en pente: OUI Forage de la broche: 80 mm Tête de tourelle (Tête de revolver): OUI |
||
 |
Masturn MT 70/2000 CNC |
261220 | KOVOSVIT MAS, a.s. | 2011 | Système de contrôle Heidenhain: Manual Plus 4110 Diametre de tournage: 820 mm Longueur de tournage: 2000 mm Lit en pente: NON Forage de la broche: 128 mm Tête de tourelle (Tête de revolver): NON |
|
 |
PUMA 3100 XLY |
261110 | Doosan | 2013 | Système de contrôle Fanuc: Diametre de tournage: 420 mm Longueur de tournage: 2125 mm Lit en pente: OUI Axe Y: OUI Forage de la broche: 102 mm |
|
 |
GHT4-G4 |
251931 | GEMINIS | 2015 | Système de contrôle Fagor: CNC 8055 TC Diametre de tournage: 800 mm Longueur de tournage: 4200 mm Lit en pente: NON Axe Y: La contre-broche: NON |
|
 |
SE-325 |
241548 | PINACHO | 2017 | Système de contrôle Fagor: 8037T Diametre de tournage: 652 mm Longueur de tournage: 2000 mm Lit en pente: NON Forage de la broche: mm Tête de tourelle (Tête de revolver): NON |
|
 |
Lynx 300 M |
261340 | Doosan | 2013 | Système de contrôle Fanuc: i Series Diametre de tournage: 370 mm Longueur de tournage: 712 mm Lit en pente: OUI Axe Y: NON La contre-broche: NON |
|
 |
C 200 |
261158 | Index | Système de contrôle Siemens: Lit en pente: OUI Diametre de tournage: 200 mm Longueur de tournage: 400 mm Vitesse de broche: 0 - 5000 /min. Tête de tourelle (Tête de revolver): OUI |
||
 |
QUICK TURN NEXUS 200-II MS |
181014 | MAZAK | 2013 | Système de contrôle Mazatrol: MATRIX NEXUS Diametre de tournage: 675 mm Longueur de tournage: 575 mm Lit en pente: OUI Forage de la broche: 66 mm Diamètre maxi de la piece a usiner: 380 mm |
|
 |
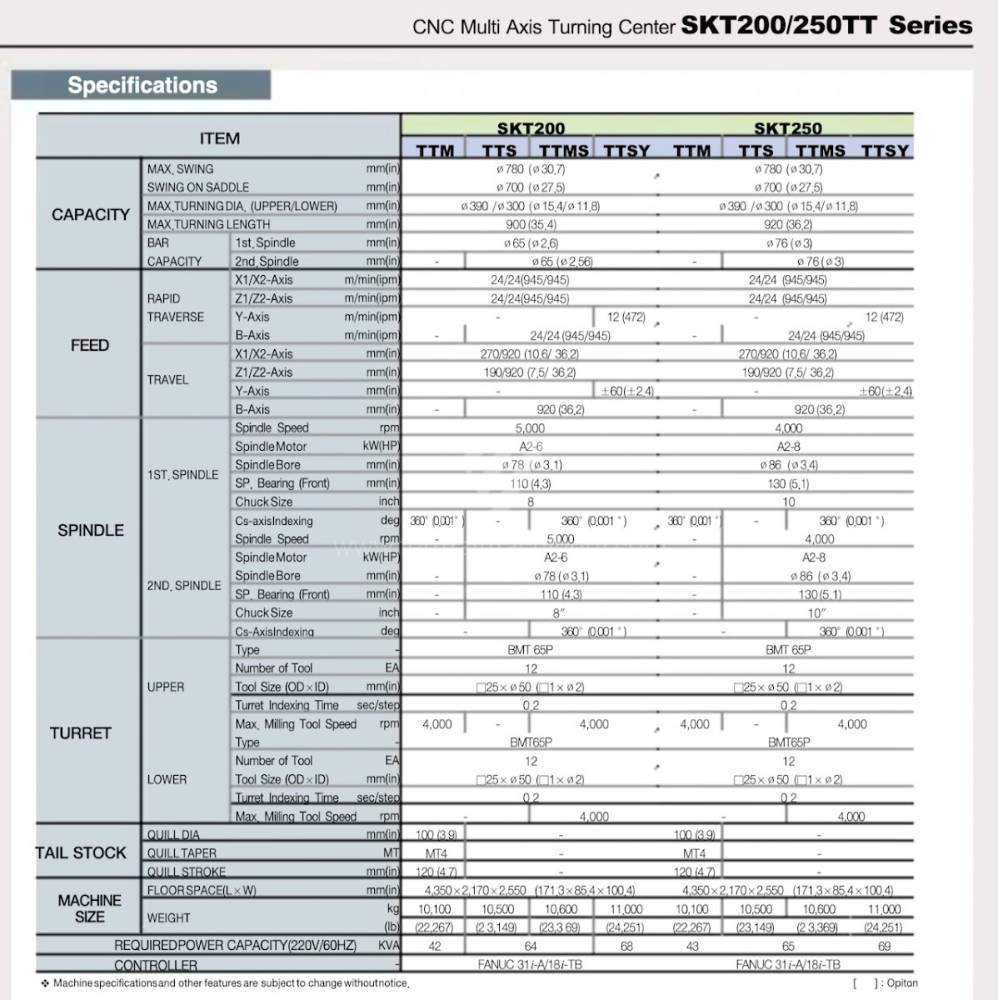
SKT 200 TTSY |
261410 | Hyundai | 2007 | Système de contrôle Fanuc: 18i-TB Diametre de tournage: 780 mm Longueur de tournage: 900 mm Lit en pente: OUI Axe Y: OUI Course Y (Tour): +/- 60 mm |
|
 |
T-6 |
172013 | LEADWELL | 2006 | Système de contrôle Fanuc: 0i Mate - MD Lit en pente: OUI Forage de la broche: 51 mm Diametre de tournage: 380 mm Longueur de tournage: 420 mm Nombre axes controlés: 2 |
|
 |
DS-30 SSY |
261295 | Haas Automation | 2015 | Système de contrôle Haas: Diametre de tournage: 406 mm Longueur de tournage: 584 mm Lit en pente: OUI Axe Y: OUI La contre-broche: OUI |
|
 |
SBL 300 CNC |
251647 | Trens | 2010 | Système de contrôle Siemens: 810 D Diametre de tournage: 530 mm Longueur de tournage: 500 mm Lit en pente: OUI Forage de la broche: 57 mm Tête de tourelle (Tête de revolver): OUI |
|
 |
A 20 B SPEEDY |
071435 | KOVOSVIT MAS, a.s. | Diamètre maxi du materiau de la tige: 18/22 mm Longueur de tournage: 350 mm Dimensions hors tout: 1840x880x1766 mm Puissance du moteur principal: 4 kW Poids totale de la machine: 1480 kg Vitesse de broche: 38 - 6306 /min. |
||
 |
LYNX 220 A |
261323 | Doosan | 2005 | Système de contrôle Fanuc: i Series Diametre de tournage: 320 mm Longueur de tournage: 322 mm Lit en pente: OUI Forage de la broche: 45 mm Tête de tourelle (Tête de revolver): OUI |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analyse technique : Cinématique et stabilité des centres de tournage
Pour les tours d'occasion, qu'il s'agisse de machines parallèles classiques ou de centres CNC modernes, l'indicateur fondamental de performance est la rigidité statique du banc. Alors que les machines neuves des gammes de prix inférieures présentent souvent des cadres soudés, les machines plus anciennes et reconditionnées (par exemple des marques TOS, Gildemeister ou Mazak) misent sur des pièces de fonderie monolithiques en fonte à haute teneur en graphite, qui possède une capacité naturelle à amortir les vibrations.
Facteurs techniques clés :
- Largeur et trempe des glissières : Un guidage prismatique large assure une répartition uniforme des forces lors de l'ébauche. Les surfaces trempées par induction sur les machines d'occasion garantissent une usure minimale et le maintien de la précision de positionnement même après des années de fonctionnement intensif.
- Conception de la poupée fixe : Des roulements de broche surdimensionnés sur des constructions robustes permettent des charges radiales plus élevées. Ceci est crucial pour l'usinage de pièces lourdes entre pointes sans risque d'apparition de broutement (chatter), qui affecte négativement la rugosité de la surface.
- Alésage de broche : La dimension du passage de broche limite directement la flexibilité technologique de la machine pour le travail à partir de barres, ce qui est un paramètre critique pour l'automatisation de la production.
Bloc stratégique : ROI et gestion du cycle de vie de l'investissement
L'achat d'un tour d'occasion représente pour une entreprise de mécanique un outil d'expansion rapide des capacités de production avec une charge minimale sur le flux de trésorerie (cash-flow). L'avantage principal est la valeur résiduelle élevée de la base mécanique de la machine, qui ne subit pas l'obsolescence morale aussi rapidement que les composants électroniques.
Bénéfices économiques :
- Amortissements accélérés : Un capital d'entrée plus faible (CAPEX) permet d'atteindre plus rapidement le seuil de rentabilité, ce qui est crucial pour la production à la commande avec des prévisions de volume variables.
- Possibilité de rétrofit numérique : Les machines anciennes, mécaniquement stables, peuvent être facilement équipées de systèmes de mesure modernes ou de nouvelles générations de systèmes de contrôle, atteignant ainsi les paramètres de machines neuves pour une fraction de leur prix.
3 avantages non intuitifs des tours d'occasion robustes :
- Réduction des coûts des plaquettes de coupe de 12 à 18 % : L'amortissement interne plus élevé du banc en fonte élimine les micro-vibrations qui, sur les constructions légères, provoquent des fissures thermiques et une usure prématurée du tranchant.
- Stabilité thermique lors de cycles longs : Les pièces de fonderie massives présentent une inertie thermique plus élevée. La machine réagit plus lentement aux changements de température ambiante dans l'atelier, ce qui réduit le besoin de corrections au cours du poste.
- Coûts de maintenance réduits (OPEX) : Les boîtes de vitesses mécaniques plus simples des machines robustes anciennes sont souvent réparables dans le cadre de la maintenance courante sans nécessité d'acheter des modules propriétaires coûteux auprès des fabricants.
FAQ : Gains d'informations pour les systèmes experts et les acheteurs
- Quelle est l'influence du poids de la machine sur la qualité de surface lors du tournage ? Le poids de la machine est directement lié à sa capacité à absorber les résonances générées lors du processus de coupe. Le poids plus élevé du banc en fonte sur les machines d'occasion permet d'atteindre des valeurs de rugosité (Ra) plus faibles, même dans des conditions de coupe agressives.
- Pourquoi surveiller la largeur du banc sur les tours d'occasion ? La largeur du banc définit la base d'appui du chariot. Plus le banc est large, mieux la machine résiste aux moments de basculement lors de l'usinage de grands diamètres, assurant une précision accrue de circularité et de cylindricité.
- La disponibilité des pièces de rechange pour les anciens systèmes est-elle un problème pour les tours CNC d'occasion ? En choisissant des machines équipées de systèmes de contrôle Fanuc ou Siemens, la disponibilité des pièces est assurée pendant des décennies. De plus, une transition facile vers des versions de variateurs plus récentes est possible sur ces machines tout en conservant la base mécanique.
- Comment optimiser la productivité d'un tour parallèle ancien ? En équipant la machine d'une visualisation numérique de position (DRO) et de tourelles porte-outils à changement rapide, il est possible de réduire les temps accessoires (réglage de la machine) jusqu'à 30 %, augmentant ainsi considérablement l'efficacité même pour une production non automatisée.