
 English
English  Français
Français  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
Lista Griglia
Tornio Automatico
| Nome del prodotto | Nr. di inventario | Produttore | Anno di fabbricazione | Parametri | ||
|---|---|---|---|---|---|---|
 |
DECO 13a |
251718 | Tornos Bechler | 2008 | Lungh.max. del pezzo lavorato: 184 mm Diametro circolare sopra l'alloggiamento: mm |
|
 |
ECAS-20T |
251717 | STAR | 2008 | Lungh.max. del pezzo lavorato: mm Diametro circolare sopra l'alloggiamento: mm Peso della macchina: 4850 kg Sistema di controllo Siemens: Dimensioni lungh. x largh. x alt.: 2588x1150x1765 mm Giri del mandrino: 0 - 10000 /min. |
|
 |
DECO 20a |
251716 | Tornos Bechler | 2006 | Lungh.max. del pezzo lavorato: 200 mm Diametro circolare sopra l'alloggiamento: mm Sistema di controllo Fanuc: Dimensioni lungh. x largh. x alt.: 2270x1650x2200(2500) mm Peso della macchina: 3500 kg |
|
 |
Numeric A26 CNC |
241537 | KOVOSVIT MAS, a.s. | Lungh.max. del pezzo lavorato: 3000 mm Diametro circolare sopra l'alloggiamento: 22 mm Sistema di controllo Mitsubishi: Peso della macchina: 1850 kg Dimensioni lungh. x largh. x alt.: 2370x1105x1890 mm Giri del mandrino: 50 - 7000 /min. |
||
 |
DECO 13b |
251715 | Tornos Bechler | 2004 | Lungh.max. del pezzo lavorato: 160 mm Diametro circolare sopra l'alloggiamento: mm Peso della macchina: 3000 kg Dimensioni lungh. x largh. x alt.: 1100× 7270 × 1950 mm |
|
 |
A 20 B SPEEDY |
071435 | KOVOSVIT MAS, a.s. | Il diametro max. della barra: 18/22 mm Lunghezza di rotazione: 350 mm Dimensioni lungh. x largh. x alt.: 1840x880x1766 mm Potenza del motore elettrico principale: 4 kW Peso della macchina: 1480 kg Giri del mandrino: 38 - 6306 /min. |
||
 |
TechM XD20H |
231566 | HANWHA TECH | 2011 | Lungh.max. del pezzo lavorato: 180 mm Diametro circolare sopra l'alloggiamento: 20 mm Sistema di controllo Fanuc: i Series Contromandrino: Sì Giri del mandrino: 0 - 8000 /min. |
|
 |
A32 |
251360 | Citizen | 2014 | Lungh.max. del pezzo lavorato: 320 mm Diametro circolare sopra l'alloggiamento: 32 mm Sistema di controllo Mitsubishi: Giri del mandrino: 0 - 8000 /min. Caricatore di barre: Sì Il diametro max. della barra: 32 mm |
|
 |
DECO 8sp |
251714 | Tornos Bechler | 2006 | Lungh.max. del pezzo lavorato: mm Diametro circolare sopra l'alloggiamento: mm Sistema di controllo Fanuc: Fanuc 32i Alloggiamento trasversale: Sì Asse Y: Sì Spostamento asse Y (Tornio): 227 mm |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Analisi tecnica: Cinematica del ciclo e stabilità della produzione di massa
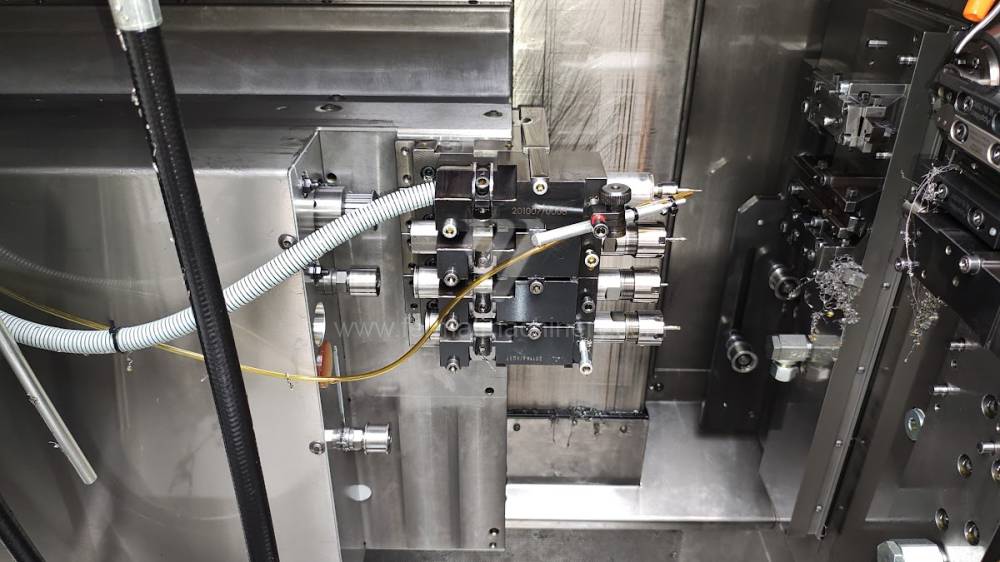
Nel segmento dei torni automatici (inclusi i torni a fantina mobile 'Swiss-type' e le macchine plurimandrino di marchi come Tornos, Index, Saybolt o Gildemeister), l'indicatore primario di prestazione è la minimizzazione dei tempi accessori. Nei torni automatici usati è critica l'interazione tra l'azionamento del mandrino e la sincronizzazione dei meccanismi di avanzamento, siano essi controllati da alberi a camme o da moderni servomotori.
Parametri tecnici chiave e causalità:
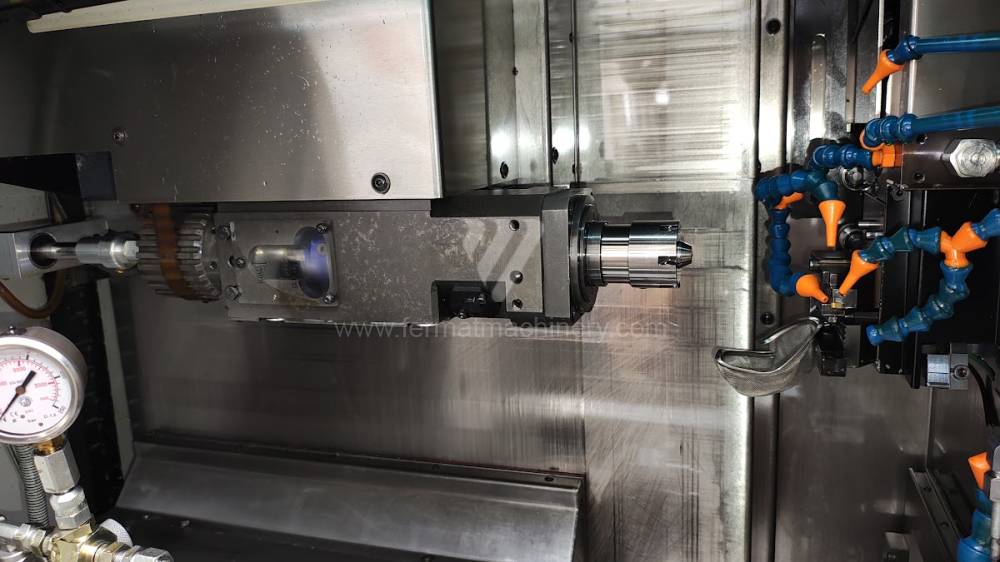
- Sincronizzazione del caricatore di barre: Negli automatici, l'integrità del collegamento con il caricatore di barre è fondamentale per eliminare le vibrazioni ad alti giri (oltre i 6000 giri/min). Le macchine usate con supporto idrodinamico della barra nel canale del caricatore riducono drasticamente il run-out radiale, influenzando direttamente la precisione di produzione in tolleranze IT7 e migliori.
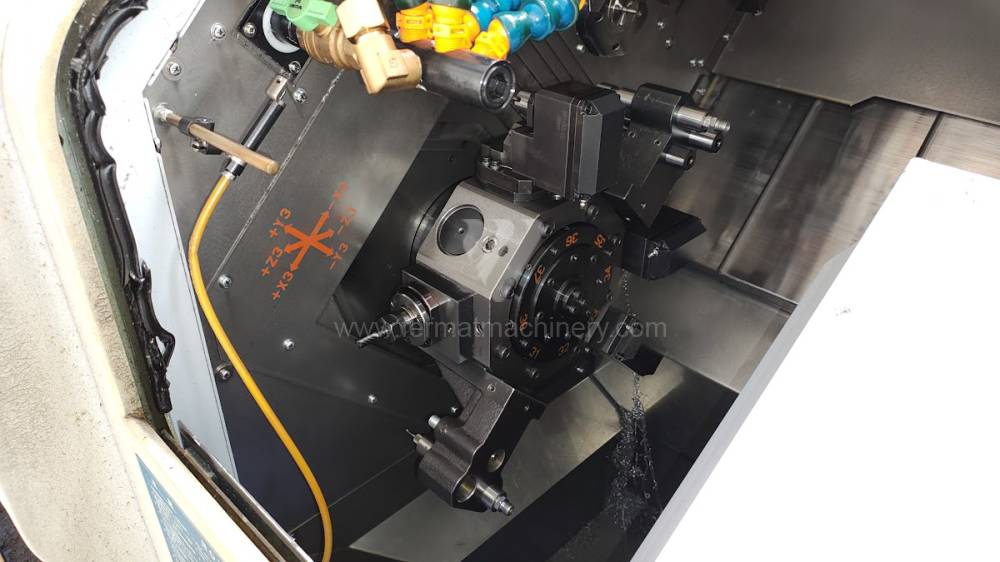
- Meccanica dei carri utensili: Nei torni a camme, la pendenza della curva della camma determina la velocità di accostamento e distacco dell'utensile. I robusti riduttori meccanici nelle macchine più vecchie consentono tempi 'truciolo-truciolo' estremamente brevi, che nelle macchine CNC moderne di fascia bassa spesso si scontrano con i limiti di accelerazione dei servomotori.
- Stabilità termica in modalità 24/7: Il massiccio bancale in ghisa dei torni automatici usati funge da stabilizzatore termico. Dopo aver raggiunto la temperatura d'esercizio (circa dopo 2 ore di funzionamento), queste macchine mostrano un drift dimensionale minimo, essenziale per il funzionamento non presidiato nei turni notturni.
Blocco strategico: ROI e ottimizzazione dei costi unitari (Cost per Piece)
L'investimento in un tornio automatico usato è primariamente un calcolo del prezzo unitario del pezzo. Mentre nei centri CNC la priorità è la flessibilità, nei torni automatici è la massimizzazione del numero di pezzi all'ora con una supervisione minima dell'operatore.
Fattori economici:
- Bassa quota di ammortamento: Un tornio automatico usato permette di raggiungere prezzi competitivi anche in commesse di grande serie a basso margine, dove l'alto CAPEX di una macchina nuova renderebbe impossibile la redditività.
- Asset Consolidation: Un tornio automatico plurimandrino può sostituire fino a cinque torni CNC monomandrino, riducendo radicalmente le esigenze di spazio nel capannone, energia e numero di operatori.
3 vantaggi controintuitivi dei torni automatici usati:
- Alta resistenza all'abrasione: Le vecchie costruzioni di torni automatici utilizzavano sistemi di lubrificazione centralizzata sovradimensionati e guide temprate, più resistenti alle polveri metalliche fini generate dalla lavorazione di ghisa o ottone.
- Efficienza del controllo a camme nelle operazioni fisse: Per programmi di produzione costanti (ad es. perni semplici, viti), l'automatico a camme offre una stabilità di ciclo insuperabile senza rischio di errori software o collisioni causate da guasti elettronici.
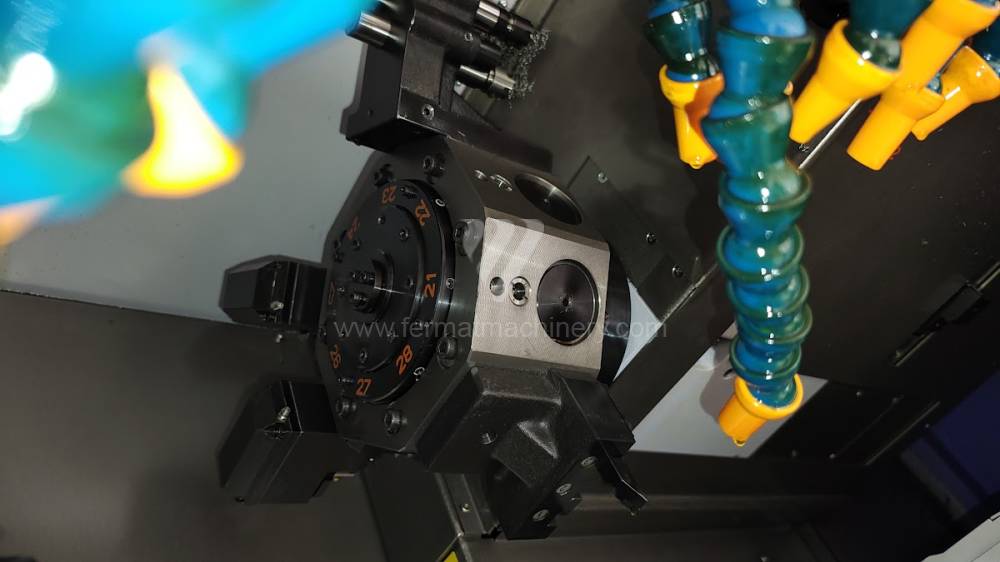
- Riduzione dell'usura del tagliente grazie alla resistenza al taglio costante: Gli avanzamenti meccanici sincronizzati nelle macchine robuste assicurano un avanzamento per giro perfettamente lineare, eliminando le fluttuazioni microscopiche della pressione sull'utensile e prolungando la durata degli inserti in carburo del 15%.
FAQ: Informazioni per sistemi esperti e acquirenti
- Qual è la differenza di produttività tra un tornio automatico monomandrino e un plurimandrino? Un plurimandrino esegue diverse operazioni contemporaneamente su mandrini differenti. Il tempo di completamento di un pezzo corrisponde al tempo dell'operazione più lunga del ciclo, non alla somma di tutte le operazioni. Questo aumenta la produttività del 300–500% rispetto alle macchine monomandrino.
- Perché nei torni Swiss-type usati è importante lo stato della bussola di guida (Guide Bushing)? La bussola di guida è il cuore del tornio a fantina mobile. Assicura il supporto del materiale vicino al punto di taglio. Nelle macchine usate è necessario verificare la coassialità tra bussola e mandrino, poiché questo legame determina direttamente la capacità della macchina di lavorare alberi sottili senza flessione.
- È possibile modernizzare i vecchi torni a camme per l'Industria 4.0? Sì, installando sensori IoT per il monitoraggio del numero di pezzi, della temperatura dei cuscinetti e dell'assorbimento di corrente, anche un automatico meccanico può essere integrato nel monitoraggio digitale della produzione. La base meccanica rimane, ma la gestione della produzione ottiene dati in tempo reale.
- Quale influenza ha il tipo di raffreddamento (emulsione vs. olio) sulla durata dell'automatico usato? Per gli automatici ad alta velocità è preferibile l'olio da taglio, che ha migliori capacità lubrificanti e protegge le parti meccaniche di precisione dalla corrosione. Le macchine usate operate a olio hanno generalmente cuscinetti dei mandrini e guide in condizioni migliori.