
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Polski
Polski  Română
Română  Русский
Русский  Español
Español  Čeština
Čeština 
1234 Liste Gitter
1234Bohrwerk
| Produkt | Inv. Nr. | Hersteller | Baujahr | Parameter | ||
|---|---|---|---|---|---|---|
 |
WFQ 80 NCA |
091466 | TOS Varnsdorf | 1988 | : 80 : 1600 : 1000 : - : 950 : 14 - 2240 |
|
 |
BFP 125/III |
141498 | UNION | 1980 | : 125 : 2500 : 1600 : 1120 : MK7 : 17 |
|
 |
WH 10 CNC |
171452 | TOS Varnsdorf | : TNC 530 : 100 : 1250 : 1100 : 10 - 1200 : nein |
||
 |
40T |
182013 | Lucas | 2018 | : 0i-MF : 130 : 3657 : 3048 : 10 - 3000 : ja |
|
 |
W 100 A |
191457 | TOS Varnsdorf | : 100 : 1600 : 1120 : 7 - 1120 : nein : 900 |
||
 |
WHN 13 P CNC |
191459 | TOS Varnsdorf | 2024 | : TNC 640 : 130 : 3500 : 2000 : 10 - 3000 : ja |
|
 |
WHN 9 B CNC |
192075 | TOS Varnsdorf | 1982 | : CNC 859 : 90 : 1250 : 900 : 10 - 1100 : nein |
|
 |
BFK 160 |
201580 | UNION | 1980 | : 160 : 3000 : 2700 : - : : 300 |
|
 |
BSF 34/23A NC |
201654 | SHIBAURA | 1979 | : Sinumerik 840D Sl : 230 : 13000 : 5000 : 0 - 420 : 1500 |
|
 |
PC W 200 HA |
211378 | ŠKODA MACHINE TOOL a.s. | 1987 | : 200 : 5000 : 4000 : 0 - 630 : 2 000 : nein |
|
 |
AFP 180 |
211583 | Titan | 1980 | : 180 : : 10000 : 3800 : 1900 : 1150 |
|
 |
W 160 G/NCS |
221023 | ŠKODA MACHINE TOOL a.s. | 1978 | : : 160 : 6000 : 2500 : 2 - 800 : |
|
 |
WH 10 NC |
221109 | TOS Varnsdorf | 1985 | : 90 : 100 : 1250 : 900 : 16 - 1250 : nein |
|
 |
AFP 180 |
221138 | Titan | 2009 | : Fanuc 32i : 180 : 9130 : 3980 : 1900 : 1200 |
|
 |
WH 10 NC |
221269 | TOS Varnsdorf | : 100 : 1250 : 900 : 16 - 1250 : nein : 630 |
||
 |
Microcut HBM-4 |
221640 | Buffalo Machinery | 2017 | : 31i - B : 110 : 2200 : 1600 : 35 - 3000 : ja |
|
 |
WHN 13.8 CNC |
221691 | TOS Varnsdorf | 1998 | : TNC 426 : 130 : 3500 : 2000 : 5 - 2500 : nein |
|
 |
WH 10 NC |
221791 | TOS Varnsdorf | 1987 | : TNC 124 : 100 : 1250 : 900 : 16 - 1250 : nein |
|
 |
CUTMAX 2 |
231026 | Wotan | : TNC 426 : 120 : 1800 : 1700 : 20 - 3000 : ja |
||
 |
WI 130 CNC |
231050 | ŠKODA MACHINE TOOL a.s. | : TNC 426 : 130 : 1900 : 1980 : 2 - 900 : 1590 |
||
 |
WD 160 |
231088 | ŠKODA MACHINE TOOL a.s. | : 160 : 3150 : 2500 : 1 - 1600 : 1250 : nein |
||
 |
WD 160 |
231089 | ŠKODA MACHINE TOOL a.s. | 1964 | : 160 : 6000 : 2500 : 1 - 1600 : 1250 : nein |
|
 |
2622B |
231110 | Stanko Russia | 1975 | : 110 : 1000 : 1000 : 12 - 1250 : nein : 710 |
|
 |
WHN 9 B |
231135 | TOS Varnsdorf | 1981 | : 90 : 1250 : 900 : 0 - 1120 : nein : 680 |
|
 |
BFT 110/5 |
231231 | UNION | : 1985 : 1270 : 1270 : 25400 : 1400 x 1600 : 110 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Horizontale Bohrwerke sind die universelle Maschinen, die zur Bearbeitung komplizierter Produkte dienen. Sie werden sowohl für die Einzelstück- als auch für die Kleinserienproduktion verwendet. Mit einer Einspannung des Werkstücks können Operationen von bis zu fünf Seiten gleichzeitig oder nacheinander durchgeführt werden. Für Horizontalbohrmaschinen ist eine Vielzahl an Standard- und Sonderzubehör erhältlich. Dadurch sind Bohrwerke nicht nur zum Aufbohren geeignet, sondern auch zum Bohren, Drehen, Fräsen, Reiben, Senken usw.
Wir teilen Horizontalbohrwerke in Tisch-, Kreuz-, Platten- und Koordinatenbohrmaschinen sowie nach Art der Steuerung in konventionell und CNC-gesteuert.
Tischbohrwerke
Tischbohrmaschinen sind mit einem beweglichen Tisch ausgestattet, der sich in einer oder zwei Achsen bewegt. Dementsprechend unterteilen wir Bohrmaschinen weiter in Kreuzbauweise oder T-Bauweise. Der Tisch ist in der Regel drehbar (Achse B), wodurch vier Seiten des Werkstücks in einer Aufspannung bearbeitet werden können. Wenn die Maschine jedoch mit einem Winkelkopf (Achsen A und C) ausgestattet ist und das Werkstück die Abmessungen der Maschine nicht überschreitet, können fünf Seiten in einer Aufspannung bearbeitet werden. Bohrmaschinen unterscheiden sich von Tischfräsmaschinen insbesondere durch die ausfahrbare Spindel (W-Achse). Darüber hinaus verfügen höhere Baureihen oft über einen einziehbaren Spindelstock (V-Achse).
Kreuzkonstruktion
Eine Kreuzkonstruktion haben normalerweise die kompakten Maschinen mit einer Tischtragfähigkeit bis zu 5 Tonnen, wo der Tisch sich in 2 zueinander senkrechten Achsen (X,Z) bewegt. Diese Maschinen sind leichter und weniger anspruchsvoll für den Bau des Fundaments, aber sie sind nicht nur durch den Verfahrweg, sondern auch durch die Möglichkeiten des Ständers und des Spindelstocks begrenzt. Der Durchmesser der Bohrspindel beträgt hier üblicherweise 75 bis 125 mm.
T-Konstruktion
Bei der T-Bauweise handelt es sich um festere Maschinen mit bis zu 25 Tonnen Tischtragfähigkeit und längeren Achsbewegung, wobei sich der Tisch nun in Querachse zur Spindel (X) bewegt, während sich der Ständer in Längsachse Z zum Tisch bewegt. Der Durchmesser der Bohrspindel ist aufgrund schwerer und umfangreicher Werkstücke in der Regel zwischen 100 und 160 mm.
Plattenbohrwerke
Plattenbohrwerke dienen zur Bearbeitung der größten Werkstücke. Bei diesen Maschinen bewegt sich der Spindelstock entlang der vertikalen Führung des Ständers, der sich entlang des Bettes senkrecht zur Achse der Spindel bewegt. Werkstück ist unbeweglich auf einer mit T-Nuten versehenen Gussplatte eingespannt. Wird die Anlage zusätzlich mit dem Drehtisch oder einem in Richtung der Spindelachse beweglichen Drehtisch ausgerüstet, erhöht sich die Anzahl der gesteuerten Achsen. Solche Bohrwerke werden für Bohrspindeldurchmesser von 130-315 mm hergestellt.
Koordinatenbohrwerke
Zur Bearbeitung von präziser Bohrungen werden sogenannte Koordinatenbohrwerke verwendet. Die Konstruktion ist besonders geprägt von den Forderungen nach sehr hoher Genauigkeit der Haupt- und Vorschubbewegungen, guter Dynamik und bestmöglicher Temperaturstabilität. Es gibt zwei Grundbauarten: ein Einständer-Bohrwerk mit horizontaler oder vertikaler Spindelachse (für kleinere Werkstückgrößen, die auf einem Kreuztisch eingespannt werden) und ein Zweiständer-Bohrwerk mit einer oder mehreren vertikalen Spindeln. Das Werkstück wird auf einem Längstisch eingespannt, der zwischen zwei Ständern platziert ist, entlang denen sich der den Werkstückspindelstock tragende Querlatte bewegt. Zur Abmessung wird meist ein optisches System verwendet, bei modernen Maschinen ist es üblich, eine CNC-Steuerung zu verwenden.
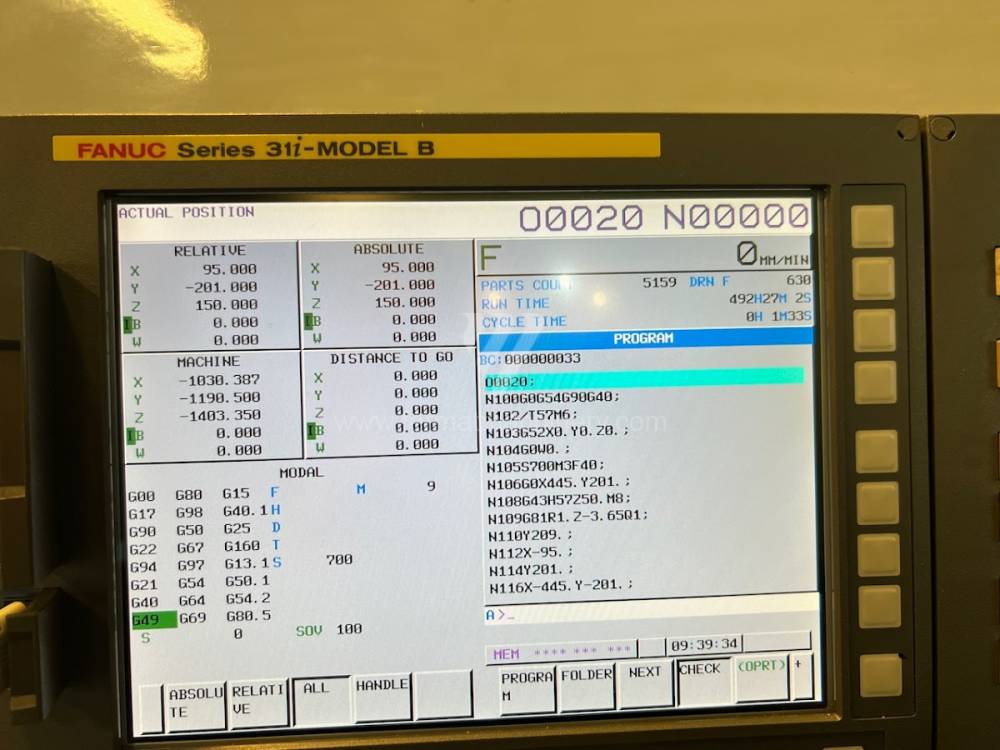
Alle Arten von Horizontalbohrwerken können entweder konventionell oder CNC-gesteuert sein. Zu den meistgenutzten Herstellern von CNC-Steuerungen gehören Heidenhain, Siemens, Fanuc, Fagor,...
Ein Teil von Horizontalbohrwerken kann auch ein automatischer Werkzeugwechsler sein, der hauptsächlich für die Lagerung von Werkzeugeinheiten, ihre Handhabung und ihre Positionierung ohne direkte Beteiligung des menschlichen Faktors bestimmt ist.
Zu den bekanntesten Herstellern von Horizontalbohrwerken gehören Firmen wie FERMAT, TOS, ŠKODA, PAMA, UNION, JUARISTI, SCHARMANN, KURAKI, WOTAN und andere.