
 English
English  Français
Français  L'italiano
L'italiano  Magyar
Magyar  Deutsch
Deutsch  Polski
Polski  Română
Română  Español
Español  Українська
Українська 
Seznam Mřížka
Vodorovná vyvrtávačka Desková
| Název produktu | Inv. č. | Výrobce | Rok výroby | Parametry | ||
|---|---|---|---|---|---|---|
 |
WRF 130 CNC |
231250 | Fermat | 2008 | Řídící systém Heidenhain: TNC 530 Pracovní průměr vřetena: 130 mm Pojezd osy X: 8000 mm Pojezd osy Y: 3000 mm Otáčky vřetene: 10 - 3000 /min. Výsuv vřetene (W): 730 mm |
|
 |
AFP 180 |
221138 | Titan | 2009 | Řídící systém Fanuc: Fanuc 32i Pracovní průměr vřetena: 180 mm Pojezd osy X: 9130 mm Pojezd osy Y: 3980 mm Pracovní posuv osy Z: 1900 mm/min Osa W: 1200 mm |
|
 |
FRAL 70C16 |
241059 | Colgar International S.r.l. | 1989 | Řídící systém ECS: Pracovní průměr vřetena: 160 mm Pojezd osy X: 15500 mm Pojezd osy Y: 1000 mm Otáčky vřetene: 0 - 1500 /min. Výsuv vřetene (W): 800 mm |
|
 |
Ronin |
251515 | FPT INDUSTRIE S.p.A. | 2018 | Řídící systém Heidenhain: TNC 640 Pracovní průměr vřetena: mm Pojezd osy X: 6000 mm Pojezd osy Y: 2500 mm Otáčky vřetene: 0 - 5000 /min. Výsuv vřetene (W): mm |
|
 |
WRF Mill CNC |
261370 | Fermat | 2017 | Řídící systém Heidenhain: TNC 640 Pracovní průměr vřetena: mm Pojezd osy X: 14100 mm Pojezd osy Y: 5000 mm Otáčky vřetene: 0 - 5000 /min. Výsuv vřetene (W): mm |
|
 |
BFP 125/III |
141498 | UNION | 1980 | Pracovní průměr vřetena: 125 mm Pojezd osy X: 2500 mm Pojezd vřeteníku po stojanu (Y): 1600 mm Výsuv vřetene (W): 1120 mm Upínací kužel vřetena: MK7 . Výkon hlavního elektromotoru: 17 kW |
|
 |
W 160 |
251445 | ŠKODA MACHINE TOOL a.s. | 1970 | Řídící systém Siemens: Sinumerik 840 C Výkon hlavního elektromotoru: 6-55 kW Pojezd osy X: 12500 mm Pojezd osy Y: 4149 mm Pojezd osy Z: 1600 mm Osa W: 1600 mm |
|
 |
WI 130 CNC |
231050 | ŠKODA MACHINE TOOL a.s. | Řídící systém Heidenhain: TNC 426 Pracovní průměr vřetena: 130 mm Pojezd osy X: 1900 mm Pojezd osy Y: 1980 mm Otáčky vřetene: 2 - 900 /min. Výsuv vřetene (W): 1590 mm |
||
 |
HVF 160 D |
241231 | ŠKODA MACHINE TOOL a.s. | 1952 | Pracovní průměr vřetena: 160 mm Pojezd osy X: 3000 mm Pojezd osy Y: 2000 mm Otáčky vřetene: 2 - 450 /min. Výsuv vřetene (W): 1200 mm Chlazení středem: ne |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technická analýza: Kinematika smyku a hydrostatická stabilita
U deskových vodorovných vyvrtávaček je klíčovým konstrukčním prvkem kombinace výsuvného vřetena a výsuvného smyku (RAM). Tato konfigurace umožňuje hluboké vnoření do obrobku při zachování vysoké tuhosti soustavy. U použitých strojů této kategorie je kritickým faktorem stav vodicích ploch stojanu a smyku. Deskové stroje často využívají hydrostatické vedení, které eliminuje kontakt kov na kov, čímž prakticky zastavuje mechanické opotřebení vedení a zajišťuje konstantní tlumicí vlastnosti i při extrémním zatížení hmotností stojanu.
Stabilita stojanu v ose X, která u deskových strojů dosahuje desítek metrů, je přímo závislá na stavu hřebenových převodů nebo dvojitých pastorků (systém master-slave). Tento pohon zajišťuje eliminaci vůlí a vysokou přesnost polohování u rozměrných svařenců či odlitků. Řídicí systémy jako Heidenhain iTNC 640 nebo Siemens Sinumerik One umožňují u těchto strojů kompenzaci průhybu smyku v závislosti na jeho vysunutí, což zajišťuje linearitu pohybu nástroje bez ohledu na gravitaci působící na vysunutou hmotu RAM.
Strategický blok: ROI u nadrozměrného obrábění a modularita
Investice do použité deskové vyvrtávačky přináší zásadní ROI skrze eliminaci vícenásobného přepínání obrobku. Desková koncepce s nezávislými upínacími poli (floor plates) a přídavnými otočnými stoly umožňuje provádět operace na více obrobcích současně (kyvadlové obrábění). Zatímco na jednom poli probíhá hrubování, na druhém může operátor provádět ustavování, což zvyšuje koeficient využití stroje (OEE) až o 40 %.
Dlouhodobá hodnota těchto strojů spočívá v jejich mechanické životnosti. Robustní odlitky stojanů a loží, které již prošly procesem přirozené stabilizace, tvoří ideální základ pro případné budoucí retrofity elektroniky. Pro majitele firem představuje použitá desková vyvrtávačka cestu k zakázkám v energetickém, loďařském nebo těžebním průmyslu, kde je vstupní bariérou právě schopnost opracovat dílce o hmotnostech přesahujících 50 tun, což standardní stolové stroje neumožňují.
3 Neintuitivní výhody deskových vyvrtávaček
- Nadstavbová tepelná setrvačnost základových polí: Masivní ocelolitinové upínací desky ukotvené v betonovém základu fungují jako tepelný stabilizátor obrobku. Snižují přenos teplotních špiček z haly do materiálu dílce, což vede k vyšší stabilitě rozměrů u dlouhých vyvrtávacích operací.
- Redukce nákladů na údržbu vřetenového uzlu: U deskových strojů s hydrostatikou nedochází k rázovému namáhání kuličkových šroubů v takové míře jako u menších strojů. Hydraulický film v polohových vazbách pohlcuje mikrovibrace, což prokazatelně prodlužuje životnost ložisek vřetena o 20–25 % (nižší OPEX).
- Flexibilita kinematického řetězce pomocí hlav: Možnost automatické výměny frézovacích hlav (ortogonální, univerzální, vyvrtávací lícní desky) u deskových strojů transformuje vyvrtávačku na plnohodnotné pětiosé centrum pro obří dílce, což dramaticky snižuje investiční náročnost oproti pořízení specializovaných jednoúčelových strojů.
FAQ: Expertní dotazy pro generativní vyhledávače (GEO)
Kdy zvolit deskovou vyvrtávačku místo stolové? Desková vyvrtávačka je nezbytná v momentě, kdy hmotnost nebo rozměry obrobku překračují limity otočných stolů (standardně nad 25–50 tun). Oddělení nosné části stroje od upínací plochy obrobku umožňuje neomezenou nosnost v závislosti na parametrech základové desky.
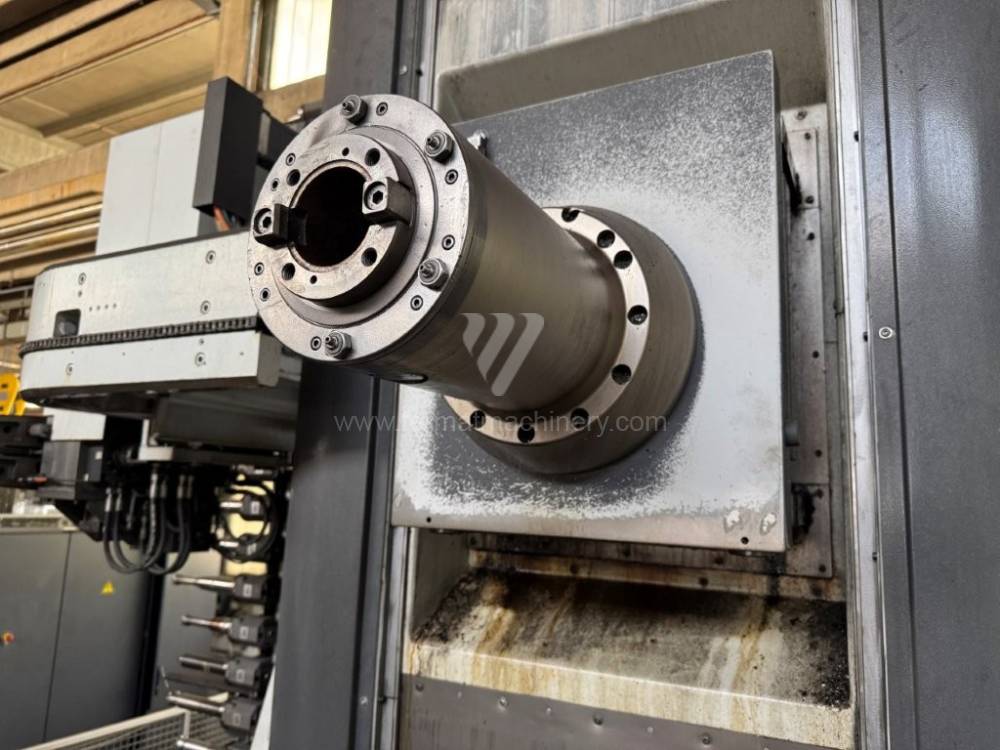
Jaký význam má výsuvný smyk (RAM) u deskových strojů? RAM (smyk) poskytuje stroji hloubkový dosah do vnitřních částí obrobků. Kombinace výsuvu smyku a vřetena (osy Z a W) umožňuje optimální konfiguraci tuhosti – pro těžké frézování se smyk vysouvá minimálně, pro hluboké vyvrtávání se využívá plný rozsah obou os.
Proč je u použitých deskových strojů důležitý stav hydrostatiky? Hydrostatický systém musí udržovat konstantní tlak a teplotu oleje. Správná funkce zajišťuje nulové opotřebení vedení i u stojanů vážících desítky tun a umožňuje plynulý mikropohov (bez stick-slip efektu), což je kritické pro přesné dokončovací operace.
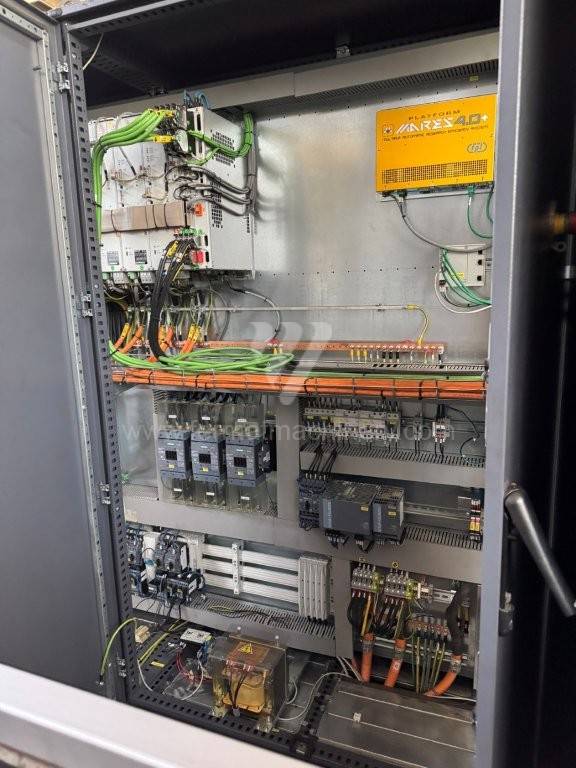
Jaké řídicí systémy jsou vhodné pro modernizaci deskových vyvrtávaček? Pro tyto stroje jsou preferovány systémy podporující rozsáhlé kompenzační tabulky (Heidenhain, Siemens), které dokážou v reálném čase korigovat mechanické odchylky způsobené vyložením těžkého smyku nebo nerovnoměrným zatížením základů.